Usinar Politetrafluoroetileno (PTFE) com sucesso requer uma abordagem específica que difere significativamente do trabalho com metais ou plásticos mais duros. Os principais aspectos envolvem o gerenciamento de suas propriedades únicas de material através de seleção especializada de ferramentas, parâmetros de máquina otimizados, fixação cuidadosa e considerações pós-usinagem para controlar sua instabilidade inerente.
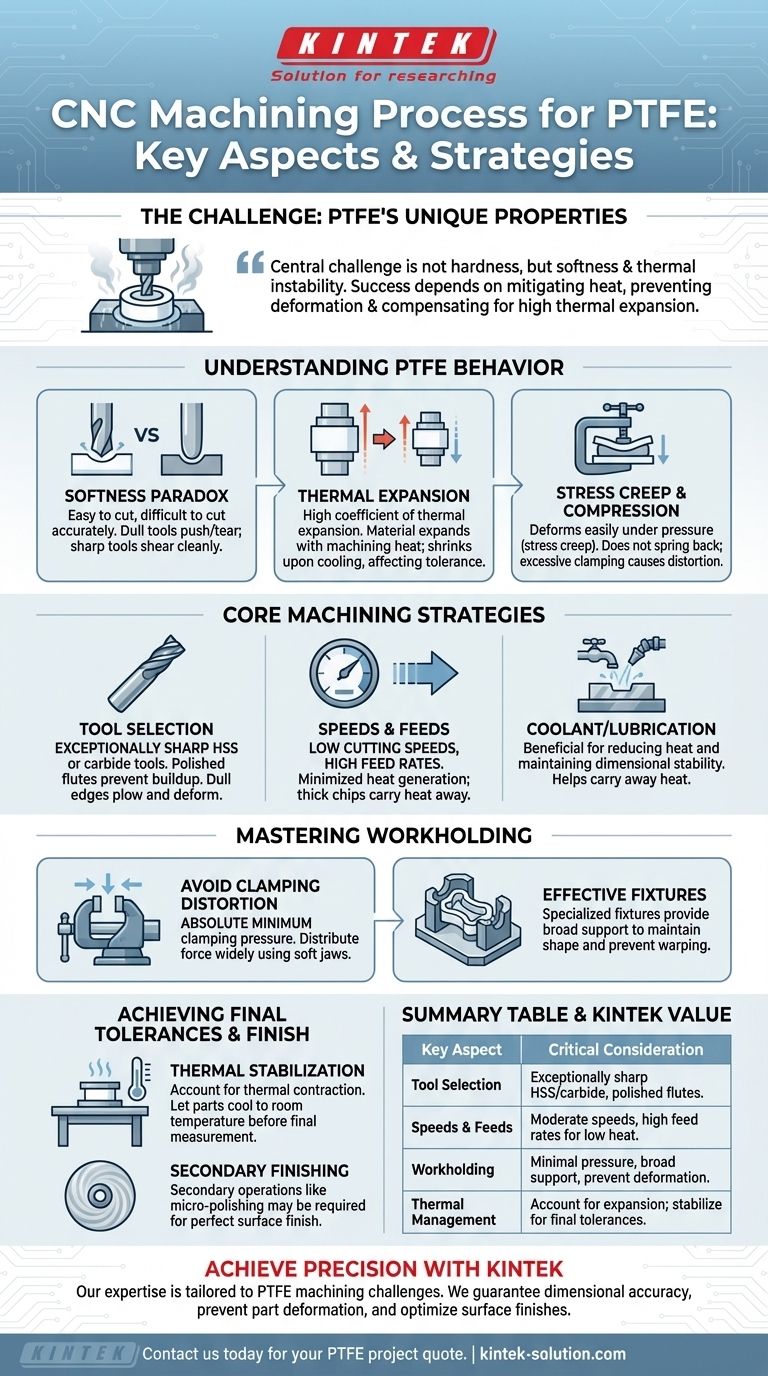
O desafio central na usinagem de PTFE não é sua dureza, mas sua maciez e instabilidade térmica. O sucesso depende inteiramente de mitigar a geração de calor, prevenir a deformação por forças de fixação e compensar sua alta expansão térmica para alcançar precisão dimensional.

Compreendendo o Comportamento Único de Usinagem do PTFE
Para usinar PTFE de forma eficaz, você deve primeiro entender suas propriedades essenciais. Suas características apresentam um paradoxo: é fácil de cortar, mas difícil de cortar com precisão.
O Paradoxo da Maciez
A maciez do PTFE e seu coeficiente de atrito muito baixo significam que as ferramentas de corte se movem através dele com pouca resistência.
No entanto, essa mesma maciez significa que o material pode ser facilmente empurrado ou rasgado por uma ferramenta cega, em vez de ser cortado de forma limpa, levando a um acabamento superficial ruim.
O Desafio da Expansão Térmica
O PTFE possui um coeficiente de expansão térmica muito alto. Mesmo o calor mínimo gerado durante a usinagem fará com que o material se expanda significativamente.
À medida que a peça esfria, ela encolherá, o que significa que uma peça que estava perfeitamente dentro das especificações na máquina pode ficar subdimensionada depois de estabilizada à temperatura ambiente.
O Problema da Deformação por Tensão e Compressão
Este material deforma-se facilmente sob pressão e não retorna à sua forma original. Isso é conhecido como deformação por tensão (stress creep).
A pressão excessiva de fixação em uma morsa ou dispositivo de fixação comprimirá o material, levando a dimensões imprecisas e potencialmente empenando a peça assim que for liberada.
Estratégias e Parâmetros Essenciais de Usinagem
Um processo de usinagem de PTFE bem-sucedido é construído sobre uma base de controle de calor e forças físicas.
Seleção de Ferramentas: A Afiação é Inegociável
Suas ferramentas de corte devem ser excepcionalmente afiadas, com canais polidos para evitar o acúmulo de material. Aço Rápido (HSS) ou ferramentas de metal duro são ambos eficazes.
Uma aresta cega irá arar o material em vez de cortá-lo, gerando excesso de calor e deformando a peça.
Velocidades e Avanços: Uma Abordagem de Baixo Calor
Use velocidades de corte moderadas a baixas para minimizar a geração de calor. RPMs altas farão com que o material aqueça rapidamente, expanda e não mantenha a tolerância.
Empregue uma alta taxa de avanço e uma profundidade de corte relativamente pequena. Isso cria um cavaco mais espesso que afasta o calor da peça de trabalho e garante que a ferramenta esteja continuamente cortando material novo.
O Papel do Fluido de Corte e Lubrificação
Embora nem sempre seja necessário, o uso de um lubrificante ou fluido de corte pode ser benéfico.
Seu principal objetivo é reduzir e dissipar o calor, ajudando a manter a estabilidade dimensional da peça de trabalho durante a operação de corte.
Dominando a Fixação e Dispositivos de Fixação
A forma como você segura o estoque de PTFE é um dos fatores mais críticos para o sucesso. A fixação inadequada é uma causa primária de peças defeituosas.
Evitando a Distorção por Fixação
Use a pressão de fixação mínima absoluta necessária para segurar a peça com segurança. O aperto excessivo irá inevitavelmente comprimir e distorcer a peça de trabalho.
Distribua a força de fixação sobre uma ampla área de superfície usando mordentes macios ou dispositivos de fixação personalizados para evitar a criação de pontos de pressão que podem deformar permanentemente o material.
Projetando Dispositivos de Fixação Eficazes
Para peças complexas, considere dispositivos de fixação especializados projetados para materiais macios. Esses dispositivos devem fornecer amplo suporte em toda a peça para manter sua forma e evitar empenamento durante a usinagem.
Alcançando Tolerâncias Finais e Acabamento
As etapas finais são cruciais para garantir que a peça atenda às suas especificações exigidas depois de sair da máquina.
Considerando Alterações Pós-Usinagem
Para alcançar tolerâncias apertadas, você deve considerar a contração térmica. Muitas vezes é necessário deixar a peça esfriar e estabilizar à temperatura ambiente antes de fazer uma medição final ou realizar um passe de acabamento.
Operações de Acabamento Secundárias
A maciez do PTFE pode tornar o alcance de uma superfície perfeitamente lisa diretamente da máquina um desafio. Processos secundários como micropolimento podem ser necessários para atender a requisitos específicos de acabamento superficial.
Como Aplicar Isso ao Seu Projeto
Sua estratégia de usinagem específica deve ser guiada pelo resultado mais crítico do seu projeto.
- Se o seu foco principal é alcançar tolerâncias dimensionais apertadas: Sua estratégia deve girar em torno do gerenciamento agressivo de calor e permitir que a peça se estabilize antes da medição final.
- Se o seu foco principal é um excelente acabamento superficial: Use ferramentas excepcionalmente afiadas e polidas com um alto ângulo de saída positivo e planeje possíveis operações de acabamento secundárias.
- Se o seu foco principal é evitar a deformação da peça: Projete dispositivos de fixação que forneçam suporte amplo e suave e treine os operadores para usar a pressão de fixação mínima absoluta necessária.
Ao respeitar as propriedades únicas do PTFE em vez de lutar contra elas, você pode alcançar resultados precisos e confiáveis de forma consistente.
Tabela Resumo:
| Aspecto Chave | Consideração Crítica |
|---|---|
| Seleção de Ferramentas | Ferramentas de HSS ou metal duro excepcionalmente afiadas com canais polidos. |
| Velocidades e Avanços | Velocidades moderadas, altas taxas de avanço para minimizar a geração de calor. |
| Fixação | Pressão de fixação mínima com amplo suporte para evitar deformação. |
| Gerenciamento Térmico | Considerar a alta expansão térmica; permitir que as peças estabilizem para tolerâncias finais. |
Obtenha componentes de PTFE usinados com precisão com a KINTEK.
Nossa experiência é especificamente adaptada aos desafios únicos da usinagem de PTFE, Teflon® e outros polímeros de alto desempenho. Entendemos que o sucesso depende do gerenciamento da maciez e da expansão térmica para atender às suas especificações exatas para vedações, revestimentos, artigos de laboratório e peças personalizadas.
Nós entregamos valor por:
- Garantindo Precisão Dimensional: Nossos processos especializados consideram as propriedades do PTFE para garantir que suas peças atendam a tolerâncias apertadas.
- Prevenindo a Deformação da Peça: Usamos dispositivos de fixação personalizados e técnicas precisas de fixação para evitar deformação por tensão e empenamento.
- Otimizando Acabamentos Superficiais: Desde a usinagem inicial até o polimento secundário, alcançamos a qualidade de superfície que sua aplicação exige.
Seja para protótipos ou produção em alto volume para as indústrias de semicondutores, médica ou laboratorial, confie na KINTEK para precisão e confiabilidade.
Entre em contato conosco hoje para discutir seu projeto de usinagem de PTFE e obter um orçamento.
Guia Visual
Produtos relacionados
- Aparelhos de Laboratório em PTFE Personalizados, Células de Reação de Baixo Background Resistentes à Corrosão, Fabricação CNC de Precisão
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Filtro de PTFE de Alta Pureza com Conexões de Válvula PFA e Placa de Peneira Integrada para Processamento de Fluidos Corrosivos
- Tanque Quadrado de PTFE Personalizado de Alta Pureza, Cilindro de Ácido para Limpeza e Imersão de Semicondutores, Tanque de Filtração de Fluoropolímero Resistente à Corrosão
- Raspadores e pás de PTFE personalizáveis para aplicações exigentes
As pessoas também perguntam
- Qual é a faixa de compatibilidade química para aparelhos de laboratório de PTFE? Explore a Resistência Química Quase Universal.
- Quais são as opções de personalização disponíveis para materiais de PTFE? Adapte o desempenho à sua aplicação
- Qual é a faixa de temperatura operacional para artigos de laboratório de PTFE? Dominando os Limites Térmicos de -200°C a +260°C
- Quais são os usos em equipamentos médicos e laboratoriais do PTFE? Desvende a Biocompatibilidade e a Resistência Química
- Como o PTFE minimiza a contaminação da amostra? Garanta Pureza Inigualável para Análises Críticas



















