Os principais desafios na fresagem CNC de PTFE são sua maciez, que leva à formação de rebarbas, e seu alto coeficiente de expansão térmica, que causa instabilidade dimensional. Usinar com sucesso o Politetrafluoretileno (PTFE) requer uma estratégia que acomode essas propriedades inerentes do material com ferramentas, configurações e técnicas de manuseio específicas.
A dificuldade central na usinagem de PTFE não é sua dureza, mas sua tendência a deformar sob calor e pressão. O sucesso depende de trabalhar com a natureza do material, gerenciando a expansão térmica e o estresse mecânico, em vez de tentar forçá-lo à submissão.

O Problema Central: Por Que o PTFE se Comporta de Forma Diferente
Para entender os desafios da fresagem de PTFE, você deve primeiro entender suas propriedades fundamentais. Ao contrário de metais ou plásticos rígidos, o comportamento do PTFE sob estresse e calor dita toda a estratégia de usinagem.
Analisando a Maciez do PTFE
O PTFE é um material excepcionalmente macio. Durante a fresagem, uma ferramenta de corte cega ou mal projetada tenderá a empurrar ou "espalhar" o material em vez de cortá-lo de forma limpa.
Esta ação de empurrar é a principal causa de rebarbas pesadas, resultando em um acabamento superficial ruim e exigindo operações secundárias de rebarbação.
O Alto Coeficiente de Expansão Térmica
O PTFE se expande e contrai com as mudanças de temperatura muito mais do que a maioria dos materiais. O atrito de uma ferramenta de corte gera calor localizado, fazendo com que o material inche durante o processo de fresagem.
Se as dimensões forem medidas enquanto a peça ainda está quente, ela estará fora de especificação assim que esfriar e encolher. Isso torna a obtenção de precisão dimensional um desafio significativo.
Fluência de Tensão (Stress Creep) e Fluxo a Frio (Cold Flow)
O PTFE é propenso à "fluência de tensão", também conhecida como fluxo a frio. Isso significa que o material se deformará lentamente com o tempo quando submetido a uma pressão constante, mesmo à temperatura ambiente.
Essa propriedade afeta diretamente a fixação da peça. Se uma peça de trabalho for apertada demais em uma morsa, ela será comprimida. A peça pode ter dimensões perfeitas enquanto estiver fixada, mas estará imprecisa assim que a pressão for liberada e o material relaxar.
Desafios Práticos de Usinagem e Soluções
Essas propriedades do material criam problemas previsíveis na oficina. Abordá-los requer ajustes específicos nas práticas padrão de fresagem.
Alcançando a Precisão Dimensional
A combinação de expansão térmica e fluência de tensão torna difícil manter tolerâncias apertadas. A chave é minimizar a geração de calor e a pressão de fixação.
Use velocidades e avanços de corte moderados para reduzir o atrito e o acúmulo de calor. Esta é a maneira mais eficaz de gerenciar a expansão térmica.
Prevenindo a Formação de Rebarbas
Para obter um corte limpo em vez de um corte "espalhado", a ferramenta de corte é fundamental. Use ferramentas de corte extremamente afiadas e polidas, preferencialmente feitas de Aço Rápido (HSS) ou metal duro não revestido.
Um ângulo de ataque (rake) altamente positivo na ferramenta ajuda a levantar a cavaco e a cortar o material de forma limpa, reduzindo drasticamente a formação de rebarbas.
Gerenciando o Acúmulo de Calor
Como o PTFE é um mau condutor térmico, o calor se concentra na aresta de corte. Se não for gerenciado, esse calor localizado leva diretamente aos problemas de expansão mencionados anteriormente.
Refrigerantes podem ajudar, mas a primeira linha de defesa é sempre uma ferramenta afiada e velocidades de corte apropriadas para evitar que o calor seja gerado em primeiro lugar.
Fixando a Peça de Trabalho Sem Distorção
Para combater a fluência de tensão, aplique apenas força de fixação suficiente para segurar a peça firmemente. Evite apertar demais a todo custo.
Usar dispositivos de fixação com uma área de superfície maior para distribuir a pressão de fixação também pode ajudar a evitar que o material seja comprimido e deformado.
Entendendo as Compensações (Trade-offs)
Embora as propriedades do PTFE o tornem ideal para certas aplicações, como vedações de baixo atrito ou componentes resistentes a produtos químicos, elas também introduzem limitações inevitáveis.
A Limitação de Tolerância
Devido à sua instabilidade inerente, o PTFE não é adequado para peças que exigem tolerâncias extremamente apertadas (por exemplo, +/- 0,001"). Os projetos devem levar isso em consideração, especificando tolerâncias mais generosas sempre que possível.
O Risco de Desperdício de Material
Configurações inadequadas podem estragar rapidamente uma peça de PTFE. A configuração inicial e os cortes de teste são cruciais para ajustar os parâmetros corretos, o que pode levar a algum sucateamento inicial de material.
A Necessidade de Ferramentas Dedicadas
Embora o PTFE seja fácil de cortar em princípio, obter um resultado de qualidade requer ferramentas específicas. As ferramentas devem ser mantidas excepcionalmente afiadas e idealmente devem ser dedicadas apenas à usinagem de plásticos macios para evitar entalhes ou cegueira que degradariam o desempenho.
Fazendo a Escolha Certa para o Seu Objetivo
Sua abordagem para usinar PTFE deve estar diretamente alinhada com o objetivo final do seu projeto.
- Se seu foco principal for prototipagem rápida: Aproveite a facilidade de usinagem do PTFE com velocidades moderadas, mas projete pensando em tolerâncias mais amplas.
- Se seu foco principal for componentes de alta precisão: Você deve priorizar a minimização do calor com ferramentas afiadas e velocidades de corte controladas, usando pressão de fixação baixa e uniformemente distribuída.
- Se seu foco principal for um acabamento superficial superior: Use ferramentas com ângulo de ataque positivo excepcionalmente afiadas e considere operações secundárias como micro-polimento após a fresagem.
Em última análise, a usinagem bem-sucedida de PTFE vem de respeitar as propriedades únicas do material, não de lutar contra elas.
Tabela de Resumo:
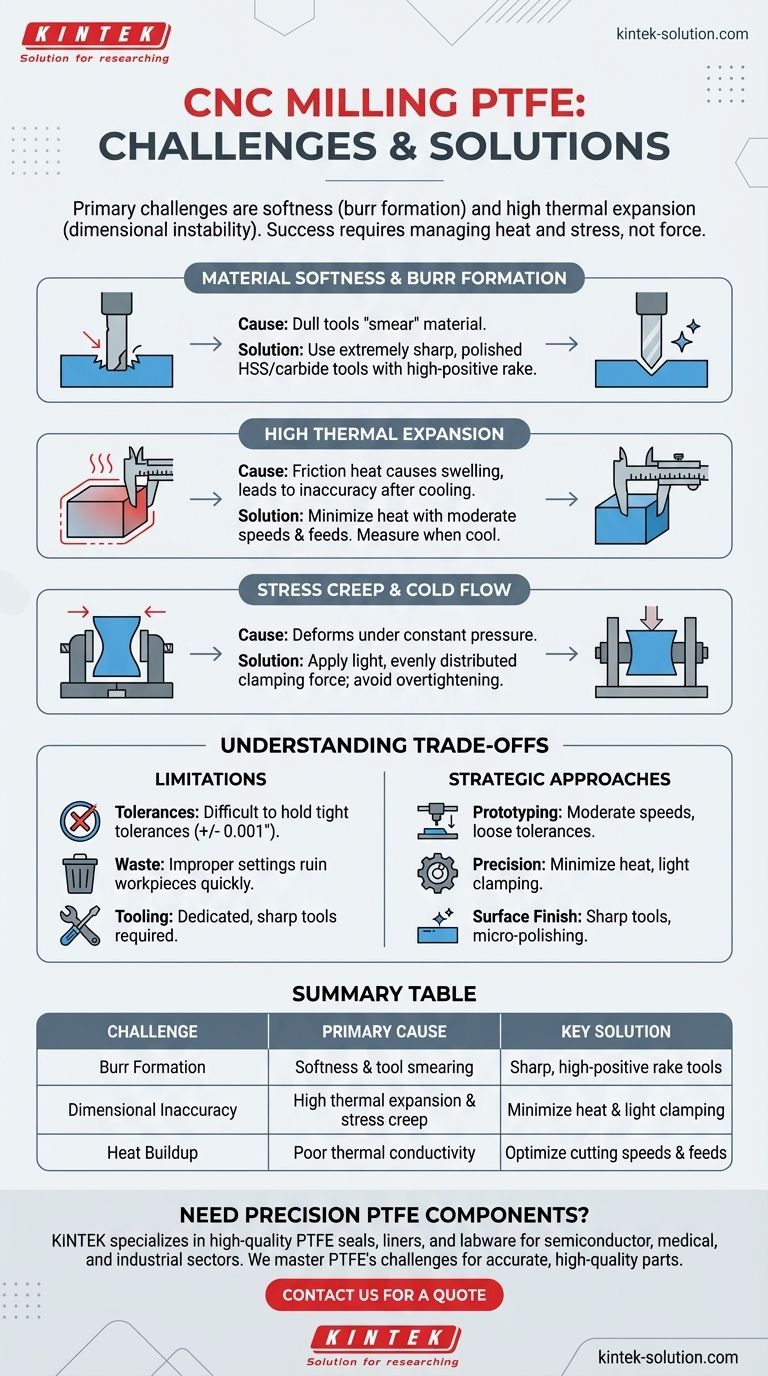
| Desafio | Causa Principal | Solução Chave |
|---|---|---|
| Formação de Rebarbas | Maciez do material e espalhamento pela ferramenta | Usar ferramentas afiadas com ângulo de ataque positivo elevado |
| Imprecisão Dimensional | Alta expansão térmica e fluência de tensão | Minimizar o calor e usar fixação leve |
| Acúmulo de Calor | Baixa condutividade térmica do PTFE | Otimizar velocidades e avanços de corte |
Precisa de componentes de PTFE usinados com precisão?
Na KINTEK, somos especializados na fabricação de vedações, revestimentos e utensílios de laboratório de PTFE de alta qualidade para os setores de semicondutores, médico e industrial. Nossa experiência em fabricação personalizada nos permite navegar com maestria pelos desafios da maciez e expansão térmica do PTFE, entregando peças com a precisão dimensional e o acabamento superficial superior que sua aplicação exige — de protótipos a produção de alto volume.
Entre em contato com nossa equipe hoje mesmo para discutir os requisitos do seu projeto e obter um orçamento.
Guia Visual
Produtos relacionados
- Aparelhos de Laboratório em PTFE Personalizados, Células de Reação de Baixo Background Resistentes à Corrosão, Fabricação CNC de Precisão
- Pote de Moagem de Bolas PTFE Personalizado 50ml Resistente à Corrosão de Baixo Ruído de Fundo para Laboratório
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Cortador circular de membrana de filtro de PTFE de alta pureza com lâmina de cerâmica para análise de traços e preparação de amostras em laboratórios do CDC
- Cilindros de medição personalizados em PTFE para aplicações científicas e industriais avançadas
As pessoas também perguntam
- Como o PTFE se compara ao Polietileno (PE) em termos de resistência química e à temperatura? Escolha o Polímero Certo para Condições Extremas
- Quais são as vantagens mecânicas e de segurança do uso de aparelhos de PTFE em um laboratório? Melhore a Segurança e a Durabilidade
- Quais são os principais métodos de fabricação para aparelhos de laboratório de PTFE? Insights de Especialistas em Engenharia de Fluoropolímeros
- Que tipos de produtos acabados são feitos de PTFE? Vedações, Mancais, Material de Laboratório e Mais
- Como o PTFE minimiza a contaminação da amostra? Garanta Pureza Inigualável para Análises Críticas



















