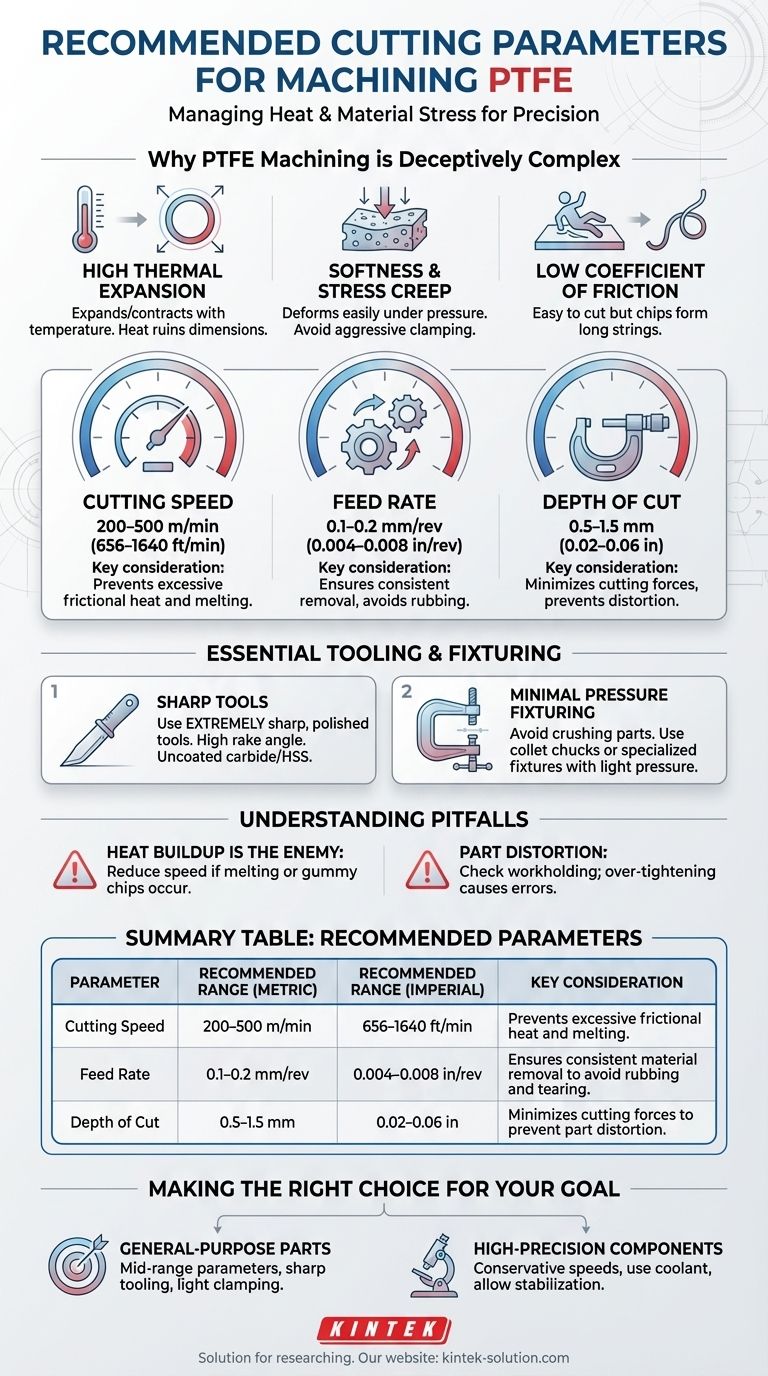
Para usinagem de PTFE, os parâmetros recomendados são uma velocidade de corte de 200–500 m/min (656–1640 pés/min), uma taxa de avanço de 0,1–0,2 mm/rev (0,004–0,008 pol/rev) e uma profundidade de corte rasa entre 0,5–1,5 mm (0,02–0,06 pol). Essas configurações são projetadas para gerenciar a geração de calor e minimizar a tensão do material, que são os principais desafios ao trabalhar com este material.
O desafio central na usinagem de PTFE não é o processo de corte em si, que é bastante fácil, mas sim controlar a resposta do material ao calor e à pressão. O sucesso depende menos de atingir números exatos e mais de entender como as propriedades únicas do PTFE — como a alta expansão térmica e a maciez — afetam a precisão dimensional.

Por que a Usinagem de PTFE é Enganosamente Complexa
Embora a maciez e o baixo atrito do PTFE o tornem aparentemente simples de usinar, suas características inerentes introduzem desafios únicos. Dominar essas propriedades é a chave para produzir peças precisas.
Alto Coeficiente de Expansão Térmica
O PTFE se expande e contrai significativamente com as mudanças de temperatura. O atrito do corte gera calor, o que pode fazer com que o material se expanda durante a operação e encolha à medida que esfria, arruinando suas dimensões finais.
Essa propriedade é a principal razão para usar velocidades de corte moderadas e ferramentas afiadas — para minimizar o acúmulo de calor.
Maciez e Fluência de Tensão (Stress Creep)
O PTFE é um material macio que pode se deformar ou comprimir facilmente sob pressão. O aperto agressivo ou forças de corte pesadas distorcerão a peça de trabalho, levando a imprecisões.
O material também pode "fluir" (creep), ou seja, deformar-se lentamente ao longo do tempo quando submetido a uma carga constante, o que torna a fixação segura e não prejudicial uma preocupação crítica.
Baixo Coeficiente de Atrito
Esta propriedade bem conhecida torna o PTFE fácil de cortar com força mínima. No entanto, isso também significa que as cavacos não se quebram facilmente, formando frequentemente fios longos e contínuos que podem envolver a ferramenta e a peça de trabalho.
Os Parâmetros de Usinagem Recomendados Explicados
Os parâmetros padrão são um ponto de partida projetado para equilibrar velocidade com qualidade, mitigando as tendências naturais do material.
Velocidade de Corte: 200–500 m/min (656–1640 pés/min)
Esta faixa é rápida o suficiente para uma remoção eficiente de material, mas lenta o suficiente para evitar calor excessivo por atrito. Exceder essa velocidade corre o risco de derreter o PTFE, resultando em um acabamento superficial ruim e instabilidade dimensional.
Taxa de Avanço: 0,1–0,2 mm/rev (0,004–0,008 pol/rev)
Uma taxa de avanço constante e moderada garante que a ferramenta esteja constantemente engajada no corte em vez de roçar no material. Essa remoção consistente evita a geração desnecessária de calor e o rasgo do material.
Profundidade de Corte: 0,5–1,5 mm (0,02–0,06 pol)
Cortes rasos minimizam as forças de corte exercidas sobre o material. Isso é crucial para evitar que o PTFE macio flexione, distorça ou seja empurrado para longe da ferramenta, o que comprometeria a precisão.
Ferramentas e Fixação Essenciais
Sua configuração é tão importante quanto seus parâmetros de corte. As ferramentas e os métodos de fixação corretos são inegociáveis para alcançar a precisão.
Escolhendo as Ferramentas de Corte Certas
Use sempre ferramentas de corte extremamente afiadas e polidas. Ferramentas de carboneto não revestido ou Aço Rápido (HSS) com um ângulo de cunha alto e alívio significativo são ideais.
Uma aresta afiada corta o material de forma limpa em vez de arar através dele, o que reduz drasticamente o calor e a pressão de corte.
Fixação com Pressão Mínima
Evite as garras de torno padrão que podem esmagar ou deformar a peça. Use fixações projetadas especificamente para materiais macios ou um mandril de pinça com pressão de aperto mínima.
O objetivo é fornecer suporte adequado em uma grande área de superfície para segurar a peça de trabalho com segurança, sem causar compressão ou distorção.
Entendendo as Compensações e Armadilhas
Alcançar tolerâncias apertadas com PTFE exige antecipar e gerenciar seus comportamentos únicos.
O Desafio das Tolerâncias Apertadas
Devido à sua alta expansão térmica e tendência à fluência, manter tolerâncias mais apertadas do que ±0,005 polegadas (±0,13 mm) pode ser difícil.
Para muitas aplicações, a resiliência natural do PTFE permite que ele se conforme às peças de acoplamento, tornando tolerâncias extremamente apertadas desnecessárias. Projete com suas propriedades em mente, em vez de forçá-lo a se comportar como um metal.
O Acúmulo de Calor é o Inimigo Principal
Praticamente todo problema na usinagem de PTFE — desde o acabamento superficial ruim até a imprecisão dimensional — pode ser rastreado até o calor excessivo. Se você notar sinais de derretimento ou cavacos pegajosos, reduza imediatamente sua velocidade de corte.
Distorção da Peça Devido ao Aperto
Se suas peças finais estiverem fora de especificação, verifique primeiro sua fixação de trabalho. Apertar demais uma fixação é a causa mais comum de distorção e resultados imprecisos, mesmo com parâmetros de corte perfeitos.
Fazendo a Escolha Certa para o Seu Objetivo
Adapte sua abordagem com base nos requisitos específicos do componente que você está produzindo.
- Se seu foco principal são peças de uso geral: Comece com os parâmetros recomendados na faixa média e concentre-se em usar ferramentas afiadas e pressão de aperto leve para resultados confiáveis e consistentes.
- Se seu foco principal são componentes de alta precisão: Comece com velocidades de corte conservadoras para minimizar a expansão térmica, use refrigerante, se possível, e permita que o material se estabilize à temperatura ambiente antes de fazer passadas de acabamento ou medições finais.
Em última análise, a usinagem bem-sucedida de PTFE é um processo de finesse, exigindo que você trabalhe com as propriedades do material, e não contra elas.
Tabela de Resumo:
| Parâmetro | Faixa Recomendada (Métrica) | Faixa Recomendada (Imperial) | Consideração Chave |
|---|---|---|---|
| Velocidade de Corte | 200–500 m/min | 656–1640 pés/min | Previne calor excessivo por atrito e derretimento. |
| Taxa de Avanço | 0,1–0,2 mm/rev | 0,004–0,008 pol/rev | Garante remoção consistente do material para evitar fricção e rasgos. |
| Profundidade de Corte | 0,5–1,5 mm | 0,02–0,06 pol | Minimiza as forças de corte para prevenir a distorção da peça. |
Precisa de Componentes de PTFE Usinados com Precisão?
Dominar o delicado equilíbrio da usinagem de PTFE é nossa especialidade na KINTEK. Entendemos a importância crítica de ferramentas afiadas, pressão de aperto mínima e parâmetros precisos para superar a expansão térmica e a maciez do PTFE.
Fabricamos componentes de PTFE de alta qualidade — incluindo vedações, revestimentos e utensílios de laboratório personalizados — para os setores de semicondutores, médico, laboratorial e industrial. Se você precisa de protótipos ou produção de alto volume, nossa experiência garante que suas peças atendam às especificações exatas com estabilidade dimensional superior.
Permita-nos colocar nossa experiência em produção de precisão e fabricação personalizada para trabalhar para você. Entre em contato com a KINTEK hoje para discutir os requisitos do seu projeto!
Guia Visual
Produtos relacionados
- Sistema de Filtragem PTFE Personalizado Resistente a Ácidos de Alta Pureza Grau Semicondutor para Processamento Químico
- Torneira de PTFE com Alta Resistência à Corrosão - Válvula de Politetrafluoretileno para Tambores de Armazenamento Químico e Sistemas de Transferência de Fluidos - Grau Industrial Personalizável
- Sistema de Filtração a Vácuo PTFE PFA Resistente à Corrosão Personalizável e à Prova de Quebras para Laboratório
- Filtro resistente à corrosão em PTFE com conexões de válvula PFA e placa de peneira integrada
- Seringa PTFE de 50ml Resistente a Altas Temperaturas e Produtos Químicos, Injetor de Teflon Personalizado com Vedação Rosqueada para Análise de Traços
As pessoas também perguntam
- O que torna os sistemas de filtração de PTFE vantajosos para uso industrial e científico? Estabilidade Química e Térmica Incomparáveis
- Qual resistência à temperatura os filtros de PTFE oferecem? Estabilidade Térmica Incomparável de -200°C a +260°C
- Quais produtos químicos são totalmente compatíveis com filtros de PTFE? Descubra Resistência Química Inigualável
- Por que os filtros de PTFE são vantajosos para a análise gravimétrica? Alcance Precisão e Exatidão Inigualáveis
- Por que os filtros de Politetrafluoretileno (PTFE) são preferidos para aplicações farmacêuticas e de bioprocessamento laboratorial?



















