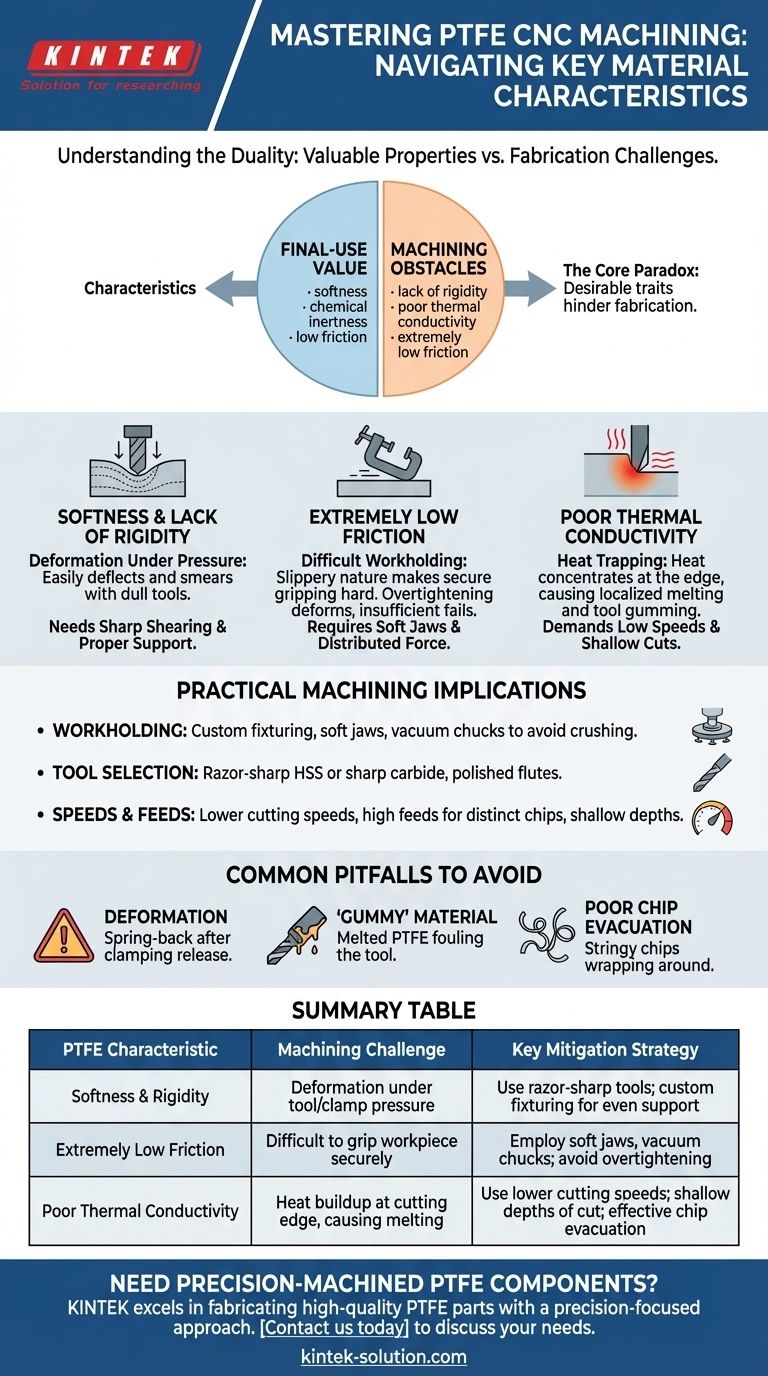
Em sua essência, a usinagem CNC de PTFE é regida por um paradoxo central: suas propriedades mais valiosas no uso final — maciez, inércia química e uma superfície de baixo atrito — são as próprias características que apresentam os maiores desafios durante a fabricação. As principais propriedades do material que afetam sua usinagem são sua falta de rigidez, que leva à deformação sob pressão, sua má condutividade térmica, que retém o calor na aresta de corte, e seu coeficiente de atrito extremamente baixo, que dificulta a fixação segura da peça.
O desafio fundamental na usinagem de PTFE não é cortá-lo, mas controlá-lo. O sucesso depende de técnicas que gerenciem a deformação do material e o acúmulo localizado de calor, que são consequências diretas da maciez inerente do material e da má dissipação térmica.

A Dualidade das Propriedades Centrais do PTFE
O PTFE é frequentemente escolhido por sua combinação única de características. No entanto, para um usinador, esses mesmos traços devem ser entendidos como obstáculos potenciais à precisão.
Maciez e Falta de Rigidez
O PTFE é um material macio que carece de rigidez estrutural. Ele se deflete facilmente sob a pressão de uma ferramenta de corte ou força de fixação.
Essa maciez significa que as ferramentas devem estar excepcionalmente afiadas para cisalhar o material de forma limpa, em vez de empurrá-lo, o que faria com que ele se deformasse, rasgasse ou "espalhasse" em vez de cortar.
Sem suporte adequado, o material também pode vibrar ou "chocalhar" durante a usinagem, resultando em mau acabamento superficial e dimensões imprecisas.
Coeficiente de Atrito Extremamente Baixo
O PTFE possui um dos coeficientes de atrito mais baixos de qualquer sólido, tornando-o incrivelmente "escorregadio". Isso é excelente para aplicações como revestimentos antiaderentes e mancais de baixo atrito.
Durante a usinagem, no entanto, essa propriedade torna difícil agarrar a peça de trabalho com segurança. Apertar demais uma braçadeira deformará o material macio, enquanto pressão insuficiente permitirá que a peça se desloque ou gire.
Características Térmicas
O PTFE tem um ponto de fusão muito alto (327°C) e excelente temperatura de serviço contínuo (260°C), tornando-o estável em ambientes quentes.
Crucialmente, no entanto, ele é um mau condutor térmico. O calor gerado pelo atrito da ferramenta de corte não se dissipa rapidamente através do material. Esse calor se concentra na aresta de corte, o que pode causar fusão localizada, acúmulo de material na ferramenta e empenamento da peça, mesmo em temperaturas bem abaixo de seu ponto de fusão geral.
Implicações Práticas de Usinagem
Compreender essas propriedades informa diretamente a estratégia para usinar com sucesso componentes de PTFE. Uma abordagem especializada é inegociável.
A Fixação da Peça é o Principal Desafio
Garantir o estoque de PTFE sem distorção é a primeira e mais crítica etapa. Mordentes de torno padrão com alta pressão de fixação esmagarão o material.
A fixação personalizada, mordentes macios ou mandris a vácuo são frequentemente necessários para distribuir a força de fixação uniformemente e segurar a peça com segurança com pressão mínima.
Seleção e Geometria da Ferramenta
As ferramentas devem estar afiadas como navalhas. Qualquer perda de afiação aumentará as forças de corte, levando à deformação do material e geração de calor.
Ferramentas de aço rápido (HSS) ou de metal duro sem revestimento e com arestas afiadas são frequentemente recomendadas. Flautas polidas ajudam a evitar que as cavacos "gomosos" grudem na ferramenta.
Velocidades, Avanços e Profundidade de Corte
Uma abordagem contraintuitiva é necessária. Para gerenciar o calor, são usadas velocidades de corte mais baixas. Isso reduz o atrito e a energia introduzida na peça.
As taxas de avanço devem ser altas o suficiente para produzir uma cavaco distinta e evitar o atrito, mas não tão altas a ponto de exercer força excessiva. Profundidades de corte rasas são essenciais para minimizar o acúmulo de calor e a pressão de corte.
Armadilhas Comuns a Evitar
Ignorar a natureza única do PTFE leva a falhas previsíveis. A conscientização sobre esses problemas comuns é fundamental para evitá-los.
Deformação Sob Pressão de Fixação
Este é o erro não forçado mais frequente. Um usinador pode fixar um tarugo de PTFE em um torno, e a peça pode parecer perfeitamente dimensionada enquanto está fixada. No entanto, uma vez liberada, o material volta ao normal, revelando que foi comprimido e agora está fora de tolerância.
O Problema do Material "Gomoso"
Quando muito calor é gerado, o PTFE na aresta de corte não forma uma cavaco limpa. Em vez disso, torna-se macio e pegajoso, sujando a ferramenta de corte. Isso arruína o acabamento superficial e pode levar rapidamente a uma falha catastrófica da ferramenta.
Má Evacuação de Cavacos
O PTFE produz cavacos contínuos e fibrosos. Se não forem gerenciados adequadamente, esses cavacos podem envolver a ferramenta e a peça de trabalho, derretendo na superfície e manchando o acabamento. A remoção eficaz de cavacos, muitas vezes com ar comprimido, é vital.
Fazendo a Escolha Certa para o Seu Processo
Sua estratégia de usinagem deve ser adaptada aos requisitos específicos do componente final.
- Se seu foco principal for precisão e tolerâncias apertadas: Priorize ferramentas afiadas, força de fixação mínima e distribuída uniformemente, e passes de acabamento muito leves.
- Se seu foco principal for excelente acabamento superficial: Concentre-se em gerenciar o calor usando velocidades de corte mais baixas, ferramentas afiadas e evacuação eficaz de cavacos para evitar qualquer fusão localizada.
- Se seu foco principal for produção de alto volume: Invista em fixação personalizada que permita uma fixação rápida, repetível e segura sem causar deformação do material.
Em última análise, tratar o PTFE como um material único que requer finesse em vez de força é a chave para produzir componentes de alta qualidade e com dimensões precisas.
Tabela de Resumo:
| Característica do PTFE | Desafio de Usinagem | Estratégia de Mitigação Chave |
|---|---|---|
| Maciez e Falta de Rigidez | Deformação sob pressão da ferramenta/fixação | Usar ferramentas afiadas como navalhas; fixação personalizada para suporte uniforme |
| Atrito Extremamente Baixo | Dificuldade em segurar a peça de trabalho com segurança | Empregar mordentes macios, mandris a vácuo; evitar aperto excessivo |
| Má Condutividade Térmica | Acúmulo de calor na aresta de corte, causando fusão | Usar velocidades de corte mais baixas; profundidades de corte rasas; evacuação eficaz de cavacos |
Precisa de componentes de PTFE usinados com precisão?
A usinagem de PTFE exige experiência especializada para superar seus desafios únicos. Na KINTEK, nos destacamos na fabricação de peças de PTFE de alta qualidade (vedações, revestimentos, artigos de laboratório e mais) para os setores de semicondutores, médico, laboratorial e industrial. Nossa abordagem focada na precisão garante que seus componentes atendam às especificações exatas, desde protótipos até produção de alto volume.
Entre em contato conosco hoje para discutir suas necessidades de usinagem de PTFE e se beneficiar de nossa experiência técnica!
Guia Visual
Produtos relacionados
- Aparelhos de Laboratório em PTFE Personalizados, Células de Reação de Baixo Background Resistentes à Corrosão, Fabricação CNC de Precisão
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Raspadores e pás de PTFE personalizáveis para aplicações exigentes
- Fabricante de peças de teflon PTFE moldadas personalizadas para laboratório ITO FTO Cesto de flores para limpeza de vidro condutor
- Funil de Separação de Pressão Constante PTFE Personalizado, Resistente à Corrosão e de Baixo Ruído de Fundo para Frascos PFA
As pessoas também perguntam
- Quais são as vantagens mecânicas e de segurança do uso de aparelhos de PTFE em um laboratório? Melhore a Segurança e a Durabilidade
- Que tipos de produtos acabados são feitos de PTFE? Vedações, Mancais, Material de Laboratório e Mais
- Qual é a faixa de temperatura operacional para artigos de laboratório de PTFE? Dominando os Limites Térmicos de -200°C a +260°C
- Que material é usado para moldar artigos de laboratório em PTFE? A Importância Crítica da Resina de PTFE Pura
- Como o PTFE minimiza a contaminação da amostra? Garanta Pureza Inigualável para Análises Críticas



















