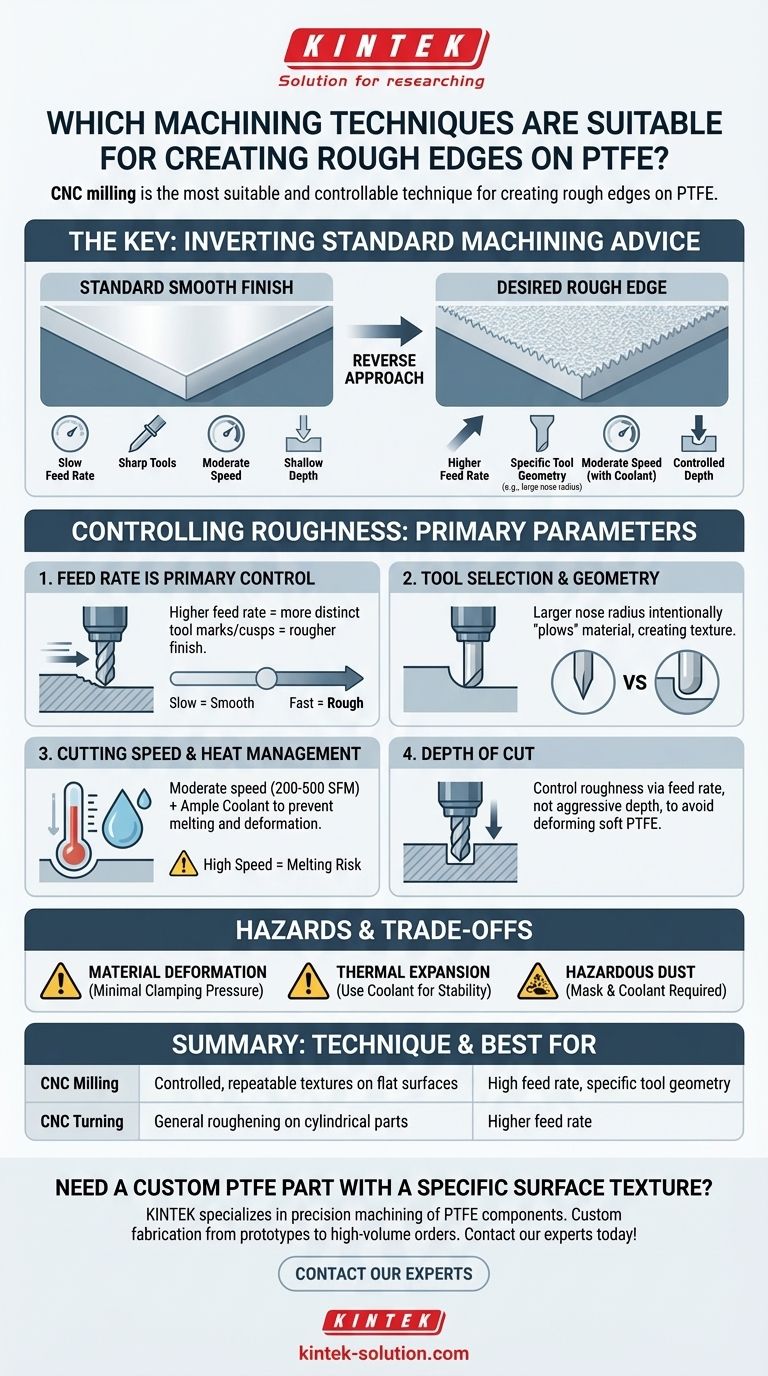
Em resumo, a fresagem CNC é a técnica mais adequada e controlável para criar bordas ásperas em PTFE. Embora outros métodos, como o torneamento, também possam ser usados, a fresagem oferece flexibilidade superior para gerar texturas de superfície específicas e repetíveis, manipulando com precisão as ferramentas e os parâmetros de corte.
A chave para obter um acabamento áspero no PTFE não está em escolher um processo de usinagem exclusivo, mas em ajustar intencionalmente os parâmetros de usinagem padrão — como a taxa de avanço e a seleção da ferramenta — para trabalhar contra o objetivo típico de uma superfície lisa.

Por Que os Conselhos Padrão de Usinagem Devem Ser Invertidos
O politetrafluoretileno (PTFE) é um polímero excepcionalmente macio e termicamente sensível. A maioria dos guias de usinagem se concentra em superar essas propriedades para alcançar um acabamento liso e tolerâncias apertadas.
Para criar uma borda áspera, você deve alavancar deliberadamente essas propriedades modificando a abordagem padrão. Isso requer um equilíbrio cuidadoso, pois técnicas agressivas podem facilmente levar à deformação do material, fusão ou má precisão dimensional.
O Papel da Fresagem CNC
A fresagem CNC usa uma ferramenta de corte rotativa de múltiplos pontos para remover material de uma peça estacionária. Este método é ideal para criar texturas porque você pode controlar o caminho da ferramenta com extrema precisão sobre uma superfície. Ele permite criar desde um acabamento áspero uniforme até texturas intrincadas e padronizadas.
O Papel do Torneamento CNC
O torneamento CNC é usado principalmente para peças cilíndricas. Uma ferramenta de ponto único se move ao longo de uma peça giratória. Embora possa ser usado para criar um acabamento áspero (muitas vezes visto como ranhuras finas), é menos versátil do que a fresagem para gerar texturas complexas ou não uniformes em bordas planas.
Controlando a Aspereza: Os Parâmetros Chave de Usinagem
Atingir uma aspereza específica é uma função de como a ferramenta de corte interage com o material. Os seguintes parâmetros são suas alavancas primárias de controle.
H3: A Taxa de Avanço é Seu Controle Principal
A taxa de avanço — a rapidez com que a peça de trabalho se move em relação à ferramenta de corte — tem o impacto mais direto na rugosidade da superfície.
Para um acabamento liso, os operadores usam uma taxa de avanço lenta. Para obter um acabamento mais áspero, você deve usar uma taxa de avanço mais alta. Isso faz com que a ferramenta deixe marcas ou "cúspides" mais distintas na superfície do material a cada passada.
H3: A Seleção e Geometria da Ferramenta Importam
O conselho padrão exige ferramentas extremamente afiadas, muitas vezes feitas de Aço Rápido (HSS) ou metal duro, para cisalhar o material de forma limpa.
Para aumentar a aspereza, considere usar uma ferramenta com uma geometria específica, como um raio de ponta maior. Isso pode intencionalmente "arar" o material em um pequeno grau, criando um acabamento mais texturizado do que uma ferramenta afiada e pontiaguda.
H3: Velocidade de Corte e Gerenciamento de Calor
O PTFE tem um alto coeficiente de expansão térmica e não dissipa bem o calor. Embora altas velocidades de corte possam contribuir para um acabamento mais áspero, elas também correm o risco de derreter o material.
É fundamental operar dentro de uma faixa de velocidade moderada (200 a 500 pés de superfície por minuto) e usar refrigerante em abundância para gerenciar a temperatura. Isso evita que a superfície derreta e garante que a aspereza se deva ao corte mecânico, e não a danos térmicos.
H3: Profundidade de Corte
Uma profundidade de corte rasa é recomendada para um acabamento liso. Embora um corte mais profundo possa induzir mais pressão da ferramenta e vibração, potencialmente aumentando a aspereza, também aumenta significativamente o risco de deformar o PTFE macio. Geralmente, é melhor controlar a aspereza por meio da taxa de avanço do que por uma profundidade de corte agressiva.
Compreendendo as Compensações e os Riscos
A usinagem de PTFE apresenta desafios únicos que devem ser gerenciados, especialmente ao se desviar dos procedimentos padrão.
H3: Deformação do Material
O PTFE é macio e pode ser facilmente comprimido. Pressão de fixação mínima é essencial. Apertar demais a peça em uma morsa fará com que ela se deforme, levando a dimensões imprecisas assim que a peça for liberada.
H3: Expansão Térmica
Como o PTFE se expande significativamente com o calor, qualquer aumento de temperatura durante a usinagem fará com que a peça cresça. Isso torna difícil alcançar tolerâncias apertadas. O uso de refrigerante não é apenas para o acabamento; é fundamental para a estabilidade dimensional.
H3: Poeira Perigosa
A usinagem de PTFE produz poeira de partículas finas. Essa poeira pode ser perigosa se inalada. Sempre use uma máscara ou garanta que o trabalho seja realizado sob um fluxo constante de refrigerante para suprimir a criação de poeira.
Fazendo a Escolha Certa para o Seu Objetivo
Sua abordagem deve ser ditada pelo tipo de aspereza de que você precisa e pela precisão que sua aplicação exige.
- Se seu foco principal for uma textura controlada e repetível: Use fresagem CNC e priorize a manipulação da taxa de avanço enquanto usa uma geometria de ferramenta específica e refrigerante generoso.
- Se seu foco principal for o desbaste geral da superfície para adesão: Uma operação de torneamento ou fresagem mais rápida com uma taxa de avanço mais alta pode ser suficiente, mas sempre monitore o acúmulo de calor.
- Se seu foco principal for segurança e precisão: Sempre use refrigerante para gerenciar a expansão térmica e suprimir a poeira perigosa, e aplique pressão de fixação mínima para evitar deformação.
Em última análise, obter o acabamento áspero correto no PTFE é um processo deliberado de equilibrar esses parâmetros para obter a textura de que você precisa sem comprometer a integridade da peça.
Tabela de Resumo:
| Técnica | Melhor Para | Parâmetro Chave para Aspereza |
|---|---|---|
| Fresagem CNC | Texturas controladas e repetíveis em superfícies planas | Taxa de avanço alta, geometria de ferramenta específica |
| Torneamento CNC | Desbaste geral em peças cilíndricas | Taxa de avanço mais alta |
Precisa de uma peça de PTFE personalizada com uma textura de superfície específica?
Na KINTEK, somos especializados na usinagem de precisão de componentes de PTFE, como vedações, revestimentos e utensílios de laboratório. Nossa experiência em equilibrar parâmetros como taxa de avanço e seleção de ferramentas nos permite criar o acabamento áspero exato que você precisa para aplicações nos setores de semicondutores, médico, laboratorial e industrial — tudo isso garantindo precisão dimensional e integridade do material.
Oferecemos fabricação personalizada, desde protótipos até pedidos de alto volume. Entre em contato com nossos especialistas hoje para discutir seu projeto e obter um orçamento!
Guia Visual
Produtos relacionados
- Aparelhos de Laboratório em PTFE Personalizados, Células de Reação de Baixo Background Resistentes à Corrosão, Fabricação CNC de Precisão
- Pote de Moagem de Bolas PTFE Personalizado 50ml Resistente à Corrosão de Baixo Ruído de Fundo para Laboratório
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Cortador circular de membrana de filtro de PTFE de alta pureza com lâmina de cerâmica para análise de traços e preparação de amostras em laboratórios do CDC
- Raspadores e pás de PTFE personalizáveis para aplicações exigentes
As pessoas também perguntam
- Quais são os principais métodos de fabricação para aparelhos de laboratório de PTFE? Insights de Especialistas em Engenharia de Fluoropolímeros
- Que tipos de produtos acabados são feitos de PTFE? Vedações, Mancais, Material de Laboratório e Mais
- Como o PTFE minimiza a contaminação da amostra? Garanta Pureza Inigualável para Análises Críticas
- Quais são as principais propriedades de resistência química dos aparelhos de laboratório de PTFE? Pureza e Inércia Inigualáveis
- Qual é a faixa de compatibilidade química para aparelhos de laboratório de PTFE? Explore a Resistência Química Quase Universal.



















