Na prática, o coeficiente de atrito extremamente baixo do PTFE é uma faca de dois gumes durante a usinagem. Por um lado, permite cortes limpos com mínima adesão do material à ferramenta de corte, reduzindo o desgaste. Por outro lado, essa mesma escorregadia, combinada com a maciez inerente do material, torna excepcionalmente difícil segurá-lo firmemente e o torna propenso à distorção, exigindo ferramentas e técnicas específicas para manter tolerâncias apertadas.
O desafio central da usinagem de PTFE é que sua propriedade mais valiosa — a escorregadia — é também sua maior desvantagem na oficina. O sucesso depende de adaptar seu processo para acomodar seu baixo atrito e maciez, em vez de tentar combatê-los com métodos convencionais.

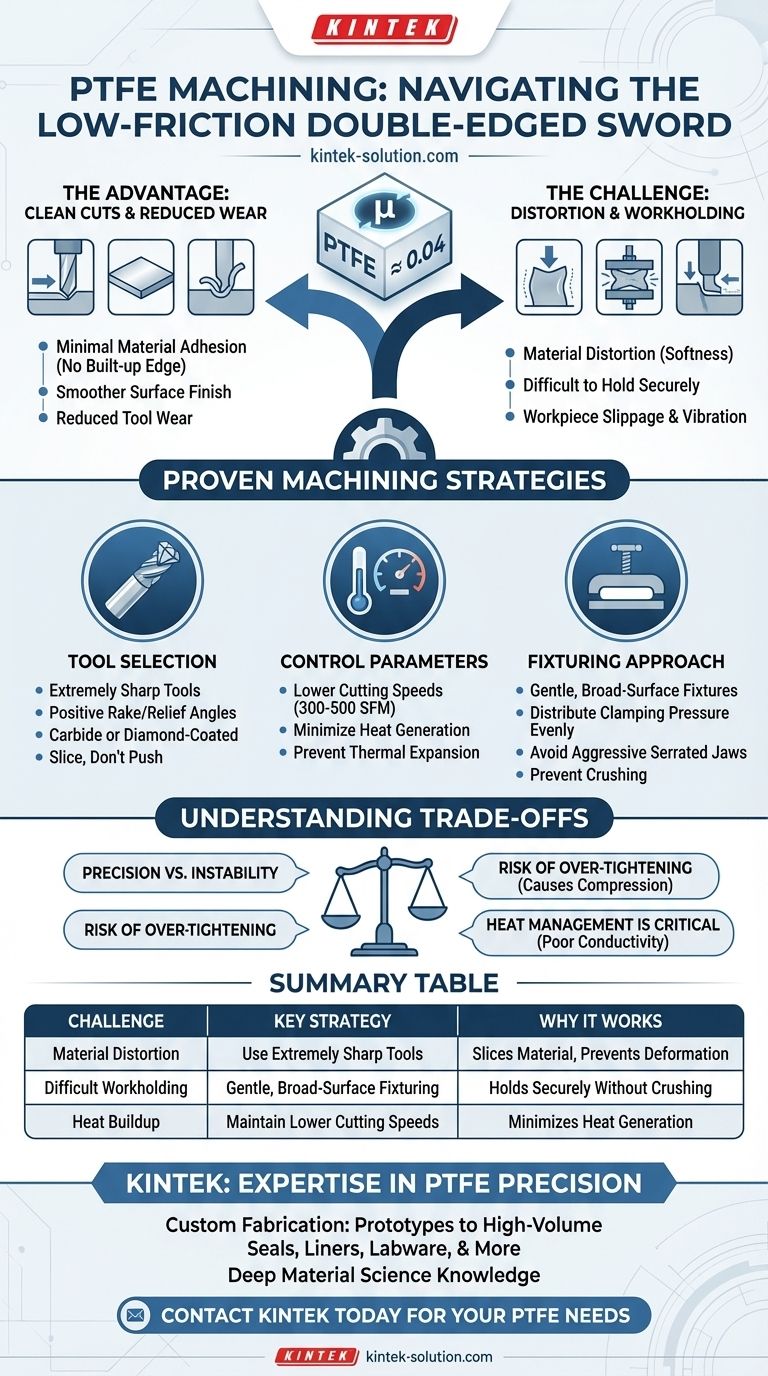
A Dualidade do Baixo Atrito na Usinagem
O coeficiente de atrito do PTFE, tão baixo quanto 0,04, é menor do que o de qualquer outro material de engenharia sólido. Essa única propriedade cria vantagens distintas e desafios significativos para o torneiro/fresador.
A Vantagem: Cortes Limpos e Redução do Desgaste da Ferramenta
Como o PTFE é muito escorregadio, o material não adere facilmente à ferramenta de corte durante a usinagem. Esse fenômeno, conhecido como "rebarba" ou "acúmulo de aresta", é um problema comum com outros plásticos, mas é mínimo com o PTFE.
Isso resulta em um acabamento superficial mais limpo e suave e reduz significativamente o desgaste da própria ferramenta de corte. A ferramenta desliza pelo material em vez de rasgá-lo.
O Desafio: Distorção do Material
A principal dificuldade surge porque o PTFE é macio e escorregadio. Quando uma ferramenta de corte aplica pressão, o material tem maior probabilidade de se deformar ou ser empurrado para longe em vez de ser cortado de forma limpa, se a ferramenta não estiver perfeitamente afiada.
Essa maleabilidade torna a manutenção de tolerâncias dimensionais apertadas um desafio significativo, pois a peça pode ser facilmente comprimida ou distorcida pelas forças de corte.
O Desafio: Fixação e Alojamento da Peça
O baixo atrito do PTFE o torna notoriamente difícil de prender com segurança. Aplicar a força necessária para mantê-lo no lugar geralmente leva a outro problema: deformar ou esmagar o material macio.
A peça de trabalho tem uma tendência natural de escorregar ou vibrar no dispositivo de fixação, o que pode arruinar a precisão dimensional e o acabamento superficial.
Estratégias Comprovadas de Usinagem para PTFE
Para superar esses desafios, você deve ajustar sua abordagem, concentrando-se em ferramentas afiadas, parâmetros controlados e fixação inteligente da peça.
A Seleção da Ferramenta é Inegociável
Você deve usar ferramentas extremamente afiadas com um ângulo de ataque positivo e ângulos de alívio significativos. O objetivo é fatiar o material, não empurrá-lo.
Ferramentas de carboneto ou revestidas de diamante são altamente recomendadas, pois mantêm seu fio de corte por muito mais tempo, garantindo uma ação de corte consistente sem deformar a peça.
Controle Seus Parâmetros de Corte
Altas velocidades de corte geram calor, que o PTFE dissipa mal, levando à expansão térmica e instabilidade dimensional.
Usar velocidades de corte mais baixas, tipicamente na faixa de 300–500 pés de superfície por minuto (SFM), minimiza a geração de calor e impede que o material "agarre" a ferramenta e se deforme.
Repense Sua Abordagem de Fixação
Evite métodos de fixação agressivos, como mordentes serrilhados. Em vez disso, use dispositivos de fixação com superfícies de contato amplas e lisas para distribuir a pressão de aperto uniformemente.
Isso permite que você segure a peça com segurança sem aplicar a força localizada excessiva que faria com que ela se deformasse.
Entendendo as Trocas
Usinar PTFE de forma eficaz significa equilibrar suas propriedades exclusivas com as demandas do componente final.
Precisão vs. Instabilidade do Material
O conflito central na usinagem de PTFE é a busca por precisão em um material que é inerentemente instável sob estresse mecânico e térmico. Cada decisão deve priorizar a minimização da força e do calor.
O Risco de Apertar Demais
O instinto natural de compensar uma peça escorregadia é apertar mais o dispositivo de fixação. Com o PTFE, isso é contraproducente. Apertar demais comprimirá o material, e a peça usinada ficará fora de tolerância assim que a pressão for liberada.
Isso é análogo aos desafios com fixadores revestidos de PTFE, onde os valores de torque padrão devem ser ajustados para evitar o estiramento excessivo do parafuso.
O Gerenciamento de Calor é Crítico
Embora o baixo atrito reduza a geração de calor em comparação com outros materiais, a má condutividade térmica do PTFE significa que qualquer calor gerado permanece localizado. Isso pode fazer com que o material se expanda significativamente, arruinando a precisão. Uma ferramenta afiada e velocidade apropriada são suas principais ferramentas para o gerenciamento de calor.
Ajustes Chave para uma Usinagem de PTFE Bem-Sucedida
Sua abordagem específica deve ser guiada pelo objetivo principal do seu componente final.
- Se seu foco principal for a precisão dimensional: Priorize ferramentas afiadas como navalhas e fixação da peça com superfícies amplas e suaves para evitar qualquer compressão ou distorção.
- Se seu foco principal for o acabamento superficial: Concentre-se em velocidades de corte controladas e mais baixas e profundidades de corte leves para alcançar uma ação de corte limpa.
- Se você é novo na usinagem de PTFE: Comece com velocidades e avanços conservadores, fazendo passadas muito leves para entender como o material se comporta antes de tentar cortes mais agressivos.
Ao respeitar as propriedades exclusivas do PTFE, você pode transformar um material desafiador em um componente com acabamento de precisão.
Tabela de Resumo:
| Desafio | Estratégia Chave | Por Que Funciona |
|---|---|---|
| Distorção do Material | Usar ferramentas extremamente afiadas (carboneto/diamante) | Fatia o material em vez de empurrá-lo, prevenindo a deformação |
| Fixação Difícil da Peça | Empregar fixação suave com superfícies amplas | Mantém a peça firmemente sem esmagar ou comprimir o PTFE macio |
| Acúmulo de Calor | Manter velocidades de corte mais baixas (300-500 SFM) | Minimiza a geração de calor que o PTFE dissipa mal, prevenindo a expansão |
Com Dificuldade em Usinar PTFE com Tolerâncias Precisas?
As propriedades exclusivas do PTFE exigem experiência especializada para serem usinadas com sucesso. Na KINTEK, fabricamos componentes de PTFE de precisão (vedações, revestimentos, artigos de laboratório, etc.) para os setores de semicondutores, médico, laboratorial e industrial. Nosso profundo conhecimento em ciência dos materiais nos permite superar os desafios do baixo atrito e da maciez, garantindo que suas peças atendam aos requisitos dimensionais e de acabamento superficial mais rigorosos.
Priorizamos a produção de precisão e oferecemos fabricação personalizada, desde protótipos até pedidos de alto volume.
Entre em contato com a KINTEK hoje para discutir suas necessidades de usinagem de PTFE e obter um orçamento!
Guia Visual
Produtos relacionados
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Fabricante de peças de teflon PTFE moldadas personalizadas para laboratório ITO FTO Cesto de flores para limpeza de vidro condutor
- Aparelhos de Laboratório em PTFE Personalizados, Células de Reação de Baixo Background Resistentes à Corrosão, Fabricação CNC de Precisão
- Fabricante de peças de PTFE personalizadas para peças de Teflon e pinças de PTFE
- Hastes de PTFE personalizáveis para aplicações industriais avançadas
As pessoas também perguntam
- Por que o PTFE usinado é popular na área médica? Biocompatibilidade e Precisão Incomparáveis
- Quais são as opções de personalização disponíveis para materiais de PTFE? Adapte o desempenho à sua aplicação
- Como os recipientes de Politetrafluoretileno (PTFE) se comportam em relação à permeação de gases? Insights de especialistas sobre absorção de solventes
- Quais são as principais vantagens de usar PTFE para peças personalizadas? Resolva Desafios Complexos de Engenharia
- Peças usinadas de PTFE podem ser personalizadas? Obtenha Soluções de Precisão para Aplicações Exigentes



















