Para a usinagem de politetrafluoretileno (PTFE), as técnicas mais recomendadas envolvem refrigeração ativa para gerenciar sua extrema sensibilidade ao calor. Os métodos principais são ar pressurizado, névoas pulverizadas ou refrigerantes CNC solúveis em água e não aromáticos. Estes são frequentemente usados em conjunto com lubrificantes secos para reduzir o atrito, embora se deva ter cuidado para evitar a lubrificação excessiva.
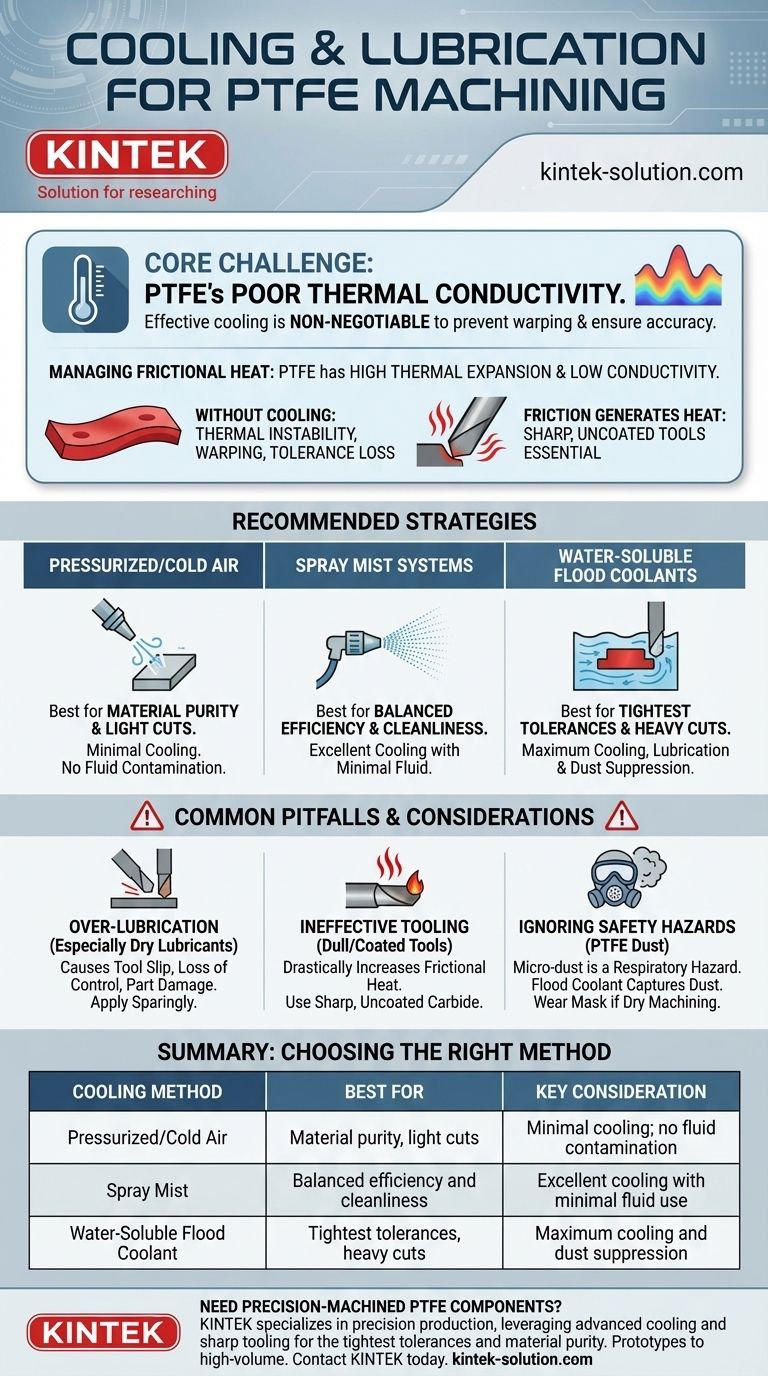
O desafio central na usinagem de PTFE não é a dureza do material, mas sua baixa condutividade térmica. A refrigeração eficaz é, portanto, inegociável, atuando como o principal controle para prevenir a deformação térmica, garantir a precisão dimensional e alcançar um acabamento superficial de qualidade.

O Desafio Central: Gerenciando o Calor de Fricção
As propriedades únicas do PTFE o tornam altamente suscetível a problemas causados pelo calor gerado durante o corte. Entender isso é a chave para uma usinagem bem-sucedida.
Por Que o Controle de Temperatura é Crítico
O PTFE tem uma alta taxa de expansão térmica e uma condutividade térmica muito baixa. Isso significa que o calor gerado na aresta de corte não se dissipa rapidamente, fazendo com que o material se expanda e deforme localmente.
Sem refrigeração ativa, essa instabilidade térmica torna quase impossível manter tolerâncias apertadas e pode facilmente arruinar a peça.
O Impacto do Atrito Descontrolado
O atrito entre a ferramenta de corte e a peça de trabalho é a principal fonte de calor. Ferramentas afiadas e não revestidas são essenciais porque reduzem essas forças de atrito, minimizando a geração de calor desde o início.
A refrigeração e lubrificação adequadas abordam diretamente o calor que é inevitavelmente produzido, impedindo que ele deforme o material.
Estratégias Recomendadas de Refrigeração e Lubrificação
Sua escolha de método de refrigeração depende dos requisitos específicos do trabalho, como tolerância, acabamento e pureza do material.
Sistemas de Ar Pressurizado ou Frio
Para operações onde a contaminação por fluidos é uma preocupação, um fluxo constante de ar frio e pressurizado é uma escolha eficaz. Ajuda a remover cavacos e fornece refrigeração moderada.
Este é um método limpo, mas oferece o menor poder de refrigeração, tornando-o mais adequado para cortes leves e velocidades de avanço mais lentas.
Sistemas de Névoa Pulverizada (Spray Mist)
Os sistemas de névoa pulverizada oferecem um forte equilíbrio entre eficácia de refrigeração e limpeza. Eles aplicam uma quantidade mínima de refrigerante solúvel em água diretamente na zona de corte.
Esta abordagem é altamente eficiente, fornecendo refrigeração significativa com muito pouco fluido, tornando-a uma escolha popular e versátil.
Refrigerantes de Inundação Solúveis em Água
Para as aplicações mais exigentes com cortes pesados ou tolerâncias extremamente apertadas, um refrigerante de inundação solúvel em água e não aromático é a opção mais eficaz. Este método fornece o máximo de refrigeração e lubrificação possível.
Ele também serve a uma função de segurança crítica ao suprimir o pó fino de PTFE gerado durante a usinagem, que pode ser perigoso se inalado.
Armadilhas Comuns e Considerações
O sucesso com PTFE requer a evitação de alguns erros comuns, mas críticos.
O Perigo do Excesso de Lubrificação
Embora a lubrificação seja benéfica para reduzir o atrito, usar demais — especialmente com lubrificantes secos — pode fazer com que a ferramenta de corte deslize. Isso leva a uma perda de controle e pode danificar a peça.
Aplique lubrificantes com moderação e certifique-se de que a ferramenta mantenha um engajamento positivo com o material.
Ferramental Ineficaz
O uso de ferramentas cegas ou revestidas aumentará drasticamente o calor de fricção, independentemente do seu sistema de refrigeração. Sempre use ferramentas de ponta de carboneto excepcionalmente afiadas e não revestidas, projetadas para plásticos.
Esta etapa proativa reduz a quantidade de calor que seu sistema de refrigeração precisa gerenciar em primeiro lugar.
Ignorando Riscos de Segurança
A micropartícula de pó produzida ao usinar PTFE é um sério risco respiratório. A usinagem sob um refrigerante de inundação é o método mais seguro, pois captura o pó.
Se estiver usinando a seco com refrigeração a ar, use sempre uma máscara apropriada e trabalhe em uma área bem ventilada.
Fazendo a Escolha Certa para o Seu Objetivo
Selecione sua estratégia de refrigeração e lubrificação com base no resultado principal que você precisa alcançar para a peça acabada.
- Se seu foco principal é alcançar as tolerâncias mais apertadas: Use um refrigerante de inundação solúvel em água para controle térmico e estabilidade máximos.
- Se seu foco principal é manter a pureza absoluta do material: Use um sistema de ar frio pressurizado para evitar qualquer potencial contaminação por fluidos.
- Se seu foco principal é um equilíbrio entre eficiência de corte e limpeza: Um sistema de névoa pulverizada oferece uma solução excelente e versátil.
Ao gerenciar ativamente o calor como a variável central, você pode usinar PTFE com precisão previsível e confiança.
Tabela Resumo:
| Método de Refrigeração | Melhor Para | Consideração Principal |
|---|---|---|
| Ar Pressurizado/Frio | Pureza do material, cortes leves | Refrigeração mínima; sem contaminação por fluidos |
| Névoa Pulverizada (Spray Mist) | Eficiência e limpeza equilibradas | Excelente refrigeração com uso mínimo de fluido |
| Refrigerante de Inundação Solúvel em Água | Tolerâncias mais apertadas, cortes pesados | Máxima supressão de refrigeração e pó |
Precisa de Componentes de PTFE Usinados com Precisão?
A usinagem de PTFE para especificações exatas requer experiência no gerenciamento de suas propriedades térmicas únicas. Na KINTEK, somos especializados na produção de precisão de componentes de PTFE — desde vedações e revestimentos personalizados até artigos de laboratório complexos.
Utilizamos técnicas avançadas de refrigeração e ferramentas afiadas e não revestidas para garantir que cada peça atenda às suas tolerâncias mais apertadas e aos mais altos padrões de pureza do material. Se você precisa de protótipos ou pedidos de alto volume para os setores de semicondutores, médico ou industrial, nós entregamos desempenho confiável.
Permita-nos colocar nossa experiência a seu serviço. Entre em contato com a KINTEB hoje para discutir os requisitos do seu projeto.
Guia Visual
Produtos relacionados
- Sistema de Purificação por Destilação com Refluxo e Condensação em PTFE Personalizado 500ml Resistente à Corrosão e Baixo Background
- Tubo de Condensador Personalizado em PTFE - Dispositivo de Condensação e Purificação para Reações de Refluxo - Equipamento de Laboratório Químico para Semicondutores
- Sistema de Filtração a Vácuo PTFE PFA Resistente à Corrosão Personalizável e à Prova de Quebras para Laboratório
- Disco Dispersor de PTFE Resistente à Corrosão e Hélice de Agitação de Alta Temperatura para Mistura Química Laboratorial
- Esferas Personalizadas de PTFE Teflon para Aplicações Industriais Avançadas
As pessoas também perguntam
- Quais são as principais aplicações do Teflon? Aproveite as suas propriedades únicas para a sua indústria
- Quais são os principais métodos de fabricação para aparelhos de laboratório de PTFE? Insights de Especialistas em Engenharia de Fluoropolímeros
- Quais são as principais propriedades de resistência química dos aparelhos de laboratório de PTFE? Pureza e Inércia Inigualáveis
- O que torna os sistemas de filtração de PTFE vantajosos para uso industrial e científico? Estabilidade Química e Térmica Incomparáveis
- Como a resistência à corrosão do PTFE beneficia aplicações de alta pureza? Garanta Contaminação Zero e Integridade do Sistema



















