A usinagem de Teflon (PTFE) é enganosamente complexa. Os principais desafios decorrem de sua maciez inerente, condutividade térmica extremamente baixa e alto coeficiente de expansão térmica. Essas propriedades levam a problemas de acúmulo de calor, deformação do material e dificuldade em manter tolerâncias apertadas. O sucesso requer uma abordagem específica usando ferramentas extremamente afiadas, baixas velocidades de corte, resfriamento agressivo e fixação precisa para gerenciar a instabilidade do material.
O principal desafio da usinagem de Teflon não é sua dureza, mas sua instabilidade inerente. O sucesso depende menos da remoção agressiva de material e mais do gerenciamento do calor, pressão e expansão térmica para evitar que o material se deforme ou "mova" durante e após o processo de corte.

O Desafio Central: Instabilidade do Material
O Teflon não se comporta como metal ou mesmo a maioria dos outros plásticos. Seus principais desafios estão enraizados em sua tendência de mudar de forma sob estresse térmico e mecânico.
Alta Expansão Térmica e Deformação por Tensão (Creep)
O Teflon expande e contrai significativamente com as mudanças de temperatura. Este alto coeficiente de expansão torna incrivelmente difícil manter tolerâncias apertadas, pois uma peça pode estar dentro das especificações em uma máquina fria e fora das especificações à temperatura ambiente.
Além disso, o Teflon está sujeito à deformação por tensão (stress creep), o que significa que ele se deformará lentamente ao longo do tempo quando sob pressão, mesmo de suas próprias tensões internas induzidas durante a fabricação.
Maciez e Deformação sob Pressão
A maciez do material significa que ele pode ser facilmente comprimido ou distorcido por forças de fixação em uma morsa ou dispositivo. O aperto excessivo arruinará a peça antes mesmo de um único corte ser feito.
Essa maciez também significa que a ferramenta de corte pode empurrar o material em vez de cortá-lo limpa e precisamente, levando a imprecisões dimensionais e acabamentos de superfície ruins.
O Problema das Rebarbas
Em vez de produzir uma lasca limpa que se desprende, a natureza macia e dúctil do Teflon geralmente resulta em uma rebarba persistente ao longo da borda do corte. Isso requer uma etapa de pós-processamento dedicada para remoção, que deve ser planejada com antecedência.
Gerenciando o Calor: O Fator Crítico
O maior inimigo na usinagem de Teflon é o calor. Como o material é um excelente isolante térmico, o calor gerado pelo processo de corte fica retido na ponta da ferramenta em vez de se dissipar através da peça de trabalho.
Por que o Calor se Acumula
A baixa condutividade térmica do Teflon significa que ele não pode remover o calor da zona de corte de forma eficaz. Esse acúmulo localizado de calor pode fazer com que o material derreta, grude na ferramenta ou se expanda imprevisivelmente, destruindo qualquer esperança de precisão.
O Papel do Resfriamento Agressivo
Para combater o acúmulo de calor, uma aplicação liberal de fluido de corte é essencial. Um fluxo constante de fluido de corte solúvel em água é uma prática padrão para remover o calor da ferramenta e da peça de trabalho o mais rápido possível.
O Impacto das Velocidades de Corte
Velocidades de corte mais baixas são obrigatórias. Altas velocidades geram atrito e calor mais rapidamente do que podem ser removidos, levando aos problemas descritos acima. O objetivo é uma ação de cisalhamento suave e controlada.
Otimizando o Corte: Ferramentas e Técnica
Ferramentas e técnicas padrão de usinagem de metais são frequentemente ineficazes no Teflon. Toda a estratégia de corte deve ser adaptada às propriedades únicas do material.
A Exigência de Afiação Extrema
As ferramentas devem ser excepcionalmente afiadas com uma aresta de corte polida. Uma ferramenta cega ou mesmo padrão tenderá a arar ou empurrar o material, fazendo com que ele se deforme e rasgue. Ferramentas de metal duro afiadas são um bom ponto de partida, com ferramentas revestidas de diamante oferecendo desempenho superior para trabalhos de alta precisão.
Geometria de Ferramenta Personalizada
Geometrias de ferramentas especiais são frequentemente necessárias. Ângulos de saída positivos altos e ângulos de folga aumentados ajudam a criar uma ação de corte limpa e evitam que o material macio grude ou esfregue contra a ferramenta, o que geraria mais calor.
Fixação de Precisão
A fixação da peça de trabalho deve ser precisa e delicada. Os dispositivos de fixação devem ser projetados para suportar a peça de trabalho com segurança, sem aplicar pressão de aperto excessiva que possa causar distorção.
Compreendendo as Trocas e Limitações
Para usinar Teflon com sucesso, você deve aceitar suas limitações inerentes e projetar em torno delas.
Sacrificando Tolerâncias Apertadas
Sempre que possível, projete peças com tolerâncias médias a frouxas. Se sua aplicação não exige absolutamente precisão em nível de mícron, não a especifique. Isso proporciona uma maior margem de erro para contabilizar a expansão térmica e a deformação.
A Inevitabilidade do Pós-Processamento
Assuma que alguma forma de pós-processamento será necessária. Isso geralmente inclui uma etapa dedicada de rebarbação, que pode envolver corte manual, lixamento leve ou até mesmo o congelamento da peça para tornar as rebarbas quebradiças e mais fáceis de remover.
Para aplicações de alta precisão, um ciclo de recozimento ou alívio de tensão pós-usinagem pode ser necessário para melhorar a estabilidade dimensional de longo prazo da peça.
Fazendo a Escolha Certa para o Seu Projeto
Sua estratégia de usinagem deve ser ditada pelos requisitos finais da peça.
- Se o seu foco principal é alcançar tolerâncias apertadas: Priorize o resfriamento agressivo e baixas velocidades de corte, e planeje um processo de recozimento pós-usinagem para garantir estabilidade a longo prazo.
- Se o seu foco principal é um acabamento de superfície suave e sem rebarbas: Use ferramentas extremamente afiadas e polidas com altos ângulos de saída positivos e incorpore uma estratégia específica de rebarbação em seu plano de produção.
- Se o seu foco principal é minimizar a deformação da peça: Projete dispositivos de fixação que forneçam amplo suporte com pressão de aperto mínima e use baixas taxas de avanço para evitar empurrar o material.
Em última análise, o sucesso com o Teflon vem de respeitar suas propriedades únicas, em vez de lutar contra elas.
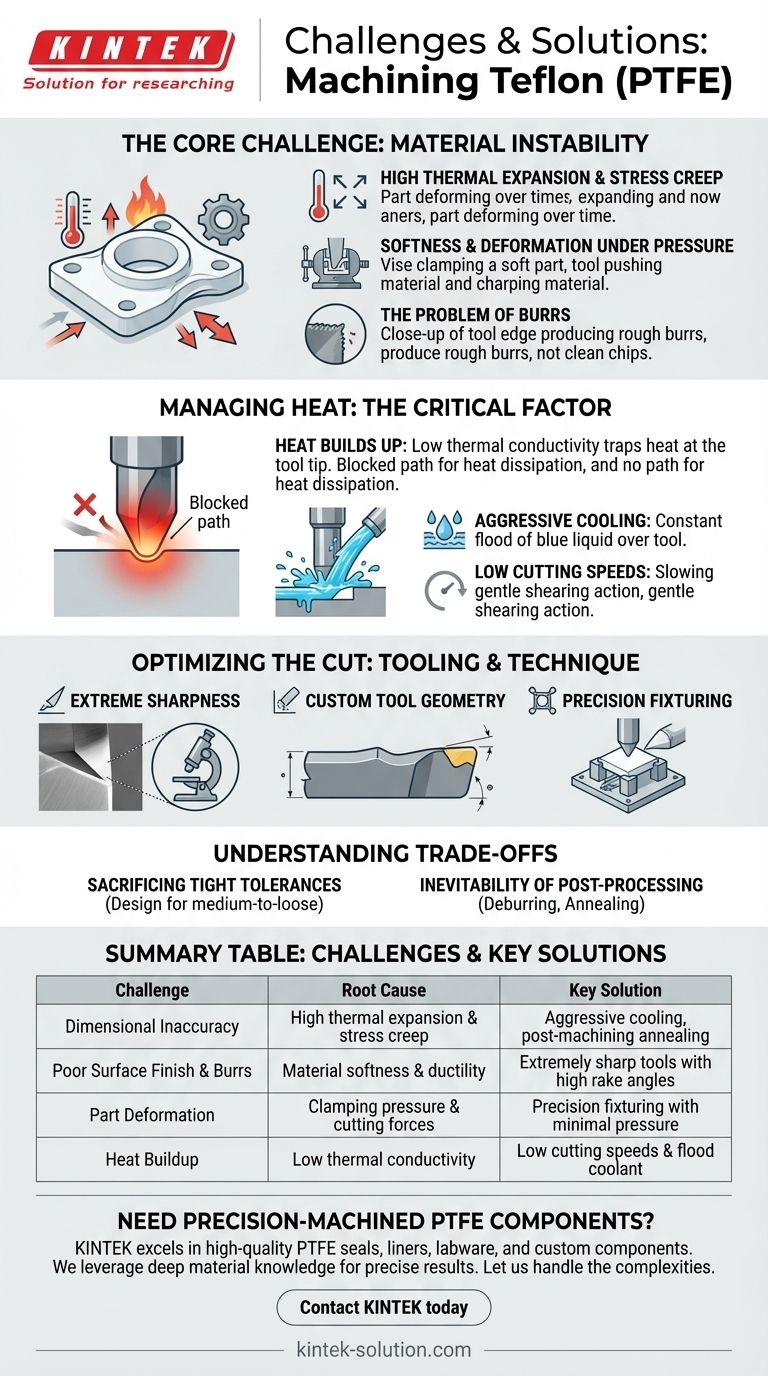
Tabela Resumo:
| Desafio | Causa Raiz | Solução Chave |
|---|---|---|
| Imprecisão Dimensional | Alta expansão térmica e deformação por tensão | Resfriamento agressivo, recozimento pós-usinagem |
| Acabamento de Superfície Ruim e Rebarbas | Maciez e ductilidade do material | Ferramentas extremamente afiadas com altos ângulos de saída |
| Deformação da Peça | Pressão de aperto e forças de corte | Fixação de precisão com pressão mínima |
| Acúmulo de Calor | Baixa condutividade térmica | Baixas velocidades de corte e fluido de corte abundante |
Precisa de Componentes de PTFE Usinados com Precisão?
A usinagem de Teflon requer experiência especializada para superar seus desafios únicos. A KINTEK se destaca na produção de vedações, revestimentos, artigos de laboratório e componentes personalizados de PTFE de alta qualidade para os setores de semicondutores, médico, laboratorial e industrial.
Aproveitamos nosso profundo conhecimento de materiais e capacidades de produção de precisão — desde protótipos até pedidos de alto volume — para garantir que suas peças atendam às especificações exatas sem deformação ou problemas térmicos.
Deixe-nos lidar com as complexidades para você. Entre em contato com a KINTEK hoje para discutir seu projeto e obter um orçamento!
Guia Visual
Produtos relacionados
- Fabricante de peças de teflon PTFE moldadas personalizadas para laboratório ITO FTO Cesto de flores para limpeza de vidro condutor
- Fabricante de peças de PTFE personalizadas para peças de Teflon e pinças de PTFE
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Fabricante de peças personalizadas de PTFE para recipientes e componentes de teflon
- Impulsor de Agitação de PTFE Resistente à Corrosão e Disco de Dispersão de Politetrafluoretileno Personalizável
As pessoas também perguntam
- Qual é o princípio de funcionamento de um cesto de flores de PTFE? Otimize o fluxo de fluidos e a pureza para imersão química
- Qual é a função e aplicação primária de uma cesta de flores de PTFE? Guia especializado para processamento de alta pureza
- Que fatores contribuem para a integridade mecânica de longo prazo dos cestos florais de PTFE sob ciclagem térmica? Guia do Especialista.
- Qual é a faixa de temperatura operacional para cestos de PTFE? Limites térmicos e desempenho de -200°C a +260°C.
- Como uma cesta de flores de PTFE contribui para a lavagem e secagem eficientes de substratos? Eficiência de Processo do Laboratório Boost



















