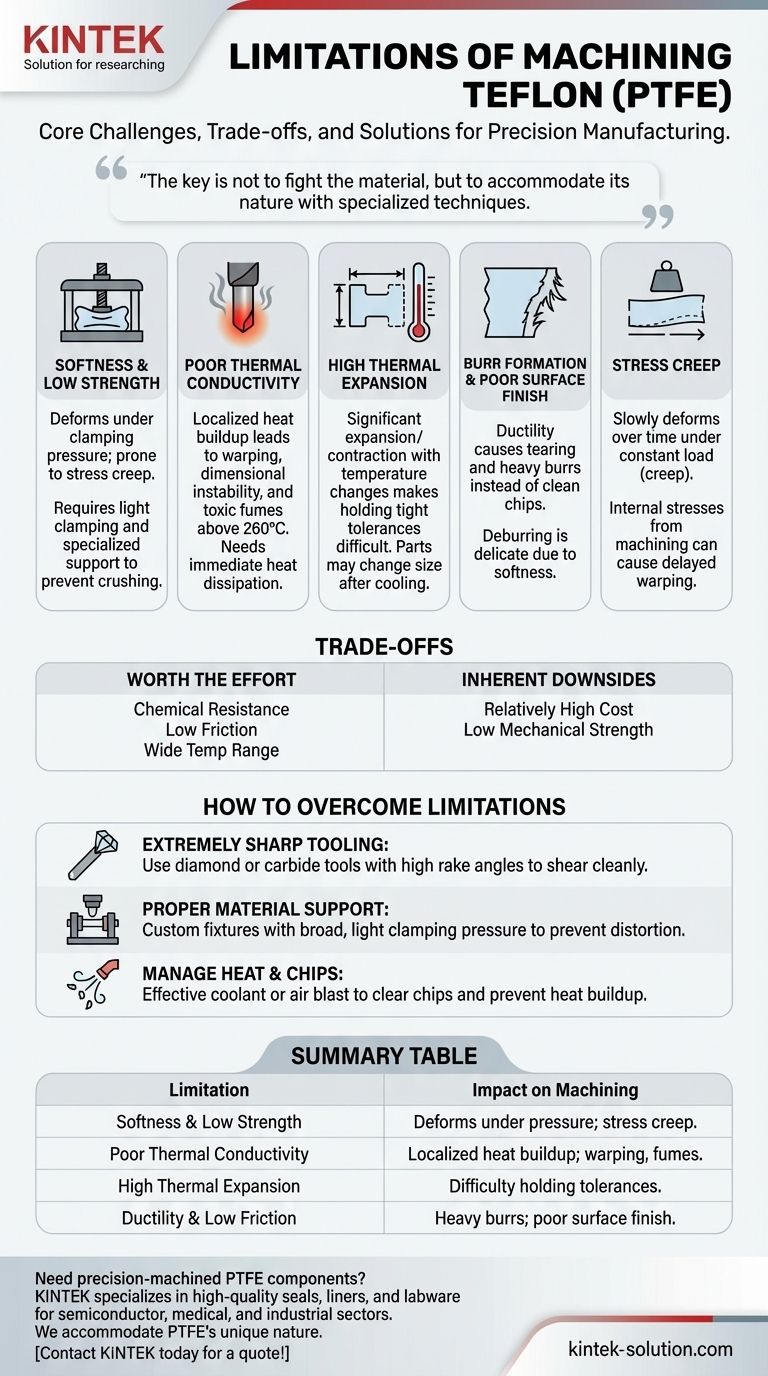
As principais limitações da usinagem de Teflon (PTFE) são sua maciez inerente, baixa condutividade térmica e alto coeficiente de expansão térmica. Essa combinação única o torna propenso a deformação sob pressão de fixação, empenamento devido ao acúmulo de calor localizado e incapacidade de manter tolerâncias apertadas. Sua baixa resistência mecânica e tendência a formar rebarbas pesadas em vez de cavacos limpos complicam ainda mais a criação de componentes precisos.
Embora as propriedades excepcionais do PTFE, como inércia química e baixo atrito, o tornem muito valioso, essas mesmas características são a fonte direta de seus desafios de usinagem. A chave é não lutar contra o material, mas acomodar sua natureza com técnicas especializadas.

Os Desafios Centrais da Usinagem de PTFE
Compreender as maneiras específicas como o PTFE se comporta durante a usinagem é o primeiro passo para superar suas limitações. Cada propriedade apresenta um desafio distinto que requer uma estratégia deliberada para ser gerenciado.
Deformação Sob Pressão
O PTFE é extremamente macio e maleável. As pressões de fixação padrão usadas para metais ou mesmo outros plásticos podem facilmente esmagar, distorcer ou marcar a superfície de uma peça de PTFE antes mesmo de o primeiro corte ser feito.
Essa maciez significa que o material tende a se afastar da ferramenta de corte em vez de cisalhar de forma limpa, levando a imprecisões.
Baixa Condutividade Térmica
Ao contrário dos metais que dissipam o calor rapidamente, o PTFE é um excelente isolante. O atrito da ferramenta de corte gera calor que se concentra em uma área muito pequena.
Esse aquecimento localizado pode fazer com que o material amoleça, expanda ou até se decomponha, levando a empenamento e instabilidade dimensional. Se as temperaturas excederem 260°C (500°F), o PTFE começará a se decompor e liberar fumos tóxicos, criando um risco significativo à segurança.
Alta Expansão Térmica
O PTFE se expande e contrai significativamente com as mudanças de temperatura. Mesmo o calor modesto gerado durante uma passagem de usinagem leve pode fazer o material crescer.
Isso torna a manutenção de tolerâncias apertadas um desafio primordial. Uma peça que mede perfeitamente enquanto está quente da usinagem pode estar fora de especificação assim que esfriar até a temperatura ambiente.
Formação de Rebarbas e Acabamento Superficial Ruim
A ductilidade e o baixo atrito do material significam que ele frequentemente rasga ou esfrega em vez de formar um cavaco limpo. Esse comportamento resulta em rebarbas pesadas e difíceis de remover ao longo das bordas dos cortes.
A rebarbação do PTFE é um processo delicado, pois a mesma maciez que cria as rebarbas torna a peça suscetível a danos durante sua remoção.
Fluência de Tensão (Stress Creep) e Baixa Resistência
O PTFE tem baixa resistência à tração e está sujeito à "fluência" (creep), o que significa que ele se deformará lentamente ao longo do tempo quando submetido a uma carga constante. Esta é uma limitação do material que deve ser considerada na aplicação final da peça.
Durante a usinagem, tensões internas podem ser introduzidas, o que pode fazer com que a peça se deforme ou mude de forma horas ou até dias após a conclusão do trabalho.
Compreendendo as Compensações (Trade-offs)
Apesar desses desafios significativos de usinagem, o PTFE continua sendo um material crítico em muitas indústrias. Suas limitações são toleradas porque suas vantagens são frequentemente impossíveis de replicar com outros polímeros.
Por Que Vale o Esforço
Os principais motivos para escolher o PTFE são sua resistência química quase universal, um coeficiente de atrito extremamente baixo (tornando-o uma das substâncias mais escorregadias conhecidas) e uma ampla faixa de temperatura operacional (de -200°C a 260°C).
As Desvantagens Inerentes
Além das dificuldades de usinagem, as principais compensações são seu custo relativamente alto em comparação com outros polímeros e sua baixa resistência mecânica. O PTFE não é um material estrutural; é um material especializado escolhido por suas propriedades de superfície, faixa de temperatura e inércia química.
Como Superar as Limitações
A usinagem bem-sucedida de PTFE depende de um conjunto específico de melhores práticas projetadas para mitigar os desafios mencionados acima.
Use Ferramentas Extremamente Afiadas
Este é o fator mais crítico. As ferramentas devem ser excepcionalmente afiadas, muitas vezes com ângulos de ataque e folga elevados, para cisalhar o material de forma limpa em vez de empurrá-lo. Ferramentas de diamante ou de carboneto de graus específicos são frequentemente recomendadas para manter uma borda afiada.
Forneça Suporte Adequado ao Material
Dispositivos de fixação personalizados que suportam toda a peça de trabalho são essenciais para evitar a deformação. A pressão de fixação deve ser distribuída amplamente e aplicada levemente para segurar a peça com segurança sem distorção.
Gerencie o Calor e os Cavacos de Forma Eficaz
O uso de um refrigerante nem sempre é para resfriar a peça, mas sim para remover os cavacos imediatamente. Um jato de ar comprimido ou um refrigerante de inundação solúvel em água e não aromático pode impedir o acúmulo de cavacos, que de outra forma isolaria a zona de corte e prenderia o calor.
Fazendo a Escolha Certa para o Seu Objetivo
Sua estratégia de usinagem deve ser ditada pela característica mais crítica de sua peça final.
- Se seu foco principal é alcançar tolerâncias apertadas: Você deve priorizar o gerenciamento térmico, usando refrigerantes e potencialmente permitindo que a peça se normalize entre as passagens de desbaste e acabamento.
- Se seu foco principal é um acabamento superficial limpo e sem rebarbas: O fator mais importante é usar ferramentas de corte dedicadas e extremamente afiadas com geometria projetada para plásticos macios.
- Se seu foco principal é evitar a deformação da peça: Use dispositivos de fixação personalizados que forneçam suporte máximo com pressão de fixação mínima e distribuída uniformemente.
Ao reconhecer suas limitações e adaptar sua técnica, o PTFE pode ser usinado em componentes altamente precisos e confiáveis que aproveitam suas propriedades únicas e valiosas.
Tabela de Resumo:
| Limitação | Impacto na Usinagem |
|---|---|
| Maciez e Baixa Resistência | Deforma sob pressão de fixação; propenso à fluência de tensão. |
| Baixa Condutividade Térmica | O acúmulo de calor localizado causa empenamento e fumos tóxicos. |
| Alta Expansão Térmica | Dificuldade em manter tolerâncias apertadas à medida que a peça esfria. |
| Ductilidade e Baixo Atrito | Forma rebarbas pesadas e acabamento superficial ruim em vez de cavacos limpos. |
Precisa de componentes de PTFE usinados com precisão que superem esses desafios inerentes?
Na KINTEK, nos especializamos na fabricação de componentes de PTFE de alta qualidade (vedações, revestimentos, utensílios de laboratório e mais) para os setores de semicondutores, médico, laboratorial e industrial. Nossa experiência reside em acomodar a natureza única do PTFE com técnicas especializadas, desde dispositivos de fixação personalizados até ferramentas afiadas, garantindo que suas peças atendam às especificações exatas sem deformação ou empenamento.
Oferecemos fabricação personalizada, de protótipos a pedidos de alto volume, priorizando a produção de precisão para fornecer componentes confiáveis que aproveitam a resistência química excepcional e o baixo atrito do PTFE.
Entre em contato com a KINTEK hoje para discutir os requisitos do seu projeto e obter um orçamento!
Guia Visual
Produtos relacionados
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Funil de Separação de Pressão Constante PTFE Personalizado, Resistente à Corrosão e de Baixo Ruído de Fundo para Frascos PFA
- Aparelhos de Laboratório em PTFE Personalizados, Células de Reação de Baixo Background Resistentes à Corrosão, Fabricação CNC de Precisão
- Peneira de Reação PTFE de Alta Temperatura com Camadas Personalizáveis e Tamanhos de Poros de Precisão para Dispositivos de Separação de Amostras Roscados
- Impulsor de Agitação de PTFE Resistente à Corrosão e Disco de Dispersão de Politetrafluoretileno Personalizável
As pessoas também perguntam
- Quais são as vantagens da usinagem de PTFE em relação a outros materiais? Desbloqueie Desempenho Superior em Ambientes Hostis
- Quais são as principais vantagens de usar PTFE para peças personalizadas? Resolva Desafios Complexos de Engenharia
- Como são tipicamente fabricados os recipientes e aparelhos de laboratório de PTFE? Dentro do Processo de Usinagem de Precisão
- Como os recipientes de Politetrafluoretileno (PTFE) se comportam em relação à permeação de gases? Insights de especialistas sobre absorção de solventes
- O que torna o PTFE usinado adequado para aplicações industriais? Desempenho Inigualável em Condições Extremas



















