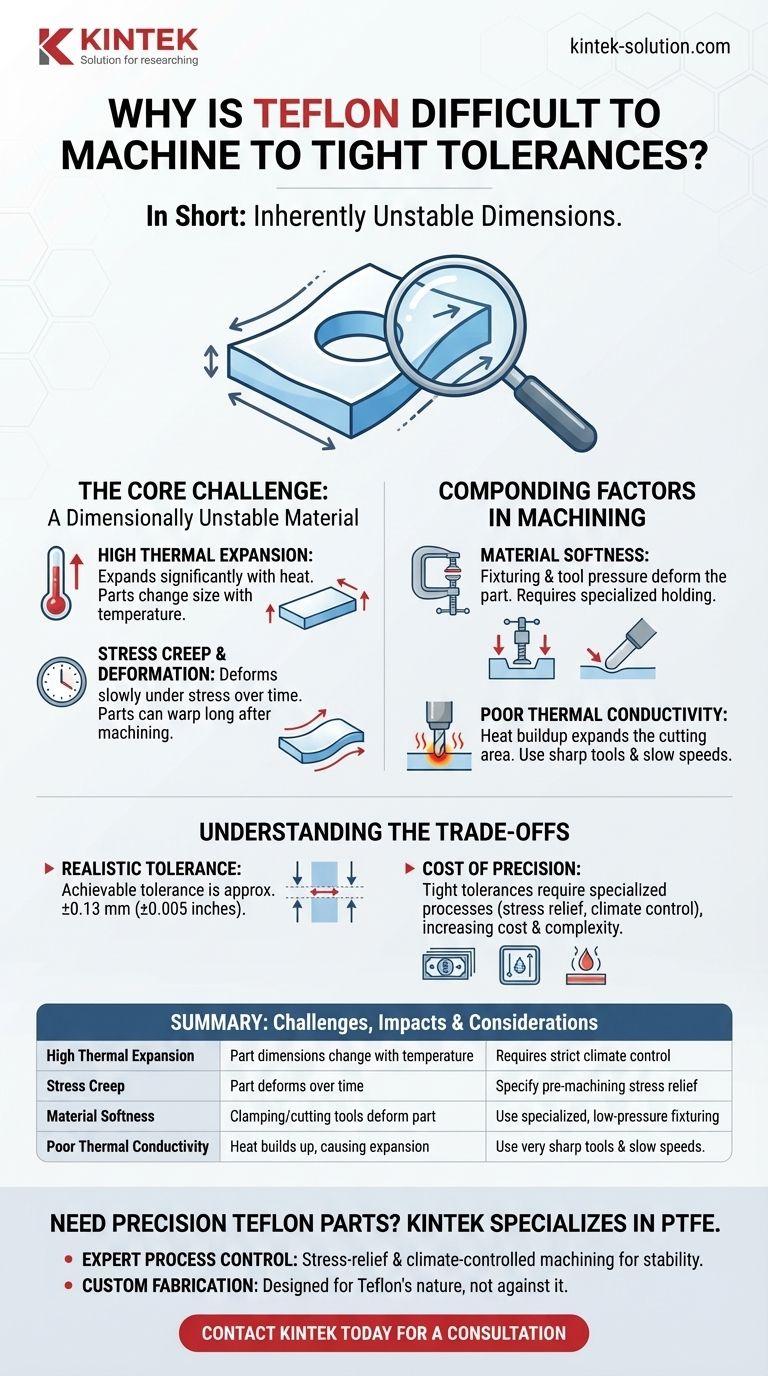
Em resumo, o Teflon é difícil de usinar com tolerâncias apertadas porque suas dimensões são inerentemente instáveis. O material se expande e contrai dramaticamente mesmo com pequenas mudanças de temperatura, e se deforma lentamente ao longo do tempo sob tensão — uma propriedade conhecida como fluência (creep). Esses dois fatores significam que uma peça usinada com precisão pode mudar de tamanho tanto durante o processo de corte quanto muito depois de ter sido acabada.
O desafio central não é o corte em si, mas a resposta do material à temperatura e à pressão. Diferentemente dos metais, que são rígidos e estáveis, o Teflon é um material "vivo" que se move, tornando-o um alvo móvel para alcançar e manter dimensões precisas.

O Desafio Central: Um Material Dimensionalmente Instável
Para entender a dificuldade de usinar o Teflon, devemos primeiro analisar suas propriedades físicas fundamentais. Os problemas começam antes que uma ferramenta de corte toque o material.
Alta Expansão Térmica
O Teflon (PTFE) possui um coeficiente de expansão térmica extremamente alto. Isso significa que ele se expande quando aquecido e se contrai quando resfriado em um grau muito maior do que metais como alumínio ou aço.
O calor gerado pelo próprio processo de usinagem — ou mesmo apenas uma mudança na temperatura ambiente — é suficiente para causar mudanças dimensionais significativas. Uma peça medida em uma temperatura pode estar fora de tolerância em outra, tornando a precisão consistente quase impossível sem controles ambientais rigorosos.
Fluência Sob Tensão e Deformação
O Teflon é suscetível à fluência sob tensão (stress creep), que é a tendência de um material sólido de se mover lentamente ou se deformar permanentemente sob a influência de uma tensão persistente.
Tensões internas são introduzidas durante a fabricação e a usinagem. Com o tempo, o material relaxa, fazendo com que a peça se curve, dobre ou mude dimensionalmente. Isso significa que uma peça pode estar perfeitamente dentro das especificações assim que sai da máquina, mas sair de tolerância dias ou semanas depois.
Fatores Agravantes no Processo de Usinagem
A instabilidade inerente do Teflon é piorada pelo ato físico da usinagem, que introduz calor e pressão adicionais.
Maciez do Material
O Teflon é um material muito macio. Isso cria dois problemas principais:
- Pressão de Fixação: A força de aperto necessária para segurar o material para usinagem pode facilmente comprimi-lo ou deformá-lo, levando a cortes imprecisos.
- Pressão da Ferramenta: A própria ferramenta de corte pode empurrar o material em vez de cortá-lo de forma limpa, resultando em acabamentos superficiais ruins e erros dimensionais. Essa maciez também torna o material propenso a rebarbas.
Baixa Condutividade Térmica
O Teflon é um excelente isolante térmico. Embora esta seja uma propriedade útil em muitas aplicações, ela cria problemas significativos durante a usinagem.
O calor gerado na aresta de corte não se dissipa rapidamente através do material. Esse acúmulo de calor localizado faz com que a área que está sendo cortada se expanda, alterando a precisão da operação em tempo real.
Requisitos de Ferramentas Únicos
Como o Teflon é macio e "gomoso", ele requer ferramentas de corte excepcionalmente afiadas, geralmente feitas de metal duro (carbeto). Uma ferramenta cega irá "arar" o material em vez de cortá-lo, aumentando o calor, a deformação e a probabilidade de um acabamento superficial ruim.
Entendendo as Compensações (Trade-offs)
Esses desafios têm consequências práticas diretas para o projeto, custo e desempenho. Ignorá-los leva a peças defeituosas e estouros de orçamento.
A Realidade das Tolerâncias
Para a maioria das aplicações gerais, uma tolerância alcançável para o Teflon usinado é de cerca de ±0,13 mm (±0,005 polegadas).
Tentar manter tolerâncias mais apertadas é possível, mas requer técnicas especializadas que aumentam drasticamente a complexidade e o custo.
O Custo da Precisão
Alcançar alta precisão com Teflon não é uma operação padrão. Requer um processo controlado que pode incluir:
- Alívio de Tensão: Recozimento do material bruto antes da usinagem para reduzir as tensões internas.
- Controle Climático: Usinagem em um ambiente com temperatura controlada.
- Fixação Especializada: Dispositivos personalizados que suportam a peça sem deformá-la.
- Velocidades Mais Lentas: Uso de velocidades de corte e taxas de avanço muito baixas para minimizar a geração de calor.
Instabilidade Pós-Usinagem
A compensação mais crítica a ser considerada é o risco de uma peça mudar de tamanho após a inspeção. Devido à fluência sob tensão, um componente pode estar dimensionalmente perfeito ao sair da oficina, mas falhar em sua aplicação semanas depois, à medida que o material se acomoda.
Como Abordar a Usinagem de Teflon para Seu Projeto
Sua estratégia deve ser ditada pelos requisitos específicos da sua aplicação. O sucesso depende de projetar levando em conta as propriedades do material desde o início.
- Se seu foco principal for função geral ou prototipagem: Projete com tolerâncias mais frouxas em mente e aproveite a flexibilidade natural do Teflon.
- Se seu foco principal for manter uma única dimensão crítica: Especifique o alívio de tensão pré-usinagem (recozimento) para o material e garanta que seu parceiro de fabricação utilize um processo com controle climático.
- Se seu foco principal for geometria complexa com tolerâncias apertadas: Esteja preparado para custos significativamente mais altos, trabalhe apenas com oficinas de usinagem especializadas em plásticos de alto desempenho e discuta a estabilidade pós-usinagem.
Em última análise, dominar a usinagem de Teflon é menos sobre forçar o material a ser preciso e mais sobre entender e acomodar sua natureza inerente.
Tabela de Resumo:
| Desafio | Impacto na Usinagem | Consideração Chave |
|---|---|---|
| Alta Expansão Térmica | As dimensões da peça mudam com a temperatura. | Requer controle climático rigoroso durante a usinagem. |
| Fluência Sob Tensão (Stress Creep) | A peça se deforma ao longo do tempo após a usinagem. | Especifique o alívio de tensão pré-usinagem (recozimento). |
| Maciez do Material | A fixação e as ferramentas de corte podem deformar a peça. | Use fixação especializada de baixa pressão. |
| Baixa Condutividade Térmica | O calor se acumula durante o corte, causando expansão. | Use ferramentas muito afiadas e velocidades de corte lentas. |
Precisa de Peças de Teflon de Precisão que Mantenham Suas Tolerâncias?
Usinar Teflon (PTFE) com especificações apertadas requer um profundo entendimento de suas propriedades únicas. A KINTEK é especializada na fabricação de componentes de PTFE de alto desempenho para os setores de semicondutores, médico, laboratorial e industrial. Superamos a instabilidade do material através de:
- Controle de Processo Especializado: Nossas técnicas incluem alívio de tensão do material e usinagem com controle climático para garantir a estabilidade dimensional.
- Fabricação Personalizada: De protótipos a pedidos de alto volume, projetamos processos que trabalham com a natureza do Teflon, e não contra ela.
Permita-nos fornecer a precisão e a confiabilidade que sua aplicação exige.
Entre em contato com a KINTEK hoje mesmo para uma consulta
Guia Visual