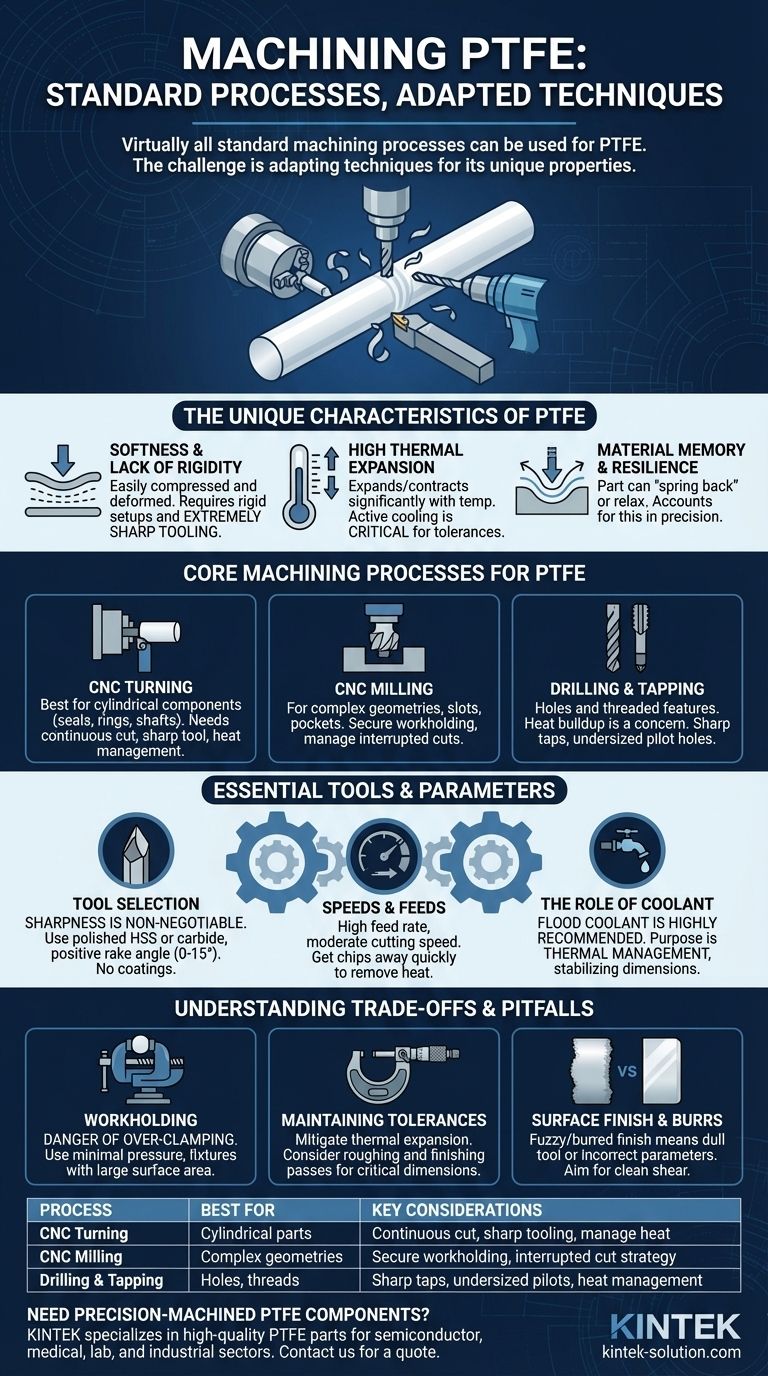
Praticamente todos os processos de usinagem padrão podem ser usados para PTFE. O Politetrafluoroetileno é um polímero macio e de baixo atrito que pode ser facilmente cortado, torneado, fresado e perfurado usando equipamentos convencionais, incluindo máquinas CNC. O verdadeiro desafio não está em quais processos você pode usar, mas em como você adapta sua técnica para acomodar as propriedades únicas do material.
O princípio central da usinagem de PTFE é gerenciar suas características distintas: alta expansão térmica, maciez inerente e falta de rigidez. Embora os processos sejam padrão, o sucesso requer ferramentas especializadas, estratégias específicas de velocidade e avanço, e fixação cuidadosa para evitar deformação e manter a precisão dimensional.

As Características Únicas de Usinagem do PTFE
Compreender por que o PTFE se comporta da maneira que se comporta é o primeiro passo para usiná-lo eficazmente. Suas propriedades são fundamentalmente diferentes de metais e até mesmo de outros plásticos.
Maciez e Falta de Rigidez
O PTFE é um material excepcionalmente macio. Isso significa que ele pode ser facilmente comprimido, deformado ou empurrado pela pressão da ferramenta de corte, em vez de ser cortado de forma limpa.
Essa característica torna as configurações rígidas da máquina e as ferramentas extremamente afiadas absolutamente essenciais.
Alta Expansão Térmica
O PTFE expande e contrai com as mudanças de temperatura muito mais do que a maioria dos materiais. O calor gerado durante uma operação de corte pode fazer com que o material se expanda significativamente, arruinando as tolerâncias.
Uma vez que a peça esfria, ela encolherá, resultando em uma dimensão final menor do que a medida durante o corte. Isso torna o resfriamento ativo uma variável crítica do processo.
Memória do Material e Resiliência
Devido à sua resiliência, uma peça de PTFE usinada pode se conformar às superfícies de acoplamento, razão pela qual tolerâncias extremamente apertadas nem sempre são necessárias.
No entanto, essa mesma propriedade significa que o material pode "voltar" ligeiramente após um corte ou relaxar após ser liberado de um dispositivo de fixação, o que deve ser levado em consideração quando a precisão é necessária.
Processos de Usinagem Essenciais para PTFE
Equipamentos CNC e manuais padrão são perfeitamente adequados para PTFE. Os seguintes processos são os mais comuns.
Torneamento CNC
O torneamento CNC é ideal para produzir componentes cilíndricos como vedações, anéis, isoladores e eixos. A ação de corte contínua funciona bem com PTFE, desde que a ferramenta seja afiada o suficiente para criar um movimento de cisalhamento suave.
Fresagem CNC
A fresagem é usada para criar geometrias mais complexas, ranhuras, bolsões e superfícies planas. Como a fresagem envolve um corte interrompido, é vital garantir que a peça de trabalho esteja firmemente presa sem ser distorcida.
Furação e Rosqueamento
Perfurar furos em PTFE é simples, mas o acúmulo de calor é uma grande preocupação, especialmente com furos mais profundos. O rosqueamento requer machos afiados e, muitas vezes, perfurar o furo piloto ligeiramente subdimensionado para levar em conta a tendência do material de se deformar.
Ferramentas e Parâmetros Essenciais para o Sucesso
Sua escolha de ferramentas e configurações da máquina determinará a qualidade da peça final. O objetivo é sempre cisalhar o material de forma limpa com o mínimo de entrada de calor.
Seleção de Ferramentas: A Afiação é Inegociável
O fator mais importante é a afiação da ferramenta. Uma ferramenta cega irá arar o material em vez de cortá-lo, gerando excesso de calor e um acabamento superficial ruim.
Use aço rápido (HSS) ou ferramentas de metal duro com arestas de corte muito afiadas e polidas. Um ângulo de saída positivo (0–15 graus) reduz as forças de corte e ajuda a remover o material suavemente. Ferramentas sem revestimento são frequentemente preferidas, pois alguns revestimentos podem aumentar o atrito.
Velocidades e Avanços: Uma Abordagem Contraintuitiva
A estratégia para o PTFE é remover o cavaco da peça o mais rápido possível antes que ele possa transferir calor. Isso geralmente significa usar uma alta taxa de avanço combinada com uma velocidade de corte moderada.
Os pontos de partida recomendados são velocidades de corte de 200 a 500 pés de superfície por minuto (SFM) e taxas de avanço de 0,002 a 0,010 polegadas por revolução. Estes são apenas pontos de partida; sempre ajuste com base na formação de cavacos resultante e no acabamento superficial.
O Papel do Líquido Refrigerante
O uso de um sistema de refrigeração por inundação é altamente recomendado. Seu objetivo principal não é a lubrificação, mas o gerenciamento térmico. O líquido refrigerante remove o calor da peça de trabalho, estabilizando suas dimensões e evitando cortes imprecisos devido à expansão térmica.
Compreendendo as Compensações e Armadilhas
Evitar erros comuns é crucial para uma usinagem eficiente e precisa de PTFE.
Fixação da Peça: O Perigo do Excesso de Fixação
Como o PTFE é tão macio, é muito fácil distorcê-lo em uma morsa ou mandril. Aplique pressão de fixação mínima — apenas o suficiente para segurar a peça com segurança.
O uso de dispositivos de fixação com uma grande área de superfície pode ajudar a distribuir a força de fixação e minimizar a deformação da peça.
Manutenção de Tolerâncias
Alcançar tolerâncias apertadas é possível, mas requer controle rigoroso do processo. A chave é mitigar a expansão térmica através de ferramentas afiadas, velocidades e avanços adequados e aplicação generosa de líquido refrigerante.
Para dimensões críticas, considere realizar passes de desbaste para remover a maior parte do material, seguido por um passe de acabamento leve após a estabilização da peça.
Acabamento Superficial e Rebarbas
Um acabamento superficial felpudo ou rebarbado é um sinal claro de que sua ferramenta de corte está cega ou seus parâmetros estão incorretos. O PTFE deve ser usinado com um acabamento limpo, quase brilhante, quando a ferramenta está cisalhando o material corretamente.
Fazendo a Escolha Certa para o Seu Objetivo
Sua abordagem deve ser adaptada aos requisitos de sua aplicação específica.
- Se seu foco principal é prototipagem rápida ou peças não críticas: Ferramentas HSS afiadas padrão funcionarão bem, e você pode se concentrar em taxas de remoção de material mais altas.
- Se seu foco principal são componentes de alta precisão: Invista em ferramentas de metal duro afiadas dedicadas, use líquido refrigerante generoso e planeje passes de desbaste e acabamento separados para gerenciar a estabilidade térmica.
- Se seu foco principal é produção de alto volume: A consistência é fundamental. Utilize equipamentos CNC com refrigeração por inundação e estabeleça um cronograma rigoroso de substituição de ferramentas para garantir que as arestas de corte permaneçam perfeitamente afiadas.
Dominar a usinagem de PTFE se resume a respeitar as propriedades únicas do material e adaptar suas técnicas padrão de acordo.
Tabela Resumo:
| Processo | Melhor Para | Considerações Chave |
|---|---|---|
| Torneamento CNC | Peças cilíndricas (vedações, anéis, eixos) | Corte contínuo, ferramentas afiadas, gerenciar calor |
| Fresagem CNC | Geometrias complexas, ranhuras, bolsões | Fixação segura da peça, estratégia de corte interrompido |
| Furação e Rosqueamento | Furos e características roscadas | Machos afiados, furos piloto subdimensionados, gerenciamento de calor |
Precisa de Componentes de PTFE Usinados com Precisão?
A KINTEK é especializada na fabricação de componentes de PTFE de alta qualidade — incluindo vedações, revestimentos e equipamentos de laboratório personalizados — para os setores de semicondutores, médico, laboratorial e industrial. Compreendemos as nuances da usinagem de PTFE e aproveitamos nossa experiência para entregar peças com excepcional precisão dimensional, desde protótipos até produções de alto volume.
Deixe-nos colocar nossas capacidades de produção de precisão e fabricação personalizada para trabalhar para você.
Entre em contato com nossa equipe hoje para discutir os requisitos do seu projeto e obter uma cotação.
Guia Visual
Produtos relacionados
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Fabricante de peças de teflon PTFE moldadas personalizadas para laboratório ITO FTO Cesto de flores para limpeza de vidro condutor
- Raspadores e pás de PTFE personalizáveis para aplicações exigentes
- Aparelhos de Laboratório em PTFE Personalizados, Células de Reação de Baixo Background Resistentes à Corrosão, Fabricação CNC de Precisão
- Fabricante de peças de PTFE personalizadas para peças de Teflon e pinças de PTFE
As pessoas também perguntam
- Por que o PTFE usinado é popular na área médica? Biocompatibilidade e Precisão Incomparáveis
- Quais são as vantagens da usinagem de PTFE em relação a outros materiais? Desbloqueie Desempenho Superior em Ambientes Hostis
- Quais são as opções de personalização disponíveis para materiais de PTFE? Adapte o desempenho à sua aplicação
- Peças de PTFE podem ser personalizadas de acordo com requisitos específicos? Obtenha Componentes de PTFE Personalizados de Precisão
- Quais são as principais vantagens de usar PTFE para peças personalizadas? Resolva Desafios Complexos de Engenharia



















