Para usinar PTFE com sucesso, você precisa de ferramentas de corte com arestas extremamente afiadas, uma geometria específica e superfícies de baixo atrito. As ferramentas mais comuns e eficazes são fresas de topo, brocas e alargadores de aço rápido (HSS) não revestidos ou de carboneto que apresentam um alto ângulo de ataque positivo para cortar o material macio de forma limpa, em vez de empurrá-lo.
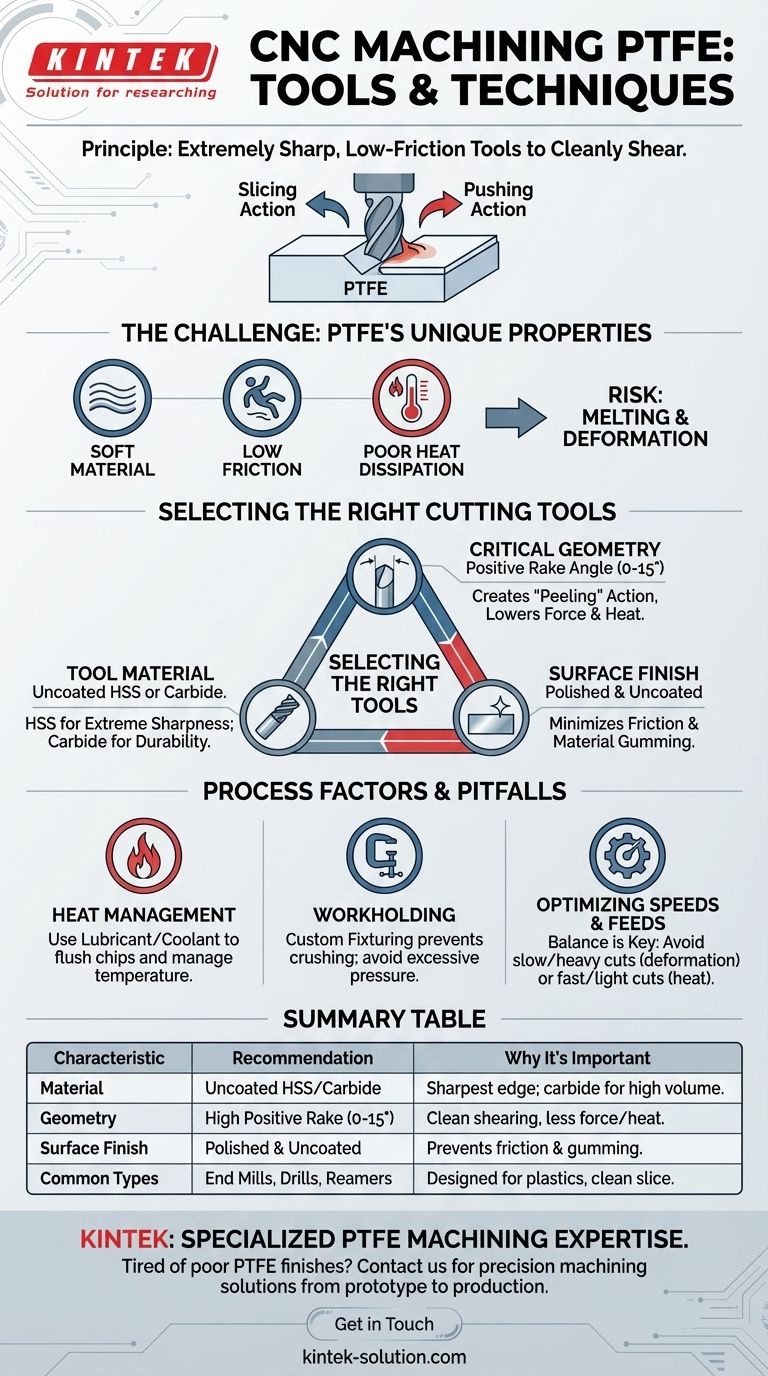
O princípio central para usinar PTFE não é usar a ferramenta mais dura, mas a mais afiada e lisa. O sucesso depende do uso de ferramentas projetadas para fatiar o material com atrito mínimo e geração de calor, evitando o derretimento e a deformação que afligem as tentativas comuns de usinagem.

O Desafio: Compreendendo as Propriedades Únicas do PTFE
O politetrafluoroetileno (PTFE) é diferente de metais ou mesmo da maioria dos outros plásticos. Suas características únicas são precisamente o que tornam a ferramenta especializada uma necessidade.
Por que o PTFE se Comporta de Forma Diferente
O PTFE é excepcionalmente macio e tem um coeficiente de atrito muito baixo. Ele também tem baixa condutividade térmica, o que significa que não dissipa bem o calor.
Essa combinação significa que o atrito de uma ferramenta de corte acumula rapidamente calor em uma área localizada, o que pode fazer com que o material derreta, grude na ferramenta e resulte em um acabamento de superfície ruim.
O Risco de Empurrar vs. Cortar
Devido à sua maciez, usar uma ferramenta que não seja perfeitamente afiada ou que tenha a geometria errada fará com que o material se deforme e se afaste da aresta de corte em vez de cortar de forma limpa.
Isso leva a imprecisão dimensional, rebarbas e uma peça final empenada. O objetivo é sempre uma ação de corte limpa.
Selecionando as Ferramentas de Corte Certas
A seleção da ferramenta certa gira em torno de três fatores: o material da ferramenta, sua geometria e seu acabamento de superfície.
Material da Ferramenta: HSS ou Carboneto
Ambas as ferramentas de aço rápido (HSS) e carboneto são eficazes para PTFE. O HSS pode frequentemente ser afiado para uma aresta mais fina e afiada, o que é uma vantagem significativa.
Ferramentas de carboneto ou com ponta de Stellite oferecem resistência superior ao desgaste e manterão sua afiação por períodos de produção mais longos, mas a afiação inicial é primordial.
Geometria Crítica: O Ângulo de Ataque Positivo
A característica geométrica mais importante é um ângulo de ataque superior positivo, tipicamente entre 0 e 15 graus.
Um ângulo de ataque positivo cria uma ação de "descascamento" mais nítida que levanta o cavaco da peça de trabalho. Isso reduz significativamente as forças de corte, minimiza o acúmulo de calor e garante um corte mais limpo.
Acabamento da Superfície: Polido e Não Revestido
As arestas de corte da ferramenta devem ser altamente polidas. Isso reduz o atrito contra o PTFE macio, prevenindo ainda mais a geração de calor e o acúmulo de material na ferramenta.
Crucialmente, ferramentas não revestidas são preferidas. Revestimentos como Nitreto de Titânio (TiN), embora excelentes para metais, podem aumentar o atrito ao cortar polímeros macios como o PTFE. Uma superfície polida e não revestida é mais lisa e gera menos calor.
Compreendendo as Trocas e Armadilhas
A ferramenta de corte é apenas uma parte da equação. A falha em controlar o processo circundante pode minar até a melhor seleção de ferramentas.
O Gerenciamento de Calor é Inegociável
Mesmo com a ferramenta certa, altas velocidades e taxas de avanço podem gerar calor destrutivo. O uso de um lubrificante ou refrigerante é frequentemente necessário para gerenciar a temperatura e ajudar a remover os cavacos.
A Fixação da Peça Pode Danificar a Peça
A maciez do PTFE o torna altamente suscetível a ser esmagado ou deformado por morsas ou grampos de máquina padrão. Fixações personalizadas que suportam a peça de trabalho amplamente sem aplicar pressão excessiva são frequentemente necessárias para manter a estabilidade dimensional.
Otimizando Velocidades e Avanços
Você deve otimizar sua velocidade do fuso, taxa de avanço e profundidade de corte. Um corte lento e pesado pode causar deformação, enquanto um corte rápido e leve pode gerar calor excessivo. Encontrar o equilíbrio certo através de testes é crítico para alcançar um acabamento de qualidade e dimensões precisas.
Fazendo a Escolha Certa para o Seu Objetivo
Selecione suas ferramentas e abordagem com base no resultado específico que você precisa alcançar.
- Se seu foco principal é alta precisão e um acabamento de superfície fino: Priorize ferramentas HSS ou de carboneto extremamente afiadas, polidas e com alto ângulo de ataque positivo, e use refrigerante.
- Se seu foco principal é a conformação geral ou desbaste: Ferramentas de carboneto afiadas padrão funcionarão, mas monitore quaisquer sinais de acúmulo de calor ou empenamento do material.
- Se seu foco principal é criar roscas ou furos: Use brocas e machos especificamente projetados para plásticos, que apresentam canais mais largos e arestas de corte afiadas para evitar rasgos.
Ao escolher ferramentas que cortam de forma limpa e minimizam o atrito, você pode transformar um material desafiador como o PTFE em um componente previsível e confiável.
Tabela Resumo:
| Característica da Ferramenta | Recomendação para PTFE | Por que é Importante |
|---|---|---|
| Material | Aço Rápido (HSS) não revestido ou Carboneto | Proporciona a aresta mais afiada; o carboneto oferece maior vida útil para grandes volumes de produção. |
| Geometria | Ângulo de Ataque Positivo Elevado (0-15°) | Garante uma ação de corte limpa, reduzindo a força de corte e o calor. |
| Acabamento da Superfície | Polido e Não Revestido | Minimiza o atrito para evitar o acúmulo de calor e o empenamento do material. |
| Tipos Comuns de Ferramentas | Fresas de Topo, Brocas, Alargadores | Projetadas para plásticos com arestas afiadas para cortar de forma limpa. |
Cansado de peças de PTFE que derretem, empenam ou têm acabamentos ruins?
A usinagem de PTFE requer conhecimento especializado e ferramentas para superar seus desafios únicos. Na KINTEK, somos especializados na usinagem de precisão de componentes de PTFE de alto desempenho para os setores de semicondutores, médico, laboratorial e industrial.
Entendemos que o sucesso depende do uso das ferramentas mais afiadas, geometrias ideais e controles de processo precisos para evitar o acúmulo de calor e garantir a precisão dimensional. Deixe nossa experiência guiar seu projeto do protótipo à produção em alto volume.
Entre em contato com a KINTEK hoje para discutir suas necessidades de usinagem de PTFE e obter uma cotação para componentes limpos, precisos e confiáveis.
Entre em Contato com Nossos Especialistas
Guia Visual
Produtos relacionados
- Cortador de Membrana de Filtro PTFE de Alta Pureza com Lâmina de Cerâmica para Análise de PM2.5 e Divisor de Papel de Filtro de Laboratório Personalizável
- Raspador e Colher de Amostragem Personalizado em PTFE, Uso Duplo, Resistente à Corrosão, Baixo Ruído de Fundo, Ferramenta de Fluoropolímero Branco
- Cortador de membrana quadrada de PTFE de alta pureza e dispositivo de alíquota de filtro para análise de traços e aplicações em laboratórios de sala limpa
- Cortador circular de membrana de filtro de PTFE de alta pureza com lâmina de cerâmica para análise de traços e preparação de amostras em laboratórios do CDC
- Raspadores e pás de PTFE personalizáveis para aplicações exigentes
As pessoas também perguntam
- Qual é a faixa de estabilidade térmica para membranas filtrantes de PTFE? Domine os extremos de -200°C a +260°C
- Qual resistência à temperatura os filtros de PTFE oferecem? Estabilidade Térmica Incomparável de -200°C a +260°C
- Quais produtos químicos são totalmente compatíveis com filtros de PTFE? Descubra Resistência Química Inigualável
- Quais são as vantagens de desempenho das membranas filtrantes de PTFE em comparação com os filtros de profundidade? Aumentando a Pureza e Eficiência do Laboratório
- Quais tamanhos e opções de poros estão disponíveis para filtros de PTFE? Escolha o Filtro Certo para Sua Aplicação



















