Para usinar PTFE de forma eficaz, a estratégia ideal combina ferramentas de corte de carboneto extremamente afiadas e sem revestimento ou com ponta de Stellite com um rake positivo. Essas ferramentas devem ser combinadas com um controle CNC preciso que gerencie as velocidades de corte, as taxas de avanço e os percursos da ferramenta para minimizar a geração de calor e a deformação física do material.
O desafio central na usinagem de PTFE não é sua dureza, mas sua maciez e pobre estabilidade térmica. Uma estratégia de ferramentas bem-sucedida é, portanto, menos sobre remoção agressiva de material e mais sobre finesse — usar ferramentas excepcionalmente afiadas para fatiar o material limpo sem gerar o calor e a pressão de corte que fazem com que ele se deforme e empeno.

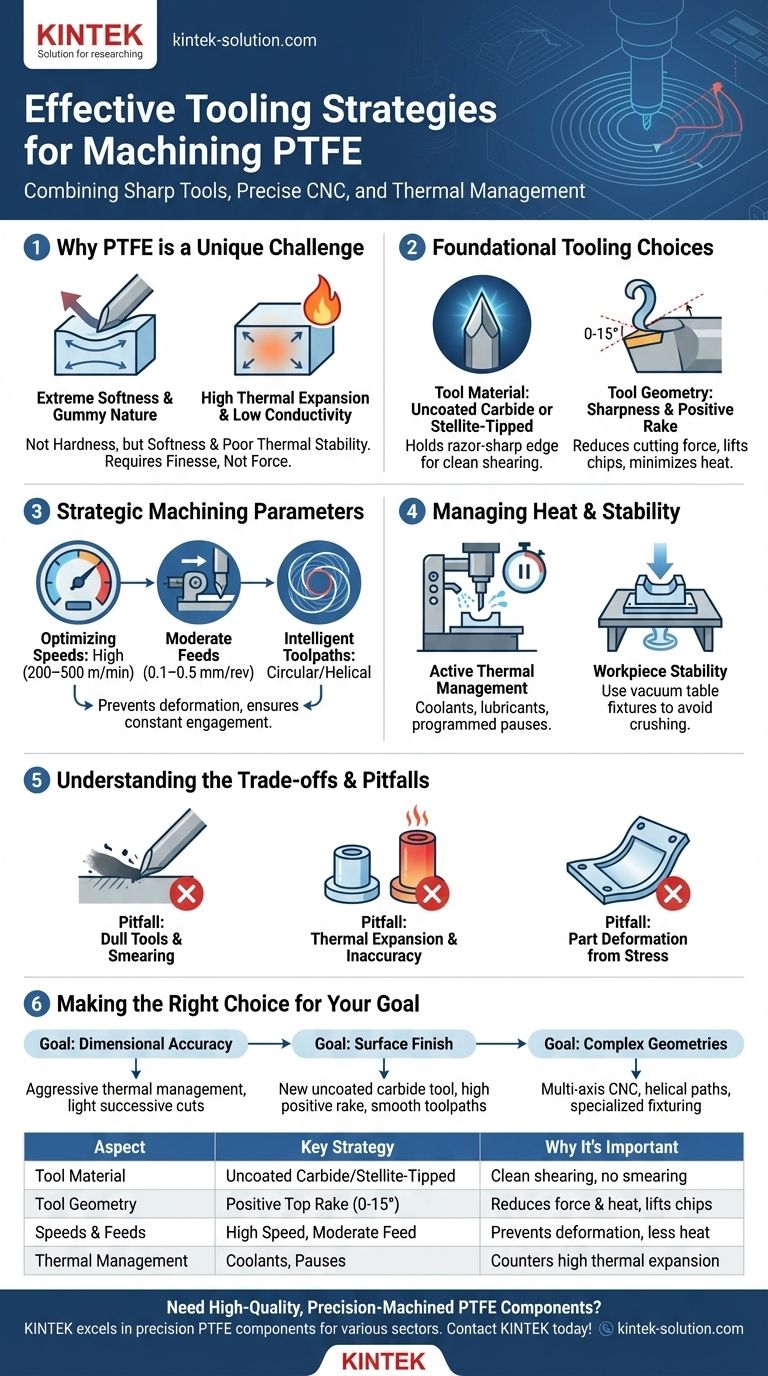
Por Que o PTFE Apresenta um Desafio Único de Usinagem
O politetrafluoretileno (PTFE) possui propriedades que o tornam notoriamente difícil de usinar com precisão. Entender essas propriedades é o primeiro passo para selecionar a ferramenta e a estratégia corretas.
Maciez Extrema e Natureza "Pegajosa"
O PTFE é um polímero muito macio que tende a se afastar da ferramenta de corte em vez de cisalhar de forma limpa. Uma ferramenta cega ou com formato inadequado irá espalhar ou rasgar o material, resultando em um acabamento superficial ruim e rebarbas.
Alta Expansão Térmica
O material se expande e contrai significativamente com as mudanças de temperatura. O calor gerado durante a usinagem pode fazer com que a peça de trabalho se distorça, levando a uma imprecisão dimensional severa assim que esfria.
Baixa Condutividade Térmica
O PTFE não dissipa bem o calor. O calor de atrito gerado na aresta de corte se concentra em uma pequena área, exacerbando o problema da expansão térmica e potencialmente danificando a integridade do material.
Escolhas Fundamentais de Ferramentas
Sua escolha de material e geometria da ferramenta é o fator mais importante para o sucesso. O objetivo é criar uma ação de cisalhamento, não uma ação de arado.
Material da Ferramenta: Carboneto Sem Revestimento é o Padrão
Ferramentas de carboneto sem revestimento ou com ponta de Stellite são a escolha preferida. Sua capacidade de manter uma aresta afiada como navalha é fundamental para fatiar o material macio de forma limpa. Evite ferramentas revestidas, pois os revestimentos muitas vezes não são tão afiados quanto o substrato nu.
Geometria da Ferramenta: Nitidez e Rake Positivo
Um rake superior positivo, tipicamente entre 0 e 15 graus, é crucial. Essa geometria reduz as forças de corte, levanta a cavaco para longe da peça de trabalho e minimiza o efeito de "arado" que gera calor excessivo e deforma o material.
Manutenção da Ferramenta: A Nitidez Não é Negociável
O PTFE desgasta até mesmo as ferramentas de carboneto com o tempo. Ferramentas cegas aumentam imediatamente a pressão de corte e o calor. As ferramentas devem ser inspecionadas frequentemente e reafurradas ou substituídas para manter o desempenho.
Parâmetros e Técnicas Estratégicas de Usinagem
Com as ferramentas certas selecionadas, o foco muda para como você as utiliza. Sua programação CNC e configuração da máquina são críticas para gerenciar os desafios únicos do PTFE.
Otimizando Velocidades e Avanços
Mantenha velocidades de corte altas (tipicamente 200–500 m/min) para ajudar a ferramenta a ficar "à frente" da deformação do material. Combine isso com taxas de avanço moderadas (0,1–0,5 mm/rev) para evitar sobrecarregar a aresta de corte e gerar pressão excessiva.
O Papel dos Percursos de Ferramenta Inteligentes
Use percursos de ferramenta circulares ou helicoidais sempre que possível, especialmente para fresamento. Esses percursos garantem um engajamento constante da ferramenta, o que minimiza a vibração e proporciona um acabamento superficial mais consistente. Evite cortes de largura total em seções finas para reduzir o estresse e evitar que a peça se flexione para longe da ferramenta.
Gerenciamento de Calor e Estabilidade
Gerencie ativamente a temperatura. O uso de um refrigerante ou lubrificante pode ajudar, mas às vezes são necessárias pausas periódicas no programa para permitir que a peça esfrie e estabilize. Além disso, a estabilidade da peça de trabalho é fundamental. Use fixações, como uma mesa a vácuo, que prendam firmemente a peça sem a pressão de aperto que poderia esmagá-la ou deformá-la.
Compreendendo as Compensações e Armadilhas
Ignorar os princípios da usinagem de PTFE leva a falhas previsíveis. Estar ciente dessas armadilhas comuns ajuda a reforçar a importância da estratégia correta.
Armadilha: Ferramentas Cegas e Espalhamento do Material
Usar uma ferramenta que não esteja excepcionalmente afiada fará com que ela arado através do PTFE. Isso gera calor de atrito extremo, espalha o material em vez de cortá-lo e deixa um acabamento superficial áspero e cheio de rebarbas.
Armadilha: Expansão Térmica e Imprecisão
Se suas velocidades forem muito altas ou seus cortes muito pesados, a peça aquecerá e se expandirá. Você pode usiná-la para a dimensão correta enquanto está quente, mas ela ficará subdimensionada depois de esfriar até a temperatura ambiente.
Armadilha: Deformação da Peça Devido ao Estresse
Cortes agressivos ou fixação inadequada da peça introduzem estresse no material. Isso é especialmente problemático com recursos de parede fina, que podem facilmente empenar durante ou após o processo de usinagem.
Fazendo a Escolha Certa para o Seu Objetivo
Selecione seu foco principal para ajustar sua abordagem para o melhor resultado possível.
- Se seu foco principal for precisão dimensional: Priorize o gerenciamento térmico agressivo por meio de refrigerantes ou pausas programadas, e use cortes leves e sucessivos em vez de um único corte pesado.
- Se seu foco principal for acabamento superficial: Use uma ferramenta de carboneto sem revestimento nova ou recém-retificada com um rake positivo alto e garanta que seus percursos de ferramenta sejam suaves e contínuos.
- Se seu foco principal for usinar geometrias complexas: Confie em um CNC multieixos para permitir percursos de ferramenta helicoidais e minimizar o estresse em recursos delicados, e use fixações especializadas para suportar a peça sem distorção.
Ao tratar o PTFE com a finesse que ele requer, você pode superar seus desafios e produzir consistentemente componentes limpos, precisos e de alta qualidade.
Tabela de Resumo:
| Aspecto | Estratégia Chave | Por Que É Importante |
|---|---|---|
| Material da Ferramenta | Carboneto sem revestimento ou com ponta de Stellite | Mantém uma aresta afiada como navalha para cisalhamento limpo, não espalhamento. |
| Geometria da Ferramenta | Rake superior positivo (0-15°) | Reduz as forças de corte e a geração de calor, levantando as cavacos. |
| Velocidades e Avanços | Alta velocidade (200-500 m/min), avanço moderado (0,1-0,5 mm/rev) | Impede que o material se deforme e minimiza o acúmulo de calor. |
| Gerenciamento Térmico | Refrigerantes, lubrificantes ou pausas programadas | Contraria a alta expansão térmica e a baixa condutividade do PTFE. |
Precisa de Componentes de PTFE Usinados com Alta Qualidade e Precisão?
A usinagem de PTFE para especificações exatas requer experiência especializada e a estratégia de ferramentas correta. A KINTEK se destaca na fabricação de componentes de PTFE de precisão — incluindo vedações, revestimentos e utensílios de laboratório personalizados — para os setores de semicondutores, médico, laboratorial e industrial.
Combinamos técnicas avançadas de CNC com um profundo conhecimento da ciência dos materiais para fornecer componentes com precisão dimensional e acabamento superficial superiores, desde protótipos até pedidos de alto volume.
Entre em contato com a KINTEB hoje para discutir seu projeto de usinagem de PTFE e obter um orçamento!
Guia Visual
Produtos relacionados
- Raspador e Colher de Amostragem Personalizado em PTFE, Uso Duplo, Resistente à Corrosão, Baixo Ruído de Fundo, Ferramenta de Fluoropolímero Branco
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Raspadores e pás de PTFE personalizáveis para aplicações exigentes
- Colheres PTFE Personalizadas de Grau Alimentar — Espátulas Químicas Cilíndricas, Ferramentas de Manuseio de Materiais Não Poluentes para Indústria Biofarmacêutica
- Espátula de Laboratório de Dupla Extremidade PTFE Personalizada Resistente a Produtos Químicos Antiaderente de Grau Farmacêutico Ferramenta de Amostragem de Fluoropolímero
As pessoas também perguntam
- Qual a faixa de temperatura que as pás de PTFE podem suportar? Um Guia para Estabilidade Térmica Extrema
- Como a superfície antiaderente das pás de PTFE beneficia o trabalho laboratorial? Aumente a Precisão e a Eficiência
- Quais são algumas aplicações específicas de pás de PTFE em laboratório? Garanta a Pureza e Segurança da Amostra
- Como o design ergonômico das pás de PTFE beneficia os usuários? Reduza o Esforço e Aumente a Eficiência do Laboratório
- Por que as pás de PTFE são consideradas biocompatíveis? Garanta a Pureza e Segurança da Amostra



















