Em sua essência, a vedação de PTFE é a escolha preferida nas indústrias alimentícia e farmacêutica porque suas propriedades fundamentais — ser quimicamente inerte, não tóxica e não contaminante — abordam diretamente a necessidade primordial de pureza e segurança do produto. Este material não é apenas um componente; é parte integrante da manutenção dos rigorosos padrões regulatórios e de higiene que definem esses setores.
O desafio central no processamento de alimentos e produtos farmacêuticos é evitar qualquer interação entre o equipamento e o produto em si. O PTFE é a solução padrão porque sua estabilidade molecular inerente garante que ele não reagirá, nem lixiviará ou contaminará produtos sensíveis, tornando-o uma pedra angular da fabricação segura e em conformidade.

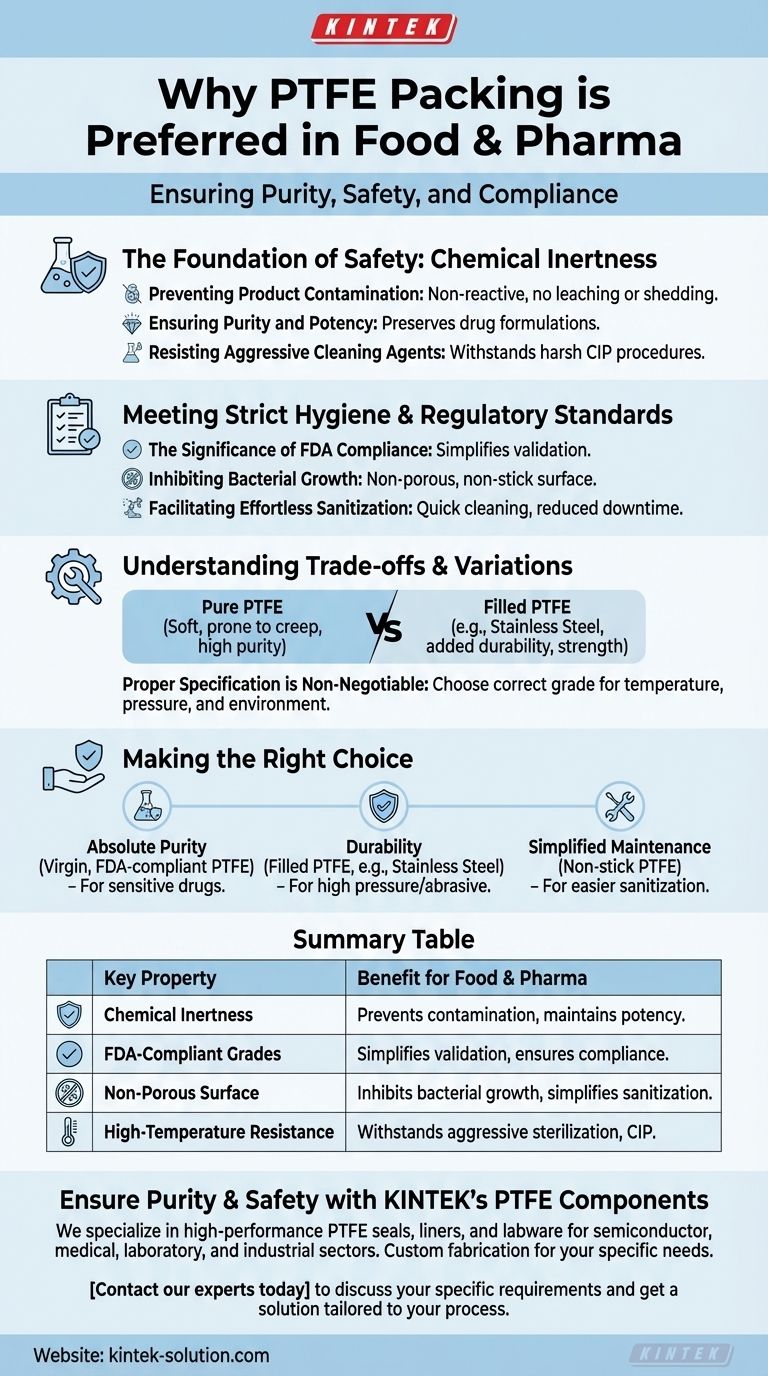
A Base da Segurança: Inércia Química
O atributo mais crítico do PTFE (Politetrafluoretileno), amplamente conhecido pela marca Teflon, é sua inércia química. Essa propriedade não é um recurso adicional, mas um resultado de sua estrutura molecular.
Prevenção da Contaminação do Produto
Como o PTFE é excepcionalmente não reativo, ele não lixivia produtos químicos nem libera partículas nos produtos com os quais entra em contato. Isso é essencial para garantir que alimentos, bebidas e ingredientes farmacêuticos ativos (APIs) permaneçam puros e não adulterados durante todo o processo de produção.
Garantindo Pureza e Potência
Em produtos farmacêuticos, mesmo uma reação minúscula entre uma vedação e um medicamento pode alterar a composição química do medicamento, comprometendo sua eficácia e segurança. A inércia do PTFE garante que o material não reagirá com ou absorverá o produto, preservando sua formulação pretendida.
Resistência a Agentes de Limpeza Agressivos
Equipamentos de alimentos e farmacêuticos devem passar por rigorosos procedimentos de esterilização e limpeza no local (CIP), envolvendo produtos químicos agressivos e altas temperaturas. A vedação de PTFE resiste a esses regimes agressivos sem se degradar, garantindo sua integridade e impedindo que se torne uma fonte de contaminação por si só.
Atendendo a Rigorosos Padrões de Higiene e Regulamentação
Além de suas propriedades químicas, o PTFE atende aos requisitos operacionais e legais dessas indústrias altamente regulamentadas, fornecendo um caminho confiável para a conformidade.
A Importância da Conformidade com a FDA
O PTFE está disponível em graus que estão em conformidade com os regulamentos da FDA para materiais em contato com alimentos. Essa aprovação simplifica o processo de validação do equipamento, fornecendo uma garantia clara e documentada de que o material é seguro para o uso pretendido.
Inibição do Crescimento Bacteriano
A superfície do PTFE é não porosa e excepcionalmente lisa. Essa característica antiaderente impede a aderência de resíduos e nega às bactérias um local para colonizar, o que é um fator crítico na manutenção de condições higiênicas.
Facilitando a Sanitização Sem Esforço
A famosa qualidade antiaderente do PTFE simplifica significativamente a limpeza. Os equipamentos podem ser sanitizados de forma mais rápida e eficaz, reduzindo o tempo de inatividade operacional e diminuindo o risco de contaminação cruzada entre lotes.
Compreendendo as Compensações e Variações
Embora o PTFE seja um material superior, é importante entender suas limitações práticas e como elas são abordadas em aplicações do mundo real.
Limitações Mecânicas do PTFE Puro
O PTFE virgem pode ser relativamente macio e propenso a "fluência" ou deformação sob alta pressão ou temperatura. Isso pode ser uma limitação em aplicações mecânicas exigentes.
O Papel dos Aditivos para Desempenho Aprimorado
Para superar essas fraquezas mecânicas, o PTFE é frequentemente misturado com aditivos. Por exemplo, o PTFE com enchimento de aço inoxidável é usado para adicionar durabilidade e resistência, tornando-o ideal para equipamentos que exigem tanto a inércia do PTFE quanto maior rigidez estrutural.
A Especificação Correta é Não Negociável
A eficácia da vedação de PTFE depende inteiramente da escolha do grau e do design corretos para a temperatura, pressão e ambiente químico da aplicação específica. Uma especificação incorreta pode levar a falhas prematuras, anulando os benefícios do material.
Fazendo a Escolha Certa para Sua Aplicação
A seleção do material correto é uma decisão crítica baseada em seu objetivo operacional principal.
- Se seu foco principal for a pureza absoluta do produto para medicamentos sensíveis: Insista no uso de PTFE virgem, compatível com a FDA, para garantir reatividade zero e evitar quaisquer contaminantes potenciais dos aditivos.
- Se seu foco principal for a durabilidade em processamento de alta pressão ou abrasivo: Considere um PTFE com aditivos, como variantes preenchidas com aço inoxidável ou vidro, para obter a resistência mecânica necessária, mantendo a resistência química.
- Se seu foco principal for simplificar a manutenção e reduzir o tempo de limpeza: Aproveite as propriedades antiaderentes inerentes do PTFE para projetar sistemas que sejam mais fáceis de higienizar, aumentando assim a eficiência operacional.
Em última análise, a seleção do PTFE é uma decisão estratégica para incorporar segurança, higiene e conformidade regulatória diretamente na base do seu equipamento de processo.
Tabela de Resumo:
| Propriedade Chave | Benefício para Alimentos e Farmacêuticos |
|---|---|
| Inércia Química | Previne a contaminação do produto e mantém a potência. |
| Graus Compatíveis com a FDA | Simplifica a validação e garante a conformidade regulatória. |
| Superfície Não Porosa | Inibe o crescimento bacteriano e simplifica a sanitização. |
| Resistência a Altas Temperaturas | Resiste a processos agressivos de esterilização e CIP. |
Garanta a pureza e a segurança dos seus produtos com componentes de PTFE projetados com precisão da KINTEK.
Somos especializados na fabricação de vedações, revestimentos e utensílios de laboratório de PTFE de alto desempenho para os setores de semicondutores, médico, laboratorial e industrial. Se você precisa da pureza absoluta do PTFE virgem para produtos farmacêuticos sensíveis ou da durabilidade aprimorada do PTFE com aditivos para aplicações exigentes, nossos serviços de fabricação personalizados — de protótipos a pedidos de alto volume — oferecem a confiabilidade de que você precisa.
Entre em contato com nossos especialistas hoje mesmo para discutir suas necessidades específicas e obter uma solução adaptada ao seu processo.
Guia Visual
Produtos relacionados
- Cesta de Limpeza Úmida em PTFE de Alta Pureza, Suporte de Gravação para Wafer Único de 4 Polegadas, Porta-máscaras Personalizável
- Suporte de Cesto de Limpeza de Laboratório em PTFE Personalizado – Porta Wafer Resistente a Ácidos e Bases de Alta Pureza, Sem Contaminação de Baixo Ruído de Fundo para Banhos Químicos
- Barril de Matéria-Prima de PTFE Resistente à Corrosão de Alta Pureza 4L Selo de Rosca Tanque de Alimentação de Baixo Background
- Fabricante de peças de teflon PTFE moldadas personalizadas para laboratório ITO FTO Cesto de flores para limpeza de vidro condutor
- Fabricante de peças personalizadas de PTFE para recipientes e componentes de teflon
As pessoas também perguntam
- Como uma cesta de flores de PTFE contribui para a lavagem e secagem eficientes de substratos? Eficiência de Processo do Laboratório Boost
- Como são utilizadas as cestas de flor em PTFE na fabricação de painéis de exibição de tela plana? Garanta a pureza no processamento úmido de FPD.
- Como o design mecânico dos cestos de PTFE acomoda diferentes tamanhos de substratos? Manuseio Versátil de Wafers
- Qual é o princípio de funcionamento de um cesto de flores de PTFE? Otimize o fluxo de fluidos e a pureza para imersão química
- Como o design estrutural de uma cesta de flores de PTFE garante acesso uniforme de fluidos aos substratos? Otimize os Rendimentos de Laboratório



















