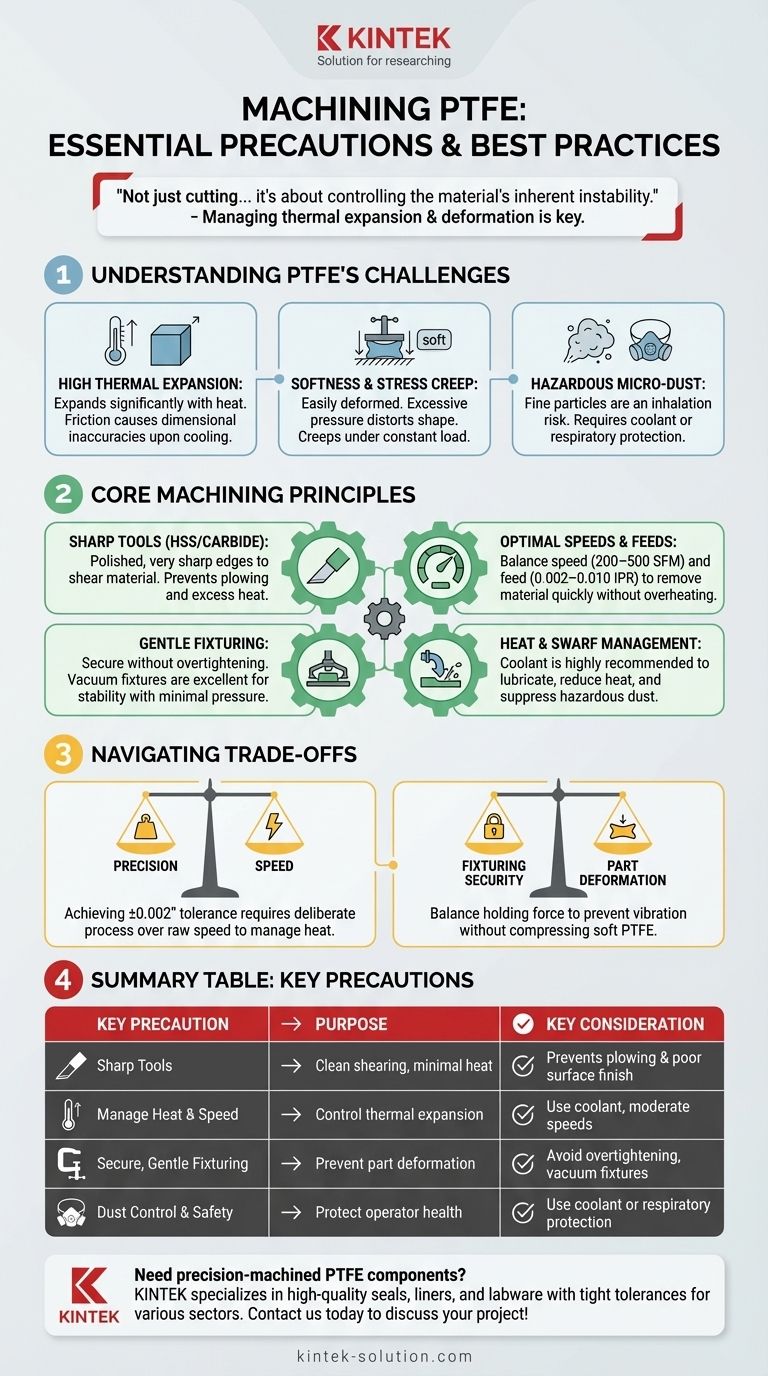
As principais precauções para usinagem de PTFE envolvem o uso de ferramentas extremamente afiadas, o gerenciamento do acúmulo de calor com velocidades e fluidos de corte apropriados, e a mitigação do risco de inalação de micro-poeira perigosa. Como o PTFE é macio e possui uma alta taxa de expansão térmica, você também deve usar pressão de fixação precisa para evitar a deformação da peça e garantir a precisão dimensional.
Embora a maciez do PTFE o faça parecer fácil de cortar, a usinagem bem-sucedida não se trata de cortar o material — trata-se de controlar a instabilidade inerente do material. O verdadeiro desafio reside no gerenciamento da expansão térmica e da deformação mecânica para alcançar tolerâncias apertadas.

Compreendendo os Desafios Únicos da Usinagem de PTFE
Para usinar PTFE de forma eficaz, você deve primeiro respeitar suas propriedades centrais. Suas características são fundamentalmente diferentes das de metais ou mesmo de outros plásticos, e essas diferenças ditam todas as precauções necessárias.
O Impacto da Alta Expansão Térmica
O PTFE tem um coeficiente de expansão térmica muito alto. Isso significa que ele se expande e contrai significativamente mesmo com pequenas mudanças de temperatura.
O atrito da ferramenta de corte gera calor, o que pode fazer com que a peça de trabalho se expanda durante a usinagem. Isso leva a dimensões imprecisas assim que a peça esfria até a temperatura ambiente.
O Problema da Maciez e do Rastejamento de Tensão (Stress Creep)
O PTFE é um material muito macio que pode ser facilmente comprimido ou deformado. Pressão excessiva de fixação em um torno ou dispositivo de fixação distorcerá a forma da peça.
Além disso, o material está sujeito ao rastejamento de tensão (stress creep), o que significa que ele se deformará lentamente com o tempo quando mantido sob pressão constante. Isso torna a fixação segura e não prejudicial um desafio crítico.
O Perigo da Micro-Poeira
A usinagem de PTFE, especialmente em condições secas, produz partículas finas e leves de poeira. Essa micro-poeira pode permanecer suspensa no ar e é perigosa se inalada.
Portanto, as precauções de segurança não são opcionais. Você deve usinar sob fluido de corte para suprimir a poeira ou usar proteção respiratória apropriada, como uma máscara.
Princípios Fundamentais de Usinagem para o Sucesso
Com uma compreensão clara do comportamento do material, você pode implementar uma estratégia que funcione com as propriedades do PTFE em vez de contra elas.
Seleção e Geometria da Ferramenta
O fator mais importante é a nitidez da ferramenta. Uma ferramenta cega irá arar o material em vez de cortá-lo, gerando calor excessivo e um acabamento superficial ruim.
Use ferramentas de Aço Rápido (HSS) ou pontas de carboneto que sejam afiadas a um gume de corte muito afiado e polido. A folga correta da ferramenta também é essencial para evitar o atrito, que gera calor e fricção.
Velocidades e Avanços
Seu objetivo é obter um corte limpo sem superaquecer a peça. Isso requer equilibrar a velocidade de corte e a taxa de avanço.
Diretrizes gerais sugerem velocidades de corte de 200–500 pés de superfície por minuto e avanços altos de 0,002–0,010 polegadas por revolução. Um avanço alto ajuda a produzir uma cavaco contínua e remove o material rapidamente antes que um calor significativo possa se acumular.
Fixação da Peça de Trabalho
Fixe a peça de trabalho sem deformá-la. Evite apertar demais as garras ou grampos.
Para geometrias delicadas ou complexas, dispositivos de fixação a vácuo são uma excelente solução, pois fornecem suporte estável com pressão de fixação mínima.
Gerenciamento de Calor e Cavacos
A remoção eficaz de cavacos é fundamental para evitar que eles esfreguem contra a peça de trabalho e gerem calor.
Para operações intensivas em calor, a aplicação de um fluido de corte é altamente recomendada. O fluido de corte serve a três propósitos: lubrifica o corte, reduz a expansão térmica e suprime a poeira perigosa.
Navegando pelas Compensações Inerentes
A usinagem de PTFE envolve o equilíbrio de fatores concorrentes. Entender essas compensações é fundamental para a solução de problemas e para alcançar resultados consistentes.
Precisão vs. Velocidade
Buscar tempos de ciclo mais rápidos aumentando a velocidade de corte pode introduzir calor excessivo, arruinando as tolerâncias dimensionais. Alcançar uma tolerância de ±0,002 polegadas requer um processo deliberado e controlado onde o gerenciamento de calor é priorizado em relação à velocidade bruta.
Segurança da Fixação vs. Deformação da Peça
Você precisa segurar a peça de trabalho firmemente para evitar vibração e ruído, que destroem o acabamento superficial. No entanto, a força de fixação necessária para a segurança pode facilmente comprimir e deformar o PTFE macio, levando a imprecisões. Esse equilíbrio requer um projeto de fixação cuidadoso e habilidade do operador.
Fazendo a Escolha Certa para o Seu Objetivo
Sua estratégia de usinagem deve se adaptar aos requisitos específicos da peça final.
- Se seu foco principal for alcançar as tolerâncias mais apertadas possíveis: Priorize a estabilidade térmica acima de tudo. Use ferramentas afiadas e polidas, velocidades moderadas e um suprimento constante de fluido de corte.
- Se seu foco principal for um acabamento superficial de alta qualidade: Garanta que sua ferramenta tenha um gume de corte muito afiado e evite qualquer vibração usando fixações seguras e bem projetadas.
- Se seu foco principal for a segurança do operador: Nunca usine PTFE a seco sem ventilação e proteção respiratória adequadas. O uso de fluido de corte é a maneira mais eficaz de controlar a poeira perigosa.
Em última análise, dominar a usinagem de PTFE vem de tratá-lo como um material exclusivo que exige uma abordagem específica e atenciosa.
Tabela de Resumo:
| Precaução Chave | Propósito | Consideração Chave |
|---|---|---|
| Ferramentas Afiadas (HSS/Carboneto) | Corte limpo, calor mínimo | Evita arar e acabamento superficial ruim |
| Gerenciar Calor e Velocidade | Controlar a expansão térmica | Usar fluido de corte, velocidades moderadas (200-500 SFM) |
| Fixação Segura e Suave | Prevenir a deformação da peça | Evitar aperto excessivo; considerar fixações a vácuo |
| Controle de Poeira e Segurança | Proteger a saúde do operador | Usar fluido de corte ou proteção respiratória |
Precisa de componentes de PTFE usinados com precisão?
Na KINTEK, especializamo-nos na usinagem de PTFE para os setores de semicondutores, médico, laboratorial e industrial. Entendemos o equilíbrio crítico entre nitidez da ferramenta, gerenciamento de calor e manuseio seguro necessários para produzir vedações, revestimentos e artigos de laboratório de alta qualidade com tolerâncias apertadas.
Se você precisa de protótipos personalizados ou pedidos de alto volume, nossa experiência garante que suas peças sejam fabricadas corretamente desde o início.
Entre em contato conosco hoje para discutir os requisitos do seu projeto de PTFE!
Guia Visual
Produtos relacionados
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Mangueira Isolante de Calor Anti-Queimaduras em PTFE, Pés de Suporte para Placa Aquecedora, Proteção de Bancada de Laboratório, Barreira Térmica Personalizável
- Pá de PTFE para Materiais Farmacêuticos e Químicos, Alta Resistência à Corrosão, Cabo de 1m
- Funil de Separação de Pressão Constante PTFE Personalizado, Resistente à Corrosão e de Baixo Ruído de Fundo para Frascos PFA
- Seringa PTFE de 50ml Resistente a Altas Temperaturas e Produtos Químicos, Injetor de Teflon Personalizado com Vedação Rosqueada para Análise de Traços
As pessoas também perguntam
- Por que o PTFE usinado é popular na área médica? Biocompatibilidade e Precisão Incomparáveis
- Quais são algumas aplicações comuns de PTFE usinado? Aproveite suas propriedades exclusivas para aplicações exigentes
- Como são tipicamente fabricados os recipientes e aparelhos de laboratório de PTFE? Dentro do Processo de Usinagem de Precisão
- Quais são as opções de personalização disponíveis para materiais de PTFE? Adapte o desempenho à sua aplicação
- Quais são as principais vantagens de usar PTFE para peças personalizadas? Resolva Desafios Complexos de Engenharia



















