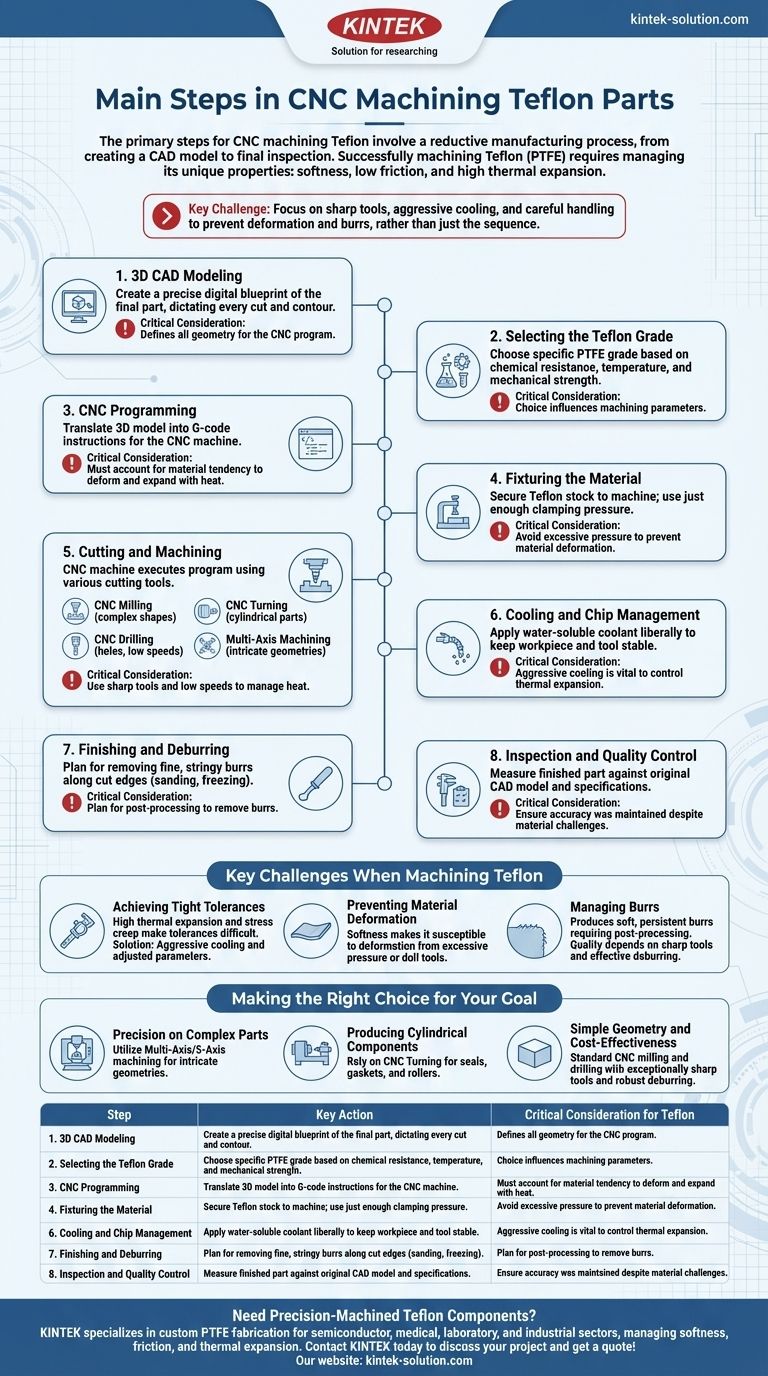
As etapas principais para a usinagem CNC de Teflon envolvem a criação de um modelo CAD, a seleção da classe do material, a programação da máquina, a fixação da peça de trabalho, a execução das operações de corte, o gerenciamento do resfriamento e da remoção de cavacos, o acabamento da peça e a realização de uma inspeção de qualidade final. Este processo é uma técnica de fabricação subtrativa onde um computador guia as ferramentas de corte para remover material e moldar o componente final.
Embora as etapas pareçam padrão, usinar Teflon (PTFE) com sucesso tem menos a ver com a sequência e mais com o gerenciamento das propriedades únicas do material. Sua maciez, baixo atrito e alta expansão térmica exigem uma abordagem específica focada em ferramentas afiadas, resfriamento agressivo e manuseio cuidadoso para evitar deformação e rebarbas.

O Processo de Usinagem: Um Detalhamento Completo
Compreender cada estágio do processo é fundamental para evitar armadilhas comuns associadas a este polímero versátil, mas desafiador.
Etapa 1: Modelagem CAD 3D
Antes que qualquer usinagem comece, um modelo CAD (Computer-Aided Design) 3D preciso da peça final é criado. Este projeto digital dita cada corte, furo e contorno que a máquina CNC executará.
Etapa 2: Seleção da Classe de Teflon
Nem todo Teflon é igual. A classe específica de PTFE é escolhida com base nos requisitos da aplicação para resistência química, tolerância à temperatura e resistência mecânica. Esta escolha pode influenciar os parâmetros de usinagem.
Etapa 3: Programação CNC
O modelo 3D é traduzido em um conjunto de instruções, chamado código G, que a máquina CNC pode entender. Para o Teflon, o programa deve levar em conta a tendência do material de se deformar e expandir com o calor.
Etapa 4: Fixação do Material
O estoque de Teflon é fixado na superfície de trabalho da máquina CNC. Como o Teflon é macio e pode ser facilmente comprimido, é crucial aplicar apenas pressão de aperto suficiente para segurar o material firmemente sem deformá-lo.
Etapa 5: Corte e Usinagem
A máquina CNC executa o programa, usando várias ferramentas de corte para moldar a peça. O método específico depende da geometria da peça.
- Fresamento CNC: Usado para cortar formas complexas, ranhuras e superfícies planas com alta precisão.
- Torneamento CNC: Ideal para criar componentes cilíndricos ou ocos, como vedações e buchas.
- Furação CNC: Usado para criar furos, mas requer baixas velocidades para evitar o acúmulo de calor e o derretimento do material.
- Usinagem Multieixos: Empregada para geometrias altamente intrincadas que exigem que a ferramenta se aproxime da peça de múltiplos ângulos com extrema precisão.
Etapa 6: Gerenciamento de Resfriamento e Cavacos
O alto coeficiente de expansão térmica do Teflon significa que o calor do atrito pode arruinar a precisão da peça. Uma aplicação liberal de refrigerante solúvel em água é essencial para manter a peça de trabalho e a ferramenta em uma temperatura estável. Ferramentas personalizadas com melhor folga de cavacos também são benéficas.
Etapa 7: Acabamento e Rebarbação
O Teflon tende a criar rebarbas finas e fibrosas ao longo das bordas cortadas. Uma estratégia de rebarbação deve ser planejada com antecedência. Técnicas comuns de acabamento incluem lixamento cuidadoso ou até mesmo congelar a peça para tornar as rebarbas quebradiças e mais fáceis de remover.
Etapa 8: Inspeção e Controle de Qualidade
A peça acabada é medida e inspecionada em relação ao modelo CAD original e às especificações. Isso garante que a precisão dimensional foi mantida, apesar dos desafios do material.
Principais Desafios na Usinagem de Teflon
Ignorar as propriedades únicas do Teflon é a fonte mais comum de falha. O sucesso exige antecipar e mitigar esses desafios específicos.
Atingindo Tolerâncias Apertadas
A alta taxa de expansão térmica do Teflon e a tendência à fluência de tensão tornam difícil manter tolerâncias apertadas. À medida que o material aquece durante o corte, ele se expande e, à medida que esfria, se contrai. Isso deve ser gerenciado com resfriamento agressivo e parâmetros de usinagem ajustados.
Prevenindo a Deformação do Material
A maciez do material o torna altamente suscetível à deformação. Isso pode ocorrer devido à pressão excessiva de aperto durante a fixação ou pela força de uma ferramenta de corte cega empurrando contra o material em vez de cortá-lo limpo.
Gerenciando Rebarbas
Ao contrário dos metais rígidos que produzem cavacos limpos, o Teflon produz rebarbas macias e persistentes. Isso torna o pós-processamento quase obrigatório. A qualidade do acabamento está diretamente relacionada à nitidez das ferramentas de corte e à eficácia do processo de rebarbação.
Fazendo a Escolha Certa para o Seu Objetivo
Sua estratégia de usinagem deve ser ditada pelos requisitos específicos do componente final.
- Se o seu foco principal é a precisão em peças complexas: Utilize usinagem Multieixos/5 Eixos para alcançar geometrias intrincadas com a mais alta precisão.
- Se o seu foco principal é produzir componentes cilíndricos: Confie no Torneamento CNC, pois é o método mais eficiente e direto para peças como vedações, juntas e rolos.
- Se o seu foco principal é geometria simples e custo-benefício: O fresamento e a furação CNC padrão são adequados, mas você deve priorizar o uso de ferramentas excepcionalmente afiadas e ter um plano de rebarbação robusto.
Em última análise, dominar a usinagem de Teflon vem de respeitar o comportamento único do material e adaptar seu processo de acordo.
Tabela de Resumo:
| Etapa | Ação Chave | Consideração Crítica para Teflon |
|---|---|---|
| 1. Modelagem CAD | Criar um projeto digital 3D | Define toda a geometria para o programa CNC |
| 2. Seleção do Material | Escolher a classe de PTFE apropriada | Baseado nas necessidades químicas, de temperatura e de resistência |
| 3. Programação CNC | Gerar código G a partir do modelo CAD | Deve levar em conta a expansão térmica e a maciez |
| 4. Fixação | Prender o estoque de material na máquina | Evitar pressão de aperto excessiva para prevenir deformação |
| 5. Operações de Corte | Fresamento, torneamento ou furação da peça | Usar ferramentas afiadas e baixas velocidades para gerenciar o calor |
| 6. Resfriamento e Remoção de Cavacos | Aplicar refrigerante e remover detritos | Resfriamento agressivo é vital para controlar a expansão térmica |
| 7. Acabamento | Rebarbar e alisar a peça | Planejar o pós-processamento para remover rebarbas fibrosas |
| 8. Inspeção de Qualidade | Verificar dimensões e especificações | Garantir que a precisão foi mantida apesar dos desafios do material |
Precisa de Componentes de Teflon Usinados com Precisão?
A usinagem bem-sucedida de PTFE requer experiência especializada para gerenciar sua maciez, baixo atrito e alta expansão térmica. A KINTEK é especializada na fabricação personalizada de componentes de PTFE de alta qualidade — incluindo vedações, revestimentos e utensílios de laboratório — para os setores de semicondutores, médico, laboratorial e industrial.
Nós combinamos produção de precisão com profundo conhecimento de materiais para entregar peças que atendam às suas especificações exatas, desde protótipos até pedidos de alto volume.
Entre em contato com a KINTEK hoje para discutir seu projeto e obter um orçamento!
Guia Visual
Produtos relacionados
- Fabricante de peças de teflon PTFE moldadas personalizadas para laboratório ITO FTO Cesto de flores para limpeza de vidro condutor
- Fabricante de peças de PTFE personalizadas para peças de Teflon e pinças de PTFE
- Fabricante de peças personalizadas de PTFE para recipientes e componentes de teflon
- Sistema de Reação Contínua de Teflon de Alta Temperatura e Balão de Três Pescoços Resistente a HF para Processamento Petroquímico
- Bandejas de reação em PTFE resistentes à corrosão e cassetes personalizados de Teflon para processamento de semicondutores e manuseio de produtos químicos de alta pureza
As pessoas também perguntam
- Qual é o princípio de funcionamento de um cesto de flores de PTFE? Otimize o fluxo de fluidos e a pureza para imersão química
- Qual é a função e aplicação primária de uma cesta de flores de PTFE? Guia especializado para processamento de alta pureza
- Como os cestos de flor em PTFE se comparam aos suportes de quartzo ou aço inoxidável? Maximize o ROI com Soluções de Baixo Custo Total de Propriedade
- Como o design estrutural de uma cesta de flores de PTFE garante acesso uniforme de fluidos aos substratos? Otimize os Rendimentos de Laboratório
- Que fatores contribuem para a integridade mecânica de longo prazo dos cestos florais de PTFE sob ciclagem térmica? Guia do Especialista.



















