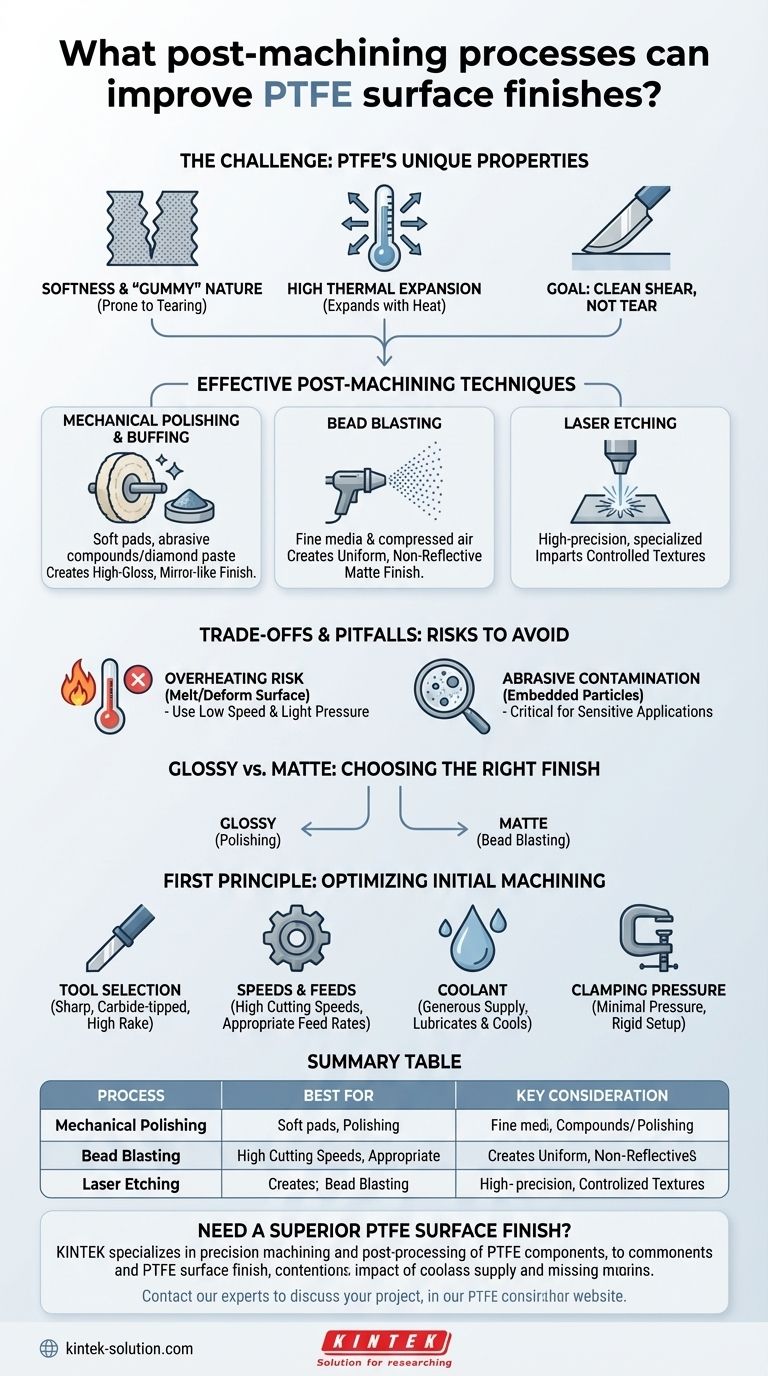
Para melhorar o acabamento superficial de uma peça de PTFE usinada, os métodos de pós-processamento mais eficazes são o polimento mecânico, o brunimento com compostos abrasivos finos e o jateamento com esferas. Essas técnicas são usadas para refinar as superfícies ásperas ou rasgadas que podem resultar do processo de corte inicial, aprimorando significativamente a qualidade e a aparência final do componente.
A maciez inerente do PTFE o torna propenso a rasgos e rebarbas durante a usinagem. A chave para um acabamento superior reside não apenas no pós-processamento, mas na otimização da usinagem inicial para minimizar os defeitos superficiais antes que qualquer polimento ou jateamento comece.

Por Que o Acabamento Superficial do PTFE é um Desafio Único
Compreender as propriedades do material é o primeiro passo para alcançar um acabamento de alta qualidade. O PTFE não se comporta como metal ou mesmo plásticos mais duros durante a usinagem.
A Maciez e a Natureza "Pegajosa" do PTFE
O PTFE é um material excepcionalmente macio. Em vez de produzir uma cavaco limpa ao ser cortado, ele tende a rasgar, manchar ou criar rebarbas. Esta é a principal razão pela qual é difícil obter uma superfície lisa e sem defeitos diretamente da máquina.
Alta Expansão Térmica
O material possui um alto coeficiente de expansão térmica e baixa condutividade térmica. O atrito das ferramentas de corte gera calor que não se dissipa rapidamente, fazendo com que o material se expanda durante a usinagem e se contraia ao esfriar, o que pode arruinar a precisão dimensional e a qualidade da superfície.
O Objetivo: Um Corte Limpo, Não um Rasgo Áspero
A usinagem e o acabamento eficazes do PTFE visam cortar o material de forma limpa. Isso requer ferramentas extremamente afiadas e parâmetros cuidadosamente controlados para fatiar o material em vez de empurrá-lo e deformá-lo.
Técnicas Eficazes de Acabamento Pós-Usinagem
Uma vez concluída a usinagem inicial, vários métodos podem ser empregados para refinar a superfície.
Polimento Mecânico e Brunimento
Este é o método mais comum para criar um acabamento liso, muitas vezes brilhante. Envolve o uso de almofadas de feltro macias ou rodas de brunimento em combinação com um meio de polimento.
Compostos abrasivos ultrafinos ou pasta de diamante são altamente eficazes para refinar a superfície a um alto padrão.
Jateamento com Esferas (Bead Blasting)
Este processo usa mídia fina, como esferas de vidro, impelidas por ar comprimido para impactar a superfície. Ele não cria um acabamento brilhante.
Em vez disso, o jateamento com esferas produz uma textura fosca uniforme e não reflexiva. Isso é ideal para aplicações onde a consistência é mais importante do que o brilho e para remover pequenas marcas de usinagem em toda a peça.
Gravação a Laser
Embora menos comum para suavização geral, a gravação a laser pode ser usada para conferir uma textura específica e controlada à superfície de uma peça de PTFE. Este é um método de alta precisão tipicamente reservado para aplicações especializadas.
Compreendendo as Compensações e Armadilhas
O pós-processamento do PTFE não é isento de riscos. Uma abordagem incorreta pode facilmente danificar a peça.
O Risco Crítico de Superaquecimento
Este é o fator mais importante a ser controlado. O atrito do polimento agressivo ou brunimento pode gerar rapidamente calor suficiente para derreter ou deformar a superfície do PTFE. Isso danifica permanentemente a peça e suas propriedades materiais.
Sempre use baixas velocidades e pressão leve durante qualquer processo de polimento mecânico.
Contaminação por Abrasivos
Como o PTFE é muito macio, partículas de compostos abrasivos ou almofadas de polimento podem ficar embutidas na superfície. Isso pode ser um grande problema para componentes usados em aplicações médicas, de semicondutores ou de grau alimentício, onde a pureza é crítica.
Acabamentos Brilhantes vs. Foscos
É essencial combinar a técnica com o resultado desejado. O polimento cria um acabamento brilhante ao suavizar a superfície em nível microscópico. O jateamento com esferas cria um acabamento fosco ao criar um padrão uniforme de crateras microscópicas. Escolha o método que se alinha com os requisitos do seu componente.
Primeiro Princípio: Otimizando a Usinagem Inicial
A melhor maneira de garantir um ótimo acabamento superficial é produzi-lo durante a operação de usinagem principal. Isso minimiza a necessidade de pós-processamento agressivo e arriscado.
A Seleção da Ferramenta é Crítica
Use apenas ferramentas com ponta de carboneto extremamente afiadas com um ângulo de cunha alto e alívio significativo. Uma ferramenta cega ou com retificação inadequada rasgará o material, garantindo um acabamento ruim.
Equilibrando Velocidades e Avanços
O objetivo é cortar o material de forma limpa sem gerar calor excessivo. Isso geralmente envolve altas velocidades de corte (200-500 pés de superfície por minuto) e taxas de avanço apropriadas (0,002-0,010 polegadas por revolução) para garantir que a ferramenta esteja constantemente entrando em material fresco.
O Papel do Refrigerante
O uso de um suprimento generoso de refrigerante é inegociável. Ele serve a dois propósitos: lubrifica a aresta de corte para evitar que o material grude na ferramenta e remove o calor para evitar a expansão térmica e a fusão.
Pressão de Fixação e Estabilidade
Aplique pressão de fixação mínima para segurar a peça de trabalho. Pressão excessiva distorcerá facilmente o PTFE macio, levando a imprecisões dimensionais. Garanta que a configuração seja rígida para evitar qualquer vibração, o que contribui para um acabamento superficial ruim.
Fazendo a Escolha Certa para Sua Aplicação
Seu objetivo final determina a melhor estratégia de acabamento.
- Se seu foco principal é alcançar uma superfície de alto brilho, semelhante a um espelho: O polimento mecânico com pasta de diamante é o seu melhor método, mas você deve controlar o calor meticulosamente com baixas velocidades e pressão leve.
- Se seu foco principal é um acabamento fosco uniforme e não reflexivo: O jateamento com esferas é o processo mais eficaz e repetível.
- Se seu foco principal é prevenir defeitos superficiais em primeiro lugar: Priorize a otimização dos seus parâmetros de usinagem com ferramentas afiadas e resfriamento eficaz, pois isso reduzirá drasticamente a necessidade de qualquer pós-processamento.
Ao tratar a usinagem e o acabamento do PTFE como um processo único e conectado, você ganha controle total sobre a qualidade e o desempenho final do seu componente.
Tabela Resumo:
| Processo Pós-Usinagem | Melhor Para | Consideração Chave |
|---|---|---|
| Polimento Mecânico e Brunimento | Acabamentos de alto brilho, semelhantes a espelhos | Risco de superaquecimento; use baixa velocidade/pressão leve |
| Jateamento com Esferas | Acabamentos foscos uniformes e não reflexivos | Ideal para consistência e remoção de marcas leves |
| Gravação a Laser | Impartir texturas específicas e controladas | Alta precisão; para aplicações especializadas |
Precisa de um Acabamento Superficial Superior em PTFE para Sua Aplicação?
Obter um acabamento impecável em componentes de PTFE é fundamental para o desempenho em indústrias exigentes como semicondutores, médica e equipamentos de laboratório. A KINTEK é especializada na usinagem de precisão e pós-processamento de componentes de PTFE — incluindo vedações, revestimentos e utensílios de laboratório personalizados. Entendemos os desafios únicos de trabalhar com PTFE e empregamos técnicas otimizadas para fornecer a qualidade de superfície exata que sua aplicação exige, desde protótipos até pedidos de alto volume.
Contate nossos especialistas hoje para discutir seu projeto e descobrir como podemos aprimorar a qualidade e o desempenho de suas peças de PTFE.
Guia Visual
Produtos relacionados
- Sistema de Filtragem PTFE Personalizado Resistente a Ácidos de Alta Pureza Grau Semicondutor para Processamento Químico
- Torneira de PTFE com Alta Resistência à Corrosão - Válvula de Politetrafluoretileno para Tambores de Armazenamento Químico e Sistemas de Transferência de Fluidos - Grau Industrial Personalizável
- Sistema de Filtração a Vácuo PTFE PFA Resistente à Corrosão Personalizável e à Prova de Quebras para Laboratório
- Filtro resistente à corrosão em PTFE com conexões de válvula PFA e placa de peneira integrada
- Seringa PTFE de 50ml Resistente a Altas Temperaturas e Produtos Químicos, Injetor de Teflon Personalizado com Vedação Rosqueada para Análise de Traços
As pessoas também perguntam
- Por que os filtros de Politetrafluoretileno (PTFE) são preferidos para aplicações farmacêuticas e de bioprocessamento laboratorial?
- Quais são as aplicações industriais comuns dos filtros de PTFE? Domine a filtração crítica em indústrias exigentes
- Quais tamanhos e opções de poros estão disponíveis para filtros de PTFE? Escolha o Filtro Certo para Sua Aplicação
- Quais produtos químicos são totalmente compatíveis com filtros de PTFE? Descubra Resistência Química Inigualável
- O que torna os sistemas de filtração de PTFE vantajosos para uso industrial e científico? Estabilidade Química e Térmica Incomparáveis



















