Em resumo, a usinagem CNC de Teflon é um processo de fabricação subtrativa onde ferramentas controladas por computador removem material com precisão para criar uma peça final. Embora a maciez do Teflon o torne fácil de cortar, suas propriedades únicas — como baixa condutividade térmica, alta expansão térmica e tendência a deformar sob pressão — tornam a obtenção de precisão um desafio técnico significativo. Este processo é comum nas indústrias aeroespacial, médica e automotiva, onde a inércia química e o baixo atrito do Teflon são críticos.
O desafio central da usinagem de Teflon não está no corte, mas no controle. Sua maciez inerente e instabilidade térmica significam que as práticas de usinagem padrão para metais ou até mesmo outros plásticos falharão. O sucesso exige ferramentas especializadas, gerenciamento cuidadoso do calor e uma compreensão profunda de como o material se deforma.
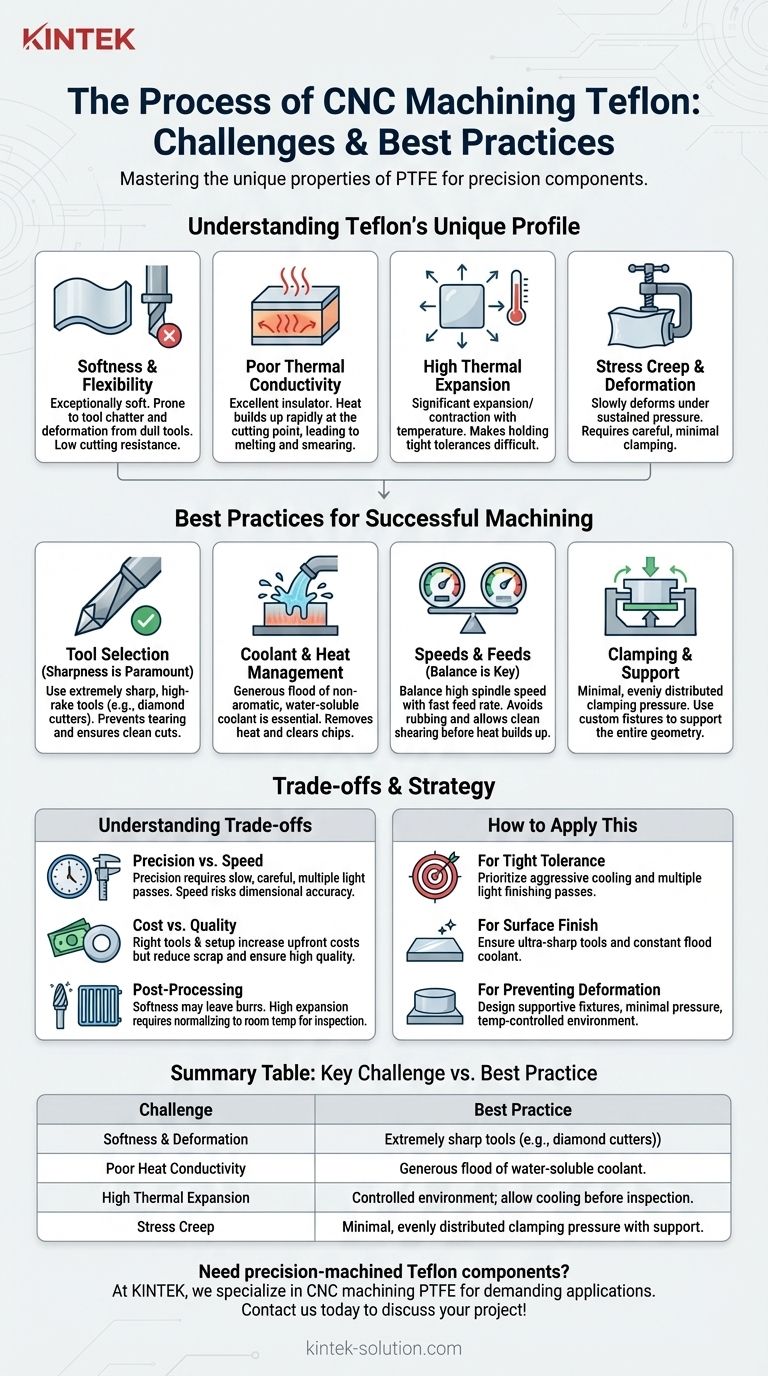
Compreendendo o Perfil Único de Usinagem do Teflon
Para usinar o Teflon de forma eficaz, você deve primeiro entender suas propriedades distintas do material. Essas características ditam cada escolha, desde as ferramentas que você usa até a velocidade da máquina.
Maciez e Flexibilidade
O Teflon (PTFE) é um material excepcionalmente macio com baixa resistência em comparação com outros polímeros como o Nylon. Essa maciez significa que ele oferece pouca resistência à ferramenta de corte.
No entanto, essa flexibilidade também o torna propenso a vibração da ferramenta (tool chatter) e deformação. O material pode ser facilmente empurrado por uma ferramenta cega em vez de ser cortado de forma limpa, resultando em um acabamento superficial ruim e imprecisão dimensional.
Baixa Condutividade Térmica
Ao contrário dos metais, o Teflon é um excelente isolante térmico. Ele não dissipa bem o calor, fazendo com que o calor se acumule rapidamente no ponto de contato entre a ferramenta e a peça de trabalho.
Esse calor localizado é a principal causa de falhas na usinagem, pois pode levar ao derretimento do material, formação de "smearing" (espalhamento) e alterações significativas nas dimensões da peça.
Alto Coeficiente de Expansão Térmica
O Teflon se expande e contrai significativamente com as mudanças de temperatura. Essa propriedade, combinada com sua baixa condutividade térmica, cria um grande desafio para manter tolerâncias apertadas.
À medida que o processo de corte gera calor, a peça se expandirá. Se as medições forem feitas enquanto a peça ainda está quente, ela estará fora de tolerância assim que esfriar e encolher para seu tamanho final.
Fluência de Tensão (Stress Creep) e Deformação
O Teflon tem uma alta taxa de fluência de tensão (stress creep), o que significa que ele tem uma tendência a se deformar lentamente ou "fluir" quando submetido a pressão sustentada.
Isso é especialmente crítico durante a fixação ou montagem. Pressão de fixação excessiva pode deformar permanentemente o material antes que um único corte seja feito, impossibilitando a obtenção da geometria final pretendida.
Melhores Práticas para uma Usinagem Bem-Sucedida
Adaptar seu processo ao perfil exclusivo do Teflon é inegociável. O sucesso depende de uma combinação específica de ferramentas, refrigerante e parâmetros da máquina.
Seleção de Ferramentas: A Nitidez é Fundamental
O fator mais importante é a nitidez da ferramenta. Use ferramentas extremamente afiadas com um ângulo de ataque (rake angle) alto e perfil estreito.
Ferramentas cegas ou de formato inadequado irão "arar" o material em vez de cortá-lo, fazendo com que ele rasgue, espalhe e se deforme sob pressão. Cortadores de diamante especializados geralmente proporcionam o melhor desempenho e vida útil da ferramenta.
Refrigerante e Gerenciamento de Calor
O gerenciamento agressivo de calor é essencial. O objetivo é remover o calor tão rapidamente quanto ele é gerado para evitar expansão térmica e derretimento.
Um fluxo generoso de refrigerante solúvel em água e não aromático é a abordagem recomendada. Isso não apenas resfria a peça de trabalho, mas também ajuda a remover as cavacos, garantindo um corte limpo e um acabamento superficial superior.
Velocidades e Avanços de Corte
Você deve equilibrar cuidadosamente as velocidades de corte e as taxas de avanço. Velocidades de corte altas podem gerar calor excessivo, enquanto uma taxa de avanço muito lenta pode fazer com que a ferramenta esfregue contra o material, também gerando calor.
Geralmente, uma velocidade de rotação (spindle speed) mais alta combinada com uma taxa de avanço mais rápida produz os melhores resultados, pois permite que a ferramenta corte o material de forma limpa e saia do corte antes que um acúmulo significativo de calor possa ocorrer.
Fixação e Suporte da Peça de Trabalho
Use pressão de fixação mínima e distribuída uniformemente para segurar a peça de trabalho. Apertar demais o dispositivo de fixação é um erro comum que induz tensão e leva à deformação.
Para peças delicadas ou de parede fina, considere usar dispositivos de fixação personalizados que suportem toda a geometria da peça para evitar que ela flexione ou distorça durante a operação de usinagem.
Compreendendo as Compensações (Trade-offs)
A usinagem de Teflon envolve equilibrar prioridades concorrentes. Entender essas compensações é fundamental para planejar uma execução de fabricação bem-sucedida.
Precisão vs. Velocidade
Alcançar tolerâncias apertadas no Teflon é um processo lento que requer gerenciamento cuidadoso do calor, ferramentas afiadas e potencialmente várias passagens leves de acabamento. Apressar o processo aumentando as profundidades ou velocidades de corte quase certamente sacrificará a precisão dimensional devido ao acúmulo de calor e à pressão da ferramenta.
Custo vs. Qualidade
Usar as ferramentas certas, como cortadores revestidos de diamante, e investir tempo na configuração adequada e no gerenciamento de refrigerante aumenta os custos iniciais. No entanto, tentar cortar caminho com ferramentas padrão ou apressar a configuração geralmente leva a uma alta taxa de sucata, custando mais em material desperdiçado e tempo.
A Necessidade de Pós-processamento
Mesmo com um processo de usinagem perfeito, alguns recursos podem exigir pós-processamento. A maciez do material pode resultar em pequenas rebarbas, e a alta expansão térmica significa que as peças podem precisar descansar e normalizar para a temperatura ambiente antes que uma inspeção de qualidade final possa ser realizada com precisão.
Como Aplicar Isso ao Seu Projeto
Sua estratégia de usinagem deve ser ditada pelo requisito mais crítico da peça final.
- Se o seu foco principal for tolerância apertada: Priorize o resfriamento agressivo e faça várias passagens leves de acabamento para minimizar o calor e a pressão da ferramenta.
- Se o seu foco principal for o acabamento superficial: Certifique-se de estar usando ferramentas dedicadas extremamente afiadas e um fluxo constante de refrigerante de alta qualidade.
- Se o seu foco principal for evitar a deformação: Projete dispositivos de fixação que forneçam suporte amplo com pressão de fixação mínima e usine a peça em um ambiente com temperatura controlada.
Em última análise, dominar a usinagem de Teflon significa tratá-lo não como um material difícil, mas como um material exclusivo que exige sua própria abordagem especializada.
Tabela de Resumo:
| Desafio Principal | Melhor Prática | Por Que é Importante |
|---|---|---|
| Maciez e Deformação | Use ferramentas extremamente afiadas (ex: cortadores de diamante) | Evita rasgos, espalhamento e garante um corte limpo |
| Baixa Condutividade Térmica | Aplique um fluxo generoso de refrigerante solúvel em água | Gerencia o acúmulo de calor para evitar derretimento e imprecisão dimensional |
| Alta Expansão Térmica | Usine em ambiente controlado; permita que as peças esfriem antes da inspeção final | Garante que as peças atendam a tolerâncias apertadas após o resfriamento à temperatura ambiente |
| Fluência de Tensão | Use pressão de fixação mínima e uniformemente distribuída com dispositivos de suporte | Previne a deformação permanente da peça de trabalho durante a usinagem |
Precisa de componentes de Teflon usinados com precisão?
Na KINTEK, nos especializamos na usinagem CNC de PTFE (Teflon) para aplicações exigentes nos setores de semicondutores, médico, laboratorial e industrial. Nossa experiência no gerenciamento das propriedades exclusivas do Teflon — como sua maciez e instabilidade térmica — garante que suas peças sejam fabricadas com os mais altos padrões de precisão e qualidade.
Oferecemos fabricação personalizada, desde protótipos até pedidos de alto volume, utilizando ferramentas especializadas e controles de processo precisos para superar os desafios da usinagem de Teflon.
Entre em contato conosco hoje para discutir os requisitos do seu projeto e obter um orçamento!
Guia Visual
Produtos relacionados
- Bequers e Frascos de PTFE em Grande Escala para Aplicações Laboratoriais Resistentes à Corrosão em Altas Temperaturas com Fabricação CNC Personalizada
- Sistema de Reação Contínua de Teflon de Alta Temperatura e Balão de Três Pescoços Resistente a HF para Processamento Petroquímico
- Fabricante de peças de teflon PTFE moldadas personalizadas para laboratório ITO FTO Cesto de flores para limpeza de vidro condutor
- Fabricante de peças de PTFE personalizadas para peças de Teflon e pinças de PTFE
- Raspadores e pás de PTFE personalizáveis para aplicações exigentes
As pessoas também perguntam
- Qual é a faixa de temperatura operacional para artigos de laboratório de PTFE? Dominando os Limites Térmicos de -200°C a +260°C
- Quais são as propriedades de resistência química dos artigos de laboratório de PTFE? O Guia Definitivo para Artigos de Laboratório Inertes
- Como o PTFE interage com a água e outros líquidos? Propriedades Hidrofóbicas e Quimicamente Inertes Incomparáveis
- Que tipos de material de laboratório em PTFE estão comumente disponíveis? Encontre as ferramentas certas para o seu laboratório
- Quais são as principais vantagens do PTFE como material para frascos de laboratório? Resistência Química e Térmica Superior



















