Para usinar PTFE com sucesso, você deve usar ferramentas extremamente afiadas, altas velocidades de corte, baixas taxas de avanço e uma profundidade de corte rasa. Como o PTFE é macio e se expande significativamente com o calor, a aplicação de um fluxo constante de refrigerante é fundamental para gerenciar a temperatura, evitar a deformação e atingir tolerâncias dimensionais apertadas.
O desafio central na usinagem de PTFE não é sua dureza, mas sim sua maciez, baixa resistência e alta expansão térmica. O sucesso depende inteiramente da minimização das forças de corte e do acúmulo de calor para evitar que o material se deforme ou derreta durante o processo.

Os Desafios Únicos da Usinagem de PTFE
O politetrafluoretileno (PTFE), frequentemente conhecido pela marca Teflon, apresenta um conjunto exclusivo de desafios de usinagem. Entender essas propriedades é o primeiro passo para produzir peças precisas.
Gerenciando a Maciez e a Deformação
O PTFE é um material excepcionalmente macio. Isso significa que ele pode ser facilmente comprimido ou distorcido por ferramentas de corte cegas ou pressão excessiva de fixação dos dispositivos de fixação.
Em vez de ser cortado de forma limpa, o material pode ser empurrado ou "arado" por uma ferramenta que não está afiada o suficiente, levando a um acabamento superficial ruim e imprecisão dimensional.
Alto Coeficiente de Expansão Térmica
O PTFE se expande e contrai com as mudanças de temperatura muito mais do que metais ou mesmo muitos outros plásticos.
Mesmo uma pequena quantidade de calor gerada pelo processo de corte pode fazer com que a peça de trabalho se expanda, alterando as dimensões críticas. Quando a peça esfria, ela será menor do que o pretendido, tornando o controle de tolerância uma preocupação primordial.
O Impacto dos Aditivos (Vidro, Carbono, Grafite)
Para melhorar suas propriedades mecânicas, o PTFE é frequentemente misturado com aditivos como vidro, carbono ou grafite. Esses compostos de PTFE oferecem melhor resistência ao desgaste, maior estabilidade e menor deformação sob carga.
No entanto, esses aditivos também tornam o material significativamente mais abrasivo. A usinagem de PTFE com aditivos causará desgaste rápido da ferramenta, exigindo ferramentas de corte mais duras e duráveis para manter a nitidez e a precisão.
Estratégias e Parâmetros Fundamentais de Usinagem
Obter um resultado de alta qualidade com PTFE requer uma abordagem deliberada que contrarie diretamente suas propriedades naturais.
A Seleção da Ferramenta é Crítica
Suas ferramentas de corte devem ser extremamente afiadas. Uma borda afiada fatia o material macio de forma limpa, enquanto uma borda cega o rasga.
Para PTFE virgem, ferramentas de aço rápido (HSS) podem funcionar, mas ferramentas com ponta de metal duro (carbeto) são uma escolha melhor para longevidade e nitidez. Para graus de PTFE com aditivos abrasivos, o metal duro é essencial para resistir ao desgaste.
Otimizando Velocidades e Avanços
A regra geral para PTFE é alta velocidade, baixo avanço.
- Velocidades de Corte: Mantenha altas velocidades de corte, tipicamente na faixa de 200 a 500 m/min (até 1000 m/min em alguns casos). Isso permite que a ferramenta corte o material antes que um calor significativo possa se acumular.
- Taxas de Avanço: Use taxas de avanço mais lentas, em torno de 0,1 a 0,5 mm/rev. Um avanço lento reduz as forças de corte exercidas sobre o material, evitando que ele vibre ou se deforme.
O Papel do Refrigerante
Um suprimento constante e generoso de refrigerante é inegociável. O refrigerante serve a duas funções principais.
Primeiro, ele gerencia o calor no ponto de corte, prevenindo a expansão térmica e preservando a precisão dimensional. Segundo, ele ajuda a remover as cavacos, que de outra forma poderiam ficar pastosos e envolver a ferramenta.
Controlando a Profundidade de Corte
Use uma profundidade de corte rasa. Uma boa diretriz é não exceder um terço do diâmetro da ferramenta de corte.
Isso minimiza a pressão sobre a peça de trabalho, reduzindo ainda mais o risco de deformação e vibração da ferramenta, o que é comum com materiais macios.
Armadilhas Comuns a Evitar
O sucesso com PTFE muitas vezes reside em evitar erros comuns relacionados às suas propriedades exclusivas.
Fixação Inadequada da Peça de Trabalho
Aperto excessivo de uma morsa ou grampo pode facilmente esmagar ou deformar uma peça de PTFE antes mesmo do primeiro corte ser feito.
Use dispositivos de fixação que distribuam a força de aperto sobre uma ampla área de superfície, como mordentes macios ou dispositivos de fixação a vácuo, para segurar a peça de trabalho com segurança sem distorção.
Ignorar o Desgaste da Ferramenta
Isso é especialmente crítico com PTFE com aditivos. À medida que a ferramenta cega devido aos aditivos abrasivos, as forças de corte aumentam, o calor se acumula e o acabamento superficial se degrada rapidamente.
Inspecione regularmente suas ferramentas quanto à nitidez e substitua-as antes que causem problemas. Uma ferramenta afiada é seu ativo mais importante.
Fazendo a Escolha Certa para o Seu Objetivo
Sua abordagem deve ser adaptada ao grau específico de PTFE com o qual você está trabalhando e à precisão que sua peça final exige.
- Se seu foco principal for usinar PTFE virgem (sem aditivos): Priorize ferramentas extremamente afiadas e resfriamento agressivo para gerenciar sua maciez e alta expansão térmica.
- Se seu foco principal for usinar PTFE com aditivos (vidro, carbono): Use ferramentas de metal duro duras e resistentes ao desgaste e monitore-as de perto quanto ao embotamento causado pelos aditivos abrasivos.
- Se seu foco principal for alcançar tolerâncias de alta precisão: Enfatize a estabilidade do processo acima de tudo — fixação segura, mas suave, fluxo de refrigerante consistente e velocidades e avanços finamente ajustados são essenciais.
Ao respeitar as características únicas do material, você pode produzir de forma confiável componentes de PTFE precisos e de alta qualidade.
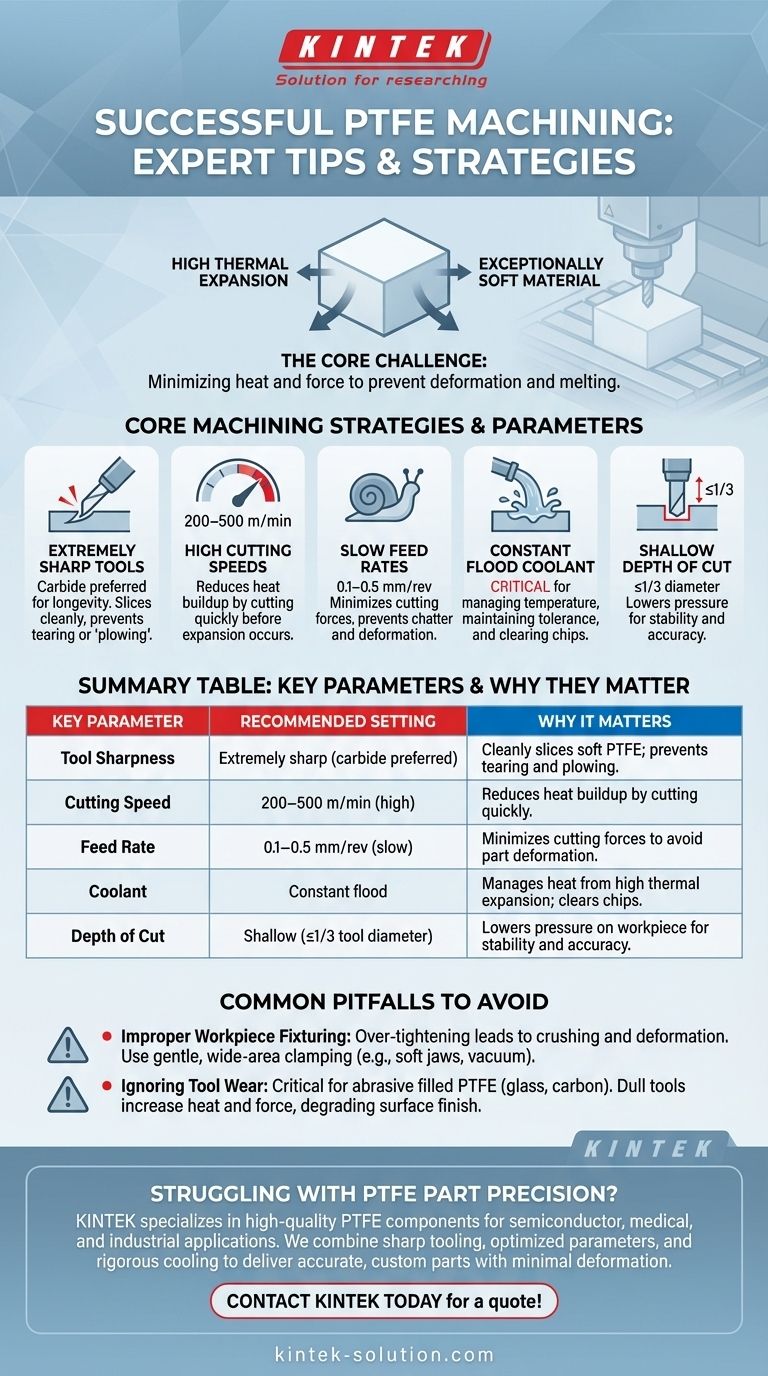
Tabela Resumo:
| Parâmetro Chave | Configuração Recomendada | Por Que é Importante |
|---|---|---|
| Nitidez da Ferramenta | Extremamente afiada (metal duro preferido) | Corta o PTFE macio de forma limpa; evita rasgos e arado. |
| Velocidade de Corte | 200–500 m/min (alta) | Reduz o acúmulo de calor ao cortar rapidamente. |
| Taxa de Avanço | 0,1–0,5 mm/rev (lenta) | Minimiza as forças de corte para evitar a deformação da peça. |
| Refrigerante | Fluxo constante | Gerencia o calor da alta expansão térmica; remove cavacos. |
| Profundidade de Corte | Rasa (≤1/3 do diâmetro da ferramenta) | Reduz a pressão sobre a peça de trabalho para estabilidade e precisão. |
Com dificuldades na precisão de peças de PTFE? A KINTEK é especializada na usinagem de componentes de PTFE de alta qualidade (vedações, revestimentos, artigos de laboratório) para aplicações em semicondutores, médicas e industriais. Combinamos ferramentas afiadas, parâmetros otimizados e resfriamento rigoroso para fornecer peças personalizadas — de protótipos a pedidos de alto volume — com tolerâncias exatas e deformação mínima. Deixe nossa experiência resolver seus desafios com PTFE. Entre em contato com a KINTEK hoje para um orçamento!
Guia Visual
Produtos relacionados
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Funil de Gotejamento de Pressão Constante Personalizado em Politetrafluoretileno (PTFE) – Conjunto de Controle de Fluido Resistente à Corrosão com Compatibilidade para Rolhas de Conversão
- Disco Dispersor de PTFE Resistente à Corrosão e Hélice de Agitação de Alta Temperatura para Mistura Química Laboratorial
- Funil de Separação de Pressão Constante PTFE Personalizado, Resistente à Corrosão e de Baixo Ruído de Fundo para Frascos PFA
- Raspadores e pás de PTFE personalizáveis para aplicações exigentes
As pessoas também perguntam
- Como são tipicamente fabricados os recipientes e aparelhos de laboratório de PTFE? Dentro do Processo de Usinagem de Precisão
- Quais são as opções de personalização disponíveis para materiais de PTFE? Adapte o desempenho à sua aplicação
- Quais são as vantagens da usinagem de PTFE em relação a outros materiais? Desbloqueie Desempenho Superior em Ambientes Hostis
- Quais são as principais vantagens de usar PTFE para peças personalizadas? Resolva Desafios Complexos de Engenharia
- Peças usinadas de PTFE podem ser personalizadas? Obtenha Soluções de Precisão para Aplicações Exigentes



















