Para alcançar tolerâncias apertadas na usinagem de Teflon (PTFE), você deve usar ferramentas excepcionalmente afiadas, implementar um gerenciamento térmico meticuloso com refrigerantes, recozer o material para aliviar o estresse e usar dispositivos de fixação especializados que evitem a deformação. Essas etapas neutralizam diretamente a maciez inerente do PTFE, a alta expansão térmica e a tendência a fluir sob pressão, que são os principais obstáculos à precisão.
O sucesso na usinagem de PTFE não reside em forçar o material à submissão; reside em acomodar suas propriedades únicas. O desafio central é gerenciar sua extrema expansão térmica e maciez, o que exige uma estratégia focada em cisalhamento limpo, controle constante de temperatura e alívio de tensões.

Compreendendo os Desafios Centrais da Usinagem de PTFE
Antes de aplicar as melhores práticas, é essencial entender por que o PTFE é tão difícil de usinar. Suas propriedades são fundamentalmente diferentes das de metais e da maioria dos outros plásticos.
O Problema da Maciez e Deformação
O PTFE é extremamente macio e possui um baixo coeficiente de atrito. Isso significa que ferramentas cegas não o cortarão de forma limpa; elas empurrarão e deformarão o material, resultando em mau acabamento superficial e dimensões imprecisas.
Além disso, os métodos padrão de fixação ou apoio da peça de trabalho podem facilmente esmagar ou distorcer a peça, destruindo qualquer chance de alcançar tolerâncias apertadas antes mesmo do primeiro corte ser feito.
A Faca de Dois Gumes das Propriedades Térmicas
O PTFE possui duas propriedades térmicas que criam um desafio significativo. Primeiro, sua taxa de expansão térmica é muito alta — quase dez vezes a do aço. Qualquer calor gerado durante a usinagem fará com que o material se expanda significativamente.
Em segundo lugar, ele possui uma baixa condutividade térmica. Isso significa que o calor gerado pela ferramenta de corte não se dissipa por todo o material. Em vez disso, ele se concentra no ponto de corte, causando expansão localizada e impossibilitando medições precisas até que a peça esfrie e estabilize completamente.
O Impacto da Tensão Interna
O processo de fabricação do estoque bruto de PTFE induz tensões internas. Durante a usinagem, à medida que o material é removido, essas tensões são liberadas de forma desigual, fazendo com que a peça se deforme e se mova de maneiras imprevisíveis. Isso torna extremamente difícil manter tolerâncias apertadas em uma peça acabada sem o alívio de tensão adequado.
Os Pilares da Usinagem de Precisão de PTFE
Uma estratégia bem-sucedida para usinar PTFE é construída sobre alguns princípios centrais que abordam diretamente suas propriedades desafiadoras.
Pilar 1: Seleção e Geometria da Ferramenta
O fator mais importante é a nitidez da ferramenta. As ferramentas devem ser afiadas como navalha para cisalhar o material de forma limpa, em vez de empurrá-lo.
Ferramentas de metal duro (Carbeto), com ponta de estélite ou até mesmo ferramentas de diamante são recomendadas devido à sua capacidade de manter um fio de corte afiado. Um ângulo de ataque positivo elevado ajuda a levantar a cavaco para longe da peça de trabalho, reduzindo o atrito e o acúmulo de calor.
Pilar 2: Gerenciamento Térmico e de Refrigerante
O controle rigoroso da temperatura não é negociável. O objetivo é remover o calor tão rapidamente quanto ele é gerado para evitar que a expansão térmica afete a precisão dimensional.
Um refrigerante de inundação solúvel em água é altamente eficaz. Alternativamente, ar pressurizado ou sistemas de névoa podem ser usados para gerenciar o calor e, igualmente importante, limpar as cavacos que poderiam ficar presas e danificar a superfície macia.
Pilar 3: Velocidades e Avanços Otimizados
A abordagem geral é usar altas velocidades de corte combinadas com taxas de avanço controladas. Altas velocidades do fuso ajudam a garantir um cisalhamento limpo, enquanto uma taxa de avanço moderada evita pressão excessiva da ferramenta que poderia deformar a peça.
Encontrar o equilíbrio certo é fundamental para alcançar um bom acabamento superficial sem gerar calor excessivo.
Pilar 4: Fixação da Peça Segura e de Baixa Pressão
Os dispositivos de fixação devem ser projetados especificamente para PTFE. Use dispositivos que suportem uma grande área de superfície da peça para distribuir a pressão de aperto uniformemente.
Evite apertar demais as morsas ou mandris. O objetivo é segurar a peça com firmeza suficiente para resistir às forças de corte, mas com suavidade suficiente para evitar qualquer distorção.
O Papel Crítico do Alívio de Tensão (Recozimento)
O recozimento é o processo de aquecer um material a uma temperatura específica e depois resfriá-lo lentamente. Para peças de PTFE com tolerâncias apertadas, esta não é uma etapa opcional.
Recozimento Pré-Usinagem
Recozer o estoque bruto de PTFE antes da usinagem é crucial para estabilizar o material. Este processo alivia as tensões internas da fabricação, fornecendo uma peça de trabalho mais previsível e dimensionalmente estável para começar.
Recozimento Pós-Usinagem
Após a usinagem bruta, um segundo ciclo de recozimento pode ser realizado para aliviar as tensões induzidas pelo processo de corte. Isso é particularmente importante para peças com geometrias complexas ou tolerâncias extremamente apertadas, pois garante que a peça final não se deforme ou altere as dimensões com o tempo.
Compreendendo as Compensações e Limitações
Mesmo com técnica perfeita, é vital reconhecer as limitações inerentes do material.
Instabilidade Inerente do Material
Devido à sua alta expansão térmica e tendência à fluência de tensão (deformação lenta sob carga), o PTFE não é ideal para componentes que exigem estabilidade dimensional absoluta a longo prazo em comparação com materiais como aço ou PEEK. As tolerâncias devem ser definidas de forma realista.
Menor Resistência Mecânica
O PTFE tem resistência à tração e compressão relativamente baixa em comparação com outros polímeros de engenharia como nylon ou Delrin. Ele é escolhido por sua lubricidade e resistência química, não por sua robustez mecânica.
Segurança e Produção de Fumos
Uma consideração crítica de segurança é que o PTFE produz fumos tóxicos quando exposto a temperaturas acima de 500°F (260°C). Os processos de usinagem devem ser controlados para garantir que as temperaturas permaneçam bem abaixo desse limite.
Um Checklist Prático para Seu Próximo Projeto de PTFE
Use estas diretrizes para alinhar sua estratégia de usinagem com seu objetivo principal.
- Se seu foco principal for precisão e estabilidade máximas: Você deve incorporar ciclos de recozimento pré e pós-usinagem em seu processo.
- Se seu foco principal for um excelente acabamento superficial: Priorize ferramentas excepcionalmente afiadas com um ângulo de ataque positivo elevado e use um refrigerante de inundação ou névoa consistente para limpar as cavacos imediatamente.
- Se seu foco principal for evitar a deformação da peça: Projete dispositivos de fixação especializados com baixa força de aperto e minimize a pressão da ferramenta usando ferramentas afiadas e taxas de avanço controladas.
Dominar esses princípios transforma o PTFE de um material desafiador em um componente previsível e confiável para aplicações de alto desempenho.
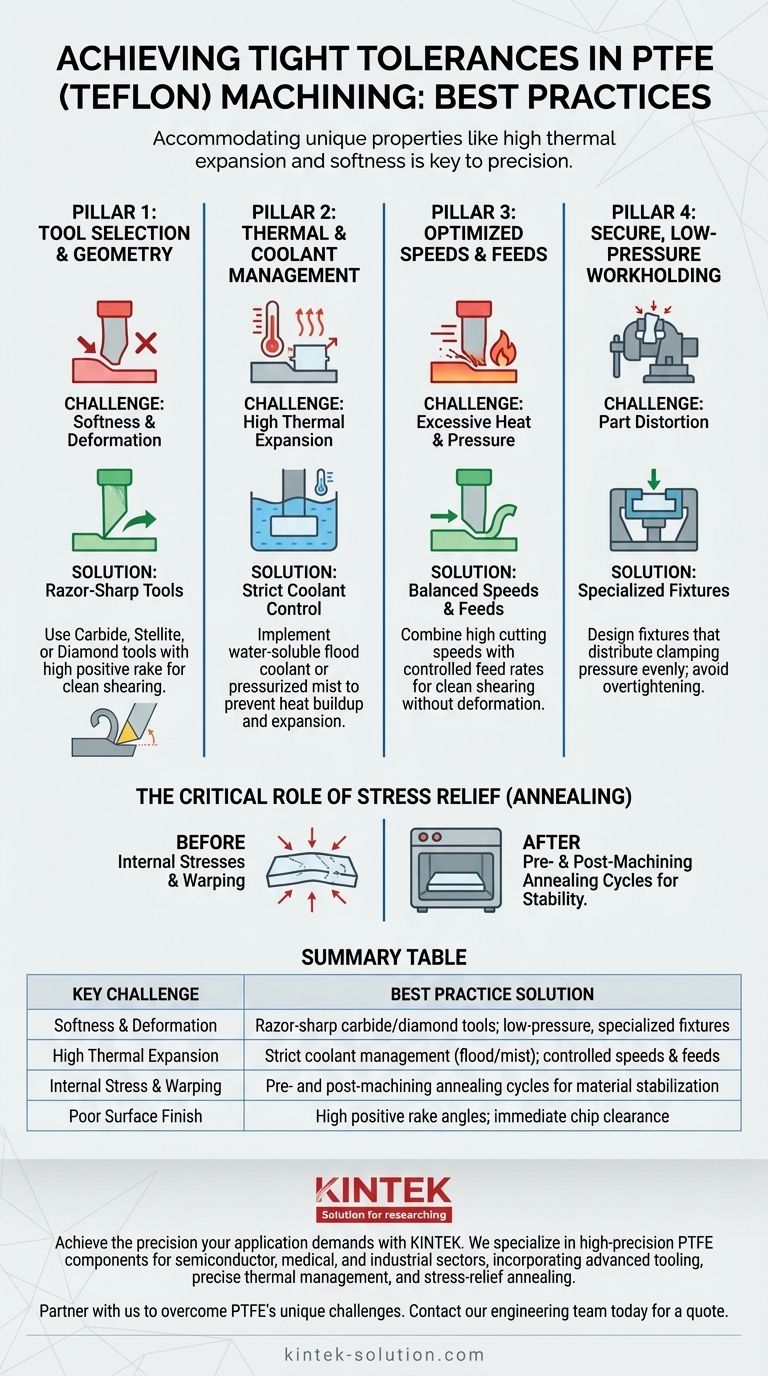
Tabela de Resumo:
| Desafio Chave | Solução de Melhor Prática |
|---|---|
| Maciez e Deformação | Ferramentas de carbeto/diamante afiadas como navalha; dispositivos de fixação especializados de baixa pressão |
| Alta Expansão Térmica | Gerenciamento rigoroso do refrigerante (inundação/névoa); velocidades e avanços controlados |
| Tensão Interna e Empenamento | Ciclos de recozimento pré e pós-usinagem para estabilização do material |
| Mau Acabamento Superficial | Ângulos de ataque positivos elevados; limpeza imediata das cavacos para evitar danos |
Alcance a precisão que sua aplicação exige com a KINTEK.
A usinagem de PTFE com tolerâncias apertadas requer experiência especializada e atenção meticulosa aos detalhes — exatamente o que nós oferecemos. Na KINTEK, fabricamos componentes de PTFE de alta precisão (vedações, revestimentos, material de laboratório e mais) para os setores de semicondutores, médico, laboratorial e industrial. Nosso processo incorpora as melhores práticas críticas delineadas aqui, incluindo ferramentas avançadas, gerenciamento térmico preciso e recozimento para alívio de tensão, para garantir que suas peças atendam às especificações exatas e funcionem de forma confiável.
Se você precisa de protótipos ou produção em alto volume, nós fazemos parceria com você para superar os desafios únicos do PTFE. Vamos discutir os requisitos do seu projeto e como podemos entregar a precisão de que você precisa.
Entre em contato com nossa equipe de engenharia hoje mesmo para um orçamento
Guia Visual
Produtos relacionados
- Fabricante de peças de PTFE personalizadas para peças de Teflon e pinças de PTFE
- Reator de Politetrafluoretileno PTFE Personalizável e Frasco de Teflon Reforçado à Corrosão
- Disco Dispersor de PTFE Resistente à Corrosão e Hélice de Agitação de Alta Temperatura para Mistura Química Laboratorial
- Esferas Personalizadas de PTFE Teflon para Aplicações Industriais Avançadas
- Raspadores e pás de PTFE personalizáveis para aplicações exigentes
As pessoas também perguntam
- Quais setores mais se beneficiam de peças de PTFE personalizadas? Resolva Desafios de Ambientes Extremos
- Por que a seleção da ferramenta é importante na usinagem CNC de peças de PTFE? Alcance Precisão e Qualidade
- Quais capacidades de fabricação estão associadas às peças de PTFE? Desbloqueie a Precisão com Usinagem Especializada
- Quais setores utilizam peças de PTFE personalizadas e para quais finalidades? Resolva Desafios Críticos com Materiais de Alto Desempenho
- Quais são os tamanhos mínimo e máximo para usinagem de peças de PTFE? Projete para o sucesso sem limites universais



















