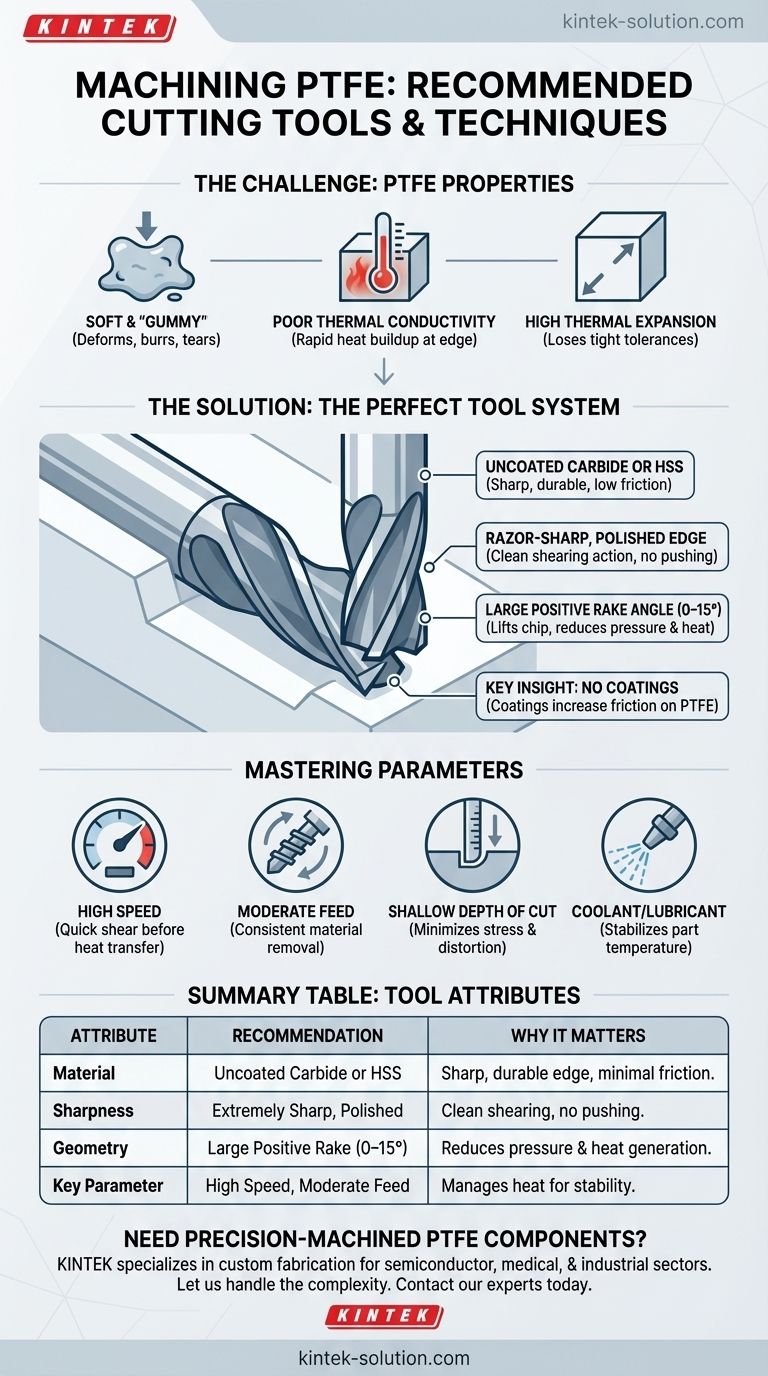
Para usinar PTFE, as ferramentas mais recomendadas são fresas de metal duro (carbeto) ou aço rápido (HSS) extremamente afiadas e sem revestimento. Essas ferramentas devem apresentar arestas de corte polidas e ângulos de cunha positivos amplos. Essa combinação específica é projetada para cisalhar o material macio de forma limpa em vez de empurrá-lo, o que minimiza o atrito, a geração de calor e a deformação do material.
O desafio central na usinagem de politetrafluoretileno (PTFE) não é a sua dureza, mas sim sua maciez, baixa condutividade térmica e alta expansão térmica. O sucesso depende menos do material da ferramenta isoladamente e mais de um sistema completo — geometria da ferramenta, nitidez e parâmetros de usinagem — todos otimizados para alcançar uma ação de corte limpa com mínima entrada de calor.

Por que a Usinagem de PTFE é um Desafio Único
O PTFE se comporta de maneira muito diferente de metais e até de outros plásticos durante a usinagem. Entender suas propriedades centrais é essencial para compreender por que ferramentas e técnicas específicas são necessárias.
É Macio e "Pegajoso"
O PTFE é um material macio que tende a se deformar ou rasgar sob pressão em vez de lascar limpo como um metal. Uma ferramenta incorreta irá "arar" o material, criando um acabamento superficial ruim e rebarbas significativas.
Possui Baixa Condutividade Térmica
O material não dissipa bem o calor. Qualquer atrito do processo de corte faz com que o calor se acumule rapidamente bem na aresta da ferramenta, o que pode facilmente fazer com que o PTFE derreta e suje a fresa.
Expande Significativamente com o Calor
O PTFE tem um coeficiente de expansão térmica muito alto. Mesmo um pequeno aumento de temperatura durante a usinagem pode fazer com que a peça se expanda, tornando impossível manter tolerâncias dimensionais apertadas. A peça pode estar dentro da especificação quando quente, mas fora da especificação quando esfria.
Seleção da Ferramenta de Corte Certa: Uma Análise Mais Profunda
A ferramenta de corte ideal para PTFE é projetada para neutralizar os desafios mencionados acima. O foco está inteiramente na redução do atrito e das forças de corte.
Material da Ferramenta: Metal Duro e HSS
Ferramentas com ponta de metal duro ou metal duro maciço são frequentemente preferidas. Sua principal vantagem é a capacidade de serem afiadas com uma aresta muito afiada e duradoura, o que é fundamental para uma ação de cisalhamento limpa.
O Aço Rápido (HSS) também é uma excelente opção e amplamente utilizada. Assim como o metal duro, ele pode ser polido até a nitidez necessária para o PTFE.
O Papel Crítico da Geometria da Ferramenta
A forma e a condição da ferramenta são mais importantes do que o material de que são feitas.
Nitidez Extrema e Arestas Polidas são inegociáveis. Uma aresta polida ou lapidada, extremamente afiada, corta o material com o mínimo de força, reduzindo o atrito e o calor. Ferramentas cegas causarão problemas imediatamente.
Ângulos de Cunho Positivos são essenciais. Um ângulo de cunha positivo amplo (frequentemente na faixa de 0 a 15 graus) ajuda a levantar a cavaco de PTFE e guiá-lo para longe da peça de trabalho de forma eficiente. Isso reduz drasticamente a pressão de corte e a geração de calor.
A Vantagem Sem Revestimento é uma percepção chave. Embora revestimentos como Nitreto de Titânio (TiN) sejam benéficos para usinar metais duros, eles podem aumentar o atrito ao cortar PTFE macio. Uma superfície de ferramenta simples, sem revestimento, mas altamente polida, é superior para esta aplicação.
Dominando os Parâmetros de Usinagem
A ferramenta certa só é eficaz quando combinada com os parâmetros de processo corretos. Seu objetivo é fazer a ferramenta entrar e sair do corte antes que o calor tenha a chance de se acumular na peça.
Altas Velocidades e Avanços Moderados
Altas velocidades de corte (por exemplo, 200–500 m/min ou 656–1640 pés/min) são recomendadas. Isso permite que a aresta afiada execute um cisalhamento limpo antes que uma quantidade significativa de calor possa ser transferida para a peça de trabalho.
Combine isso com uma taxa de avanço moderada (por exemplo, 0,1–0,2 mm/rev). Isso garante uma remoção de material consistente sem demorar em um ponto, o que geraria calor excessivo.
Profundidade de Corte Rasa
Use uma profundidade de corte rasa (por exemplo, 0,5–1,5 mm). Fazer passadas leves minimiza a tensão no material, impedindo que ele se distorça, flexione para longe da fresa ou acumule calor excessivo.
A Importância da Refrigeração
O uso de um fluido de corte ou lubrificante pode ser muito eficaz no gerenciamento da pequena quantidade de calor gerada. Isso ajuda a estabilizar a temperatura da peça e a melhorar a precisão dimensional.
Armadilhas Comuns a Evitar
Mesmo com a configuração correta, erros são comuns devido à natureza única do PTFE.
Deformação do Material, Não Corte
Se você notar rebarbas pesadas ou um acabamento superficial "espalhado", é um sinal claro de que sua ferramenta está cega ou tem a geometria errada. A ferramenta está empurrando o material para o lado em vez de cortá-lo.
Acúmulo de Calor e Fusão
A fusão visível ou cavacos grudados na ferramenta indica atrito excessivo. Isso é tipicamente causado por uma ferramenta cega, o revestimento errado ou parâmetros incorretos (por exemplo, velocidade muito baixa ou taxa de avanço muito alta).
Falha em Manter as Tolerâncias
Lembre-se que o PTFE se move com a temperatura. Uma regra prática para PTFE padrão é uma tolerância de +/- 0,001 polegada por polegada de dimensão. Alcançar algo mais apertado requer controle de processo excepcional e um ambiente estável.
Fazendo a Escolha Certa para o Seu Objetivo
Suas escolhas específicas de ferramentas e processos devem se alinhar com o resultado desejado.
- Se seu foco principal for alta precisão e tolerâncias apertadas: Use ferramentas de metal duro sem revestimento extremamente afiadas em uma máquina CNC e aplique fluido de corte para manter a estabilidade térmica.
- Se seu foco principal for bom acabamento superficial e fabricação geral: Enfatize uma ferramenta HSS ou de metal duro extremamente afiada com um ângulo de cunha positivo alto e garanta que suas velocidades de corte sejam altas.
- Se você estiver enfrentando fusão ou rebarbas pesadas: Seu primeiro passo deve ser sempre inspecionar a ferramenta quanto à nitidez e garantir que ela não tenha revestimento, e então verificar suas velocidades e avanços.
Em última análise, a usinagem bem-sucedida de PTFE é um processo de finesse que prioriza a nitidez e o gerenciamento de calor em detrimento da força.
Tabela de Resumo:
| Atributo da Ferramenta | Recomendação para PTFE | Por que é Importante |
|---|---|---|
| Material | Metal Duro Sem Revestimento ou HSS | Fornece uma aresta afiada e durável com atrito mínimo. |
| Nitidez | Aresta Extremamente Afiada e Polida | Garante uma ação de cisalhamento limpa em vez de empurrar o material. |
| Geometria | Ângulo de Cunho Positivo Amplo (0–15°) | Reduz a pressão de corte e a geração de calor ao levantar a cavaco de forma eficiente. |
| Parâmetro Chave | Velocidade Alta, Avanço Moderado, Corte Raso | Gerencia o acúmulo de calor para manter a estabilidade dimensional. |
Precisa de Componentes de PTFE Usinados com Precisão?
A usinagem de PTFE com especificações exatas requer experiência e as ferramentas certas. A KINTEK é especializada na fabricação personalizada de componentes de PTFE de alta qualidade — incluindo vedações, revestimentos e materiais de laboratório — para os setores de semicondutores, médico, laboratorial e industrial.
Aproveitamos nosso profundo conhecimento de materiais e capacidades de produção de precisão para fornecer peças que atendam às suas tolerâncias mais apertadas, desde protótipos até pedidos de alto volume.
Deixe-nos lidar com a complexidade. Entre em contato com nossos especialistas hoje para discutir os requisitos do seu projeto.
Guia Visual
Produtos relacionados
- Cortador de Membrana de Filtro PTFE de Alta Pureza com Lâmina de Cerâmica para Análise de PM2.5 e Divisor de Papel de Filtro de Laboratório Personalizável
- Cortador circular de membrana de filtro de PTFE de alta pureza com lâmina de cerâmica para análise de traços e preparação de amostras em laboratórios do CDC
- Cortador de membrana quadrada de PTFE de alta pureza e dispositivo de alíquota de filtro para análise de traços e aplicações em laboratórios de sala limpa
- Raspador e Colher de Amostragem Personalizado em PTFE, Uso Duplo, Resistente à Corrosão, Baixo Ruído de Fundo, Ferramenta de Fluoropolímero Branco
- Cortador de Membrana Quadrada de PTFE de Alta Pureza, Dispositivo de Equipartição para Análise de Traços e Centros de Controle de Doenças, Limpo, Não Aderente e Sem Lixiviação
As pessoas também perguntam
- Quais são as vantagens de desempenho das membranas filtrantes de PTFE em comparação com os filtros de profundidade? Aumentando a Pureza e Eficiência do Laboratório
- Quais são as características estruturais e os princípios de fabricação das membranas de filtro de politetrafluoroetileno (PTFE)?
- Como a hidrofobicidade inerente das membranas filtrantes de PTFE afeta a separação de líquidos e gases? Otimize o Desempenho
- Qual resistência à temperatura os filtros de PTFE oferecem? Estabilidade Térmica Incomparável de -200°C a +260°C
- Qual é a composição química e a resistência à temperatura das membranas de filtro PTFE? Especificações essenciais para laboratórios



















