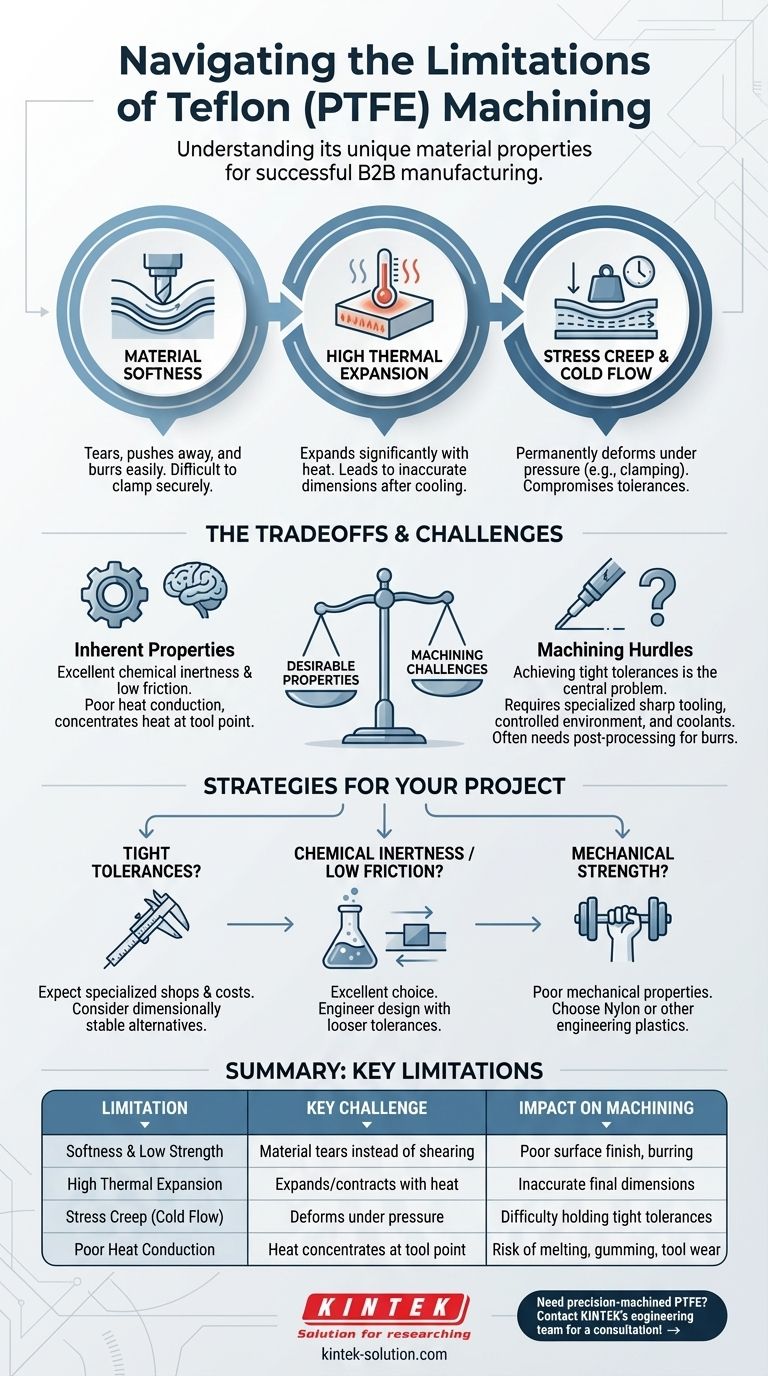
As principais limitações da usinagem de Teflon (PTFE) são sua maciez do material, seu alto coeficiente de expansão térmica e sua tendência a deformar sob pressão, um fenômeno conhecido como fluência sob tensão. Essas três propriedades combinadas tornam excepcionalmente desafiador alcançar tolerâncias dimensionais rigorosas, gerenciar o calor durante o corte e prevenir defeitos superficiais como rebarbas.
Os maiores pontos fortes do Teflon — sua inércia química e baixo atrito — são um resultado direto das mesmas propriedades moleculares que o tornam difícil de usinar com alta precisão. A chave para o sucesso não é lutar contra o material, mas entender e acomodar seu comportamento único.

O Desafio Central: Um Material de Contradições
O Teflon é frequentemente descrito como fácil de usinar porque é macio e corta com pouca força. No entanto, essa maciez é também a fonte de suas maiores dificuldades de usinagem.
Maciez e Baixa Resistência
Embora uma ferramenta afiada se mova facilmente através do Teflon, a baixa resistência do material significa que ele frequentemente rasga ou se afasta da lâmina em vez de cisalhar de forma limpa. Isso pode resultar em um acabamento superficial ruim e rebarbas significativas.
Além disso, sua maciez torna o aperto seguro difícil. Muita pressão deforma a peça, enquanto pouca pressão permite vibração, o que prejudica a precisão do corte.
Alta Expansão Térmica
O Teflon se expande e contrai com as mudanças de temperatura muito mais do que a maioria dos materiais. Mesmo uma pequena quantidade de calor gerada durante o processo de usinagem pode fazer a peça crescer, levando a dimensões finais imprecisas após o resfriamento.
Isso requer um ambiente com temperatura controlada e um gerenciamento cuidadoso das velocidades e avanços de corte para minimizar a geração de calor.
Fluência Sob Tensão e Fluxo a Frio
Quando submetido a estresse mecânico, como o das garras de fixação ou a pressão de uma ferramenta de corte, o Teflon se deforma lenta e permanentemente. Esse "fluxo a frio" é uma das principais razões pelas quais manter tolerâncias rigorosas é tão desafiador.
As dimensões de uma peça podem ser comprometidas antes mesmo de um único corte ser feito se ela for fixada incorretamente.
Gerenciamento Inadequado de Calor
O Teflon é um excelente isolante térmico, o que significa que ele não conduz o calor para longe da ferramenta de corte de forma eficaz. O calor se concentra no ponto de contato, aumentando o risco de o material derreter, grudar na ferramenta e exacerbar o problema da expansão térmica.
Por essa razão, fluidos de corte não aromáticos e solúveis em água são frequentemente recomendados para gerenciar o calor e melhorar a vida útil da ferramenta.
Entendendo os Compromissos
A decisão de usar Teflon deve ser ponderada em relação às realidades de sua fabricação. Suas propriedades desejáveis vêm com desafios inerentes de fabricação.
A Dificuldade de Tolerâncias Rigorosas
A combinação de expansão térmica, fluência sob tensão e maciez torna a obtenção de alta precisão o problema central na usinagem de Teflon. Embora possível, isso requer conhecimento especializado, ferramentas e processos, o que pode aumentar os custos.
O Risco de Rebarbas e Acabamento Ruim
Devido à sua tendência a rasgar, as peças de Teflon frequentemente saem da máquina com rebarbas que precisam ser removidas em uma operação secundária. Esta etapa de pós-processamento é frequentemente necessária para obter uma peça limpa e acabada.
A Necessidade de Ferramentas Especializadas
Ferramentas de corte padrão são frequentemente inadequadas para o Teflon. O sucesso requer bordas de corte extremamente afiadas com geometrias específicas e perfis estreitos para minimizar a pressão de corte e a geração de calor. Em alguns casos, fresas de diamante especializadas são usadas para o melhor desempenho.
Como Aplicar Isso ao Seu Projeto
Entender essas limitações permite que você tome decisões informadas para seu projeto de design e processo de fabricação.
- Se seu foco principal for tolerância dimensional rigorosa: Reconheça que o Teflon é um material inerentemente difícil para isso e pode exigir uma oficina de usinagem especializada ou a consideração de uma alternativa dimensionalmente mais estável.
- Se seu foco principal for inércia química ou baixo atrito: O Teflon é uma excelente escolha, mas seu projeto deve ser concebido com tolerâncias mais amplas para acomodar suas propriedades de material.
- Se seu foco principal for resistência mecânica: Reconheça que o Teflon tem propriedades mecânicas ruins e materiais como Nylon ou outros plásticos de engenharia são frequentemente mais adequados.
Aproveitar o Teflon com sucesso é uma questão de projetar para seus pontos fortes, respeitando suas limitações inerentes de usinagem.
Tabela Resumo:
| Limitação | Desafio Principal | Impacto na Usinagem |
|---|---|---|
| Maciez e Baixa Resistência | O material rasga em vez de cisalhar | Acabamento superficial ruim, rebarbas significativas |
| Alta Expansão Térmica | Expande/contrai com o calor | Dimensões finais imprecisas após o resfriamento |
| Fluência Sob Tensão (Fluxo a Frio) | Deforma sob pressão | Dificuldade em manter tolerâncias rigorosas |
| Condução de Calor Inadequada | O calor se concentra no ponto da ferramenta | Risco de derretimento, acúmulo de material, desgaste da ferramenta |
Precisa de Componentes de PTFE Usinados com Precisão que Superem Esses Desafios?
Na KINTEK, somos especializados na usinagem de Teflon e outros plásticos de alto desempenho para os setores de semicondutores, médico, laboratorial e industrial. Entendemos as propriedades exclusivas do PTFE e temos a experiência e as ferramentas especializadas para gerenciar eficazmente a maciez, a expansão térmica e a fluência sob tensão.
Entregamos a precisão que você exige, desde protótipos personalizados até produção de alto volume, garantindo que seus componentes atendam às especificações exatas sem comprometer os benefícios inerentes do material.
Permita-nos colocar nossa experiência a serviço do seu projeto. Entre em contato com nossa equipe de engenharia hoje mesmo para uma consulta!
Guia Visual
Produtos relacionados
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Fabricante de peças de teflon PTFE moldadas personalizadas para laboratório ITO FTO Cesto de flores para limpeza de vidro condutor
- Aparelhos de Laboratório em PTFE Personalizados, Células de Reação de Baixo Background Resistentes à Corrosão, Fabricação CNC de Precisão
- Fabricante de peças de PTFE personalizadas para peças de Teflon e pinças de PTFE
- Hastes de PTFE personalizáveis para aplicações industriais avançadas
As pessoas também perguntam
- Quais são as opções de personalização disponíveis para materiais de PTFE? Adapte o desempenho à sua aplicação
- Peças usinadas de PTFE podem ser personalizadas? Obtenha Soluções de Precisão para Aplicações Exigentes
- Peças de PTFE podem ser personalizadas de acordo com requisitos específicos? Obtenha Componentes de PTFE Personalizados de Precisão
- O que torna o PTFE usinado adequado para aplicações industriais? Desempenho Inigualável em Condições Extremas
- Quais são as vantagens da usinagem de PTFE em relação a outros materiais? Desbloqueie Desempenho Superior em Ambientes Hostis



















