Para usinar Teflon (PTFE) com sucesso, o suporte do material é fundamental porque o material é excepcionalmente macio, escorregadio e propenso a deformação sob a menor pressão de corte ou fixação. O suporte adequado é alcançado não apenas segurando o material, mas usando dispositivos de fixação personalizados que distribuem a força de aperto uniformemente, empregando ferramentas extremamente afiadas que cortam em vez de empurrar o material, e gerenciando o calor para evitar alterações dimensionais.
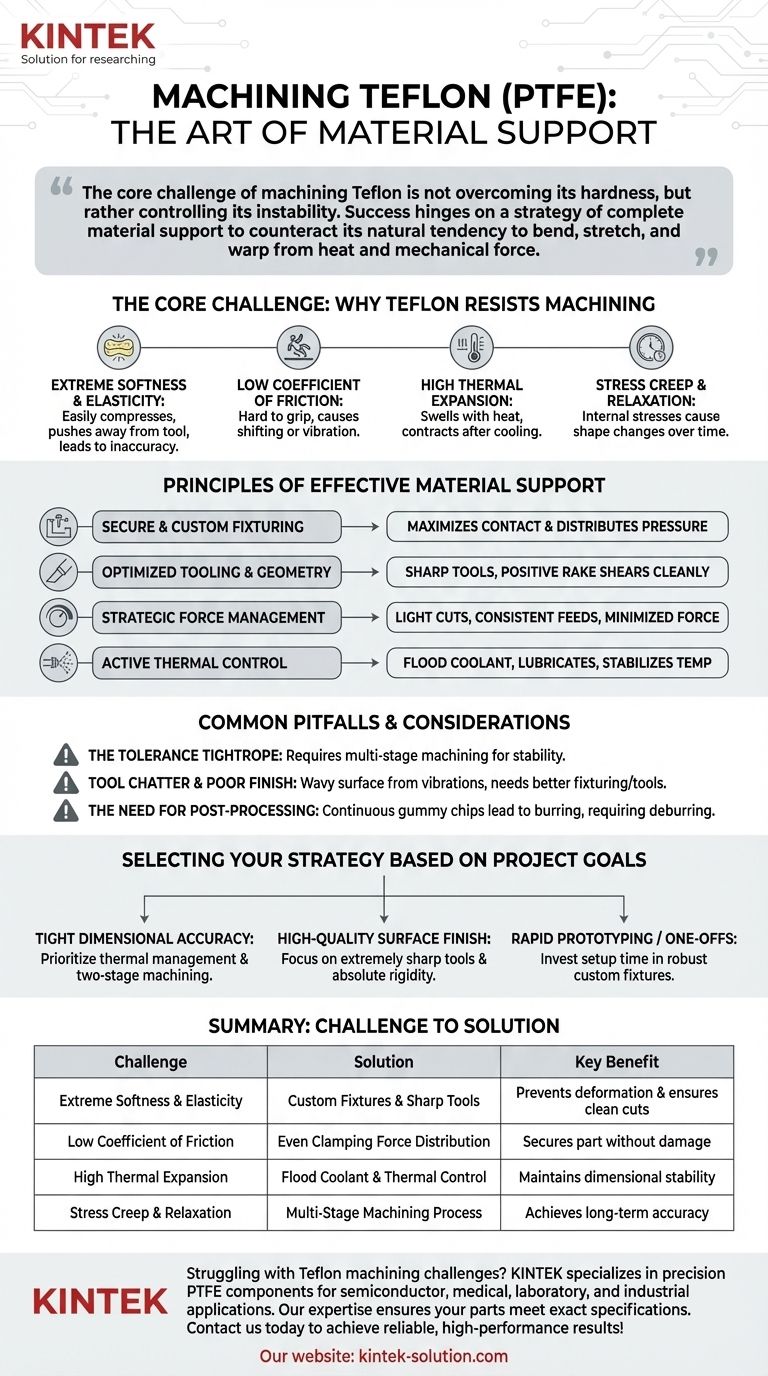
O desafio central da usinagem de Teflon não é superar sua dureza, mas sim controlar sua instabilidade. O sucesso depende de uma estratégia de suporte completo do material para neutralizar sua tendência natural de dobrar, esticar e empenar devido ao calor e à força mecânica.

O Desafio Central: Por Que o Teflon Resiste à Usinagem Convencional
Para entender como suportar o Teflon, você deve primeiro compreender a combinação única de propriedades que o torna tão difícil de trabalhar. Ao contrário dos metais ou mesmo da maioria dos outros plásticos, as características primárias do Teflon trabalham ativamente contra os processos de usinagem padrão.
### Extrema Maciez e Elasticidade
O Teflon é incrivelmente macio, o que significa que ele se comprime e dobra facilmente quando uma ferramenta de corte aplica pressão. Em vez de formar uma cavaco limpa, o material pode simplesmente se afastar da ferramenta, resultando em dimensões imprecisas e um acabamento superficial ruim.
### Baixo Coeficiente de Atrito
Embora sua escorregadia seja uma vantagem em peças acabadas, é uma responsabilidade significativa durante a fabricação. Essa propriedade torna o Teflon notoriamente difícil de segurar firmemente em uma morsa ou mandril sem deformá-lo, fazendo com que as peças se desloquem ou vibrem durante a usinagem.
### Alta Expansão Térmica
O Teflon se expande e contrai significativamente com as mudanças de temperatura. O atrito de uma ferramenta de corte gera calor localizado, fazendo com que o material inche nessa área. Isso leva a cortes imprecisos que podem se tornar aparentes apenas depois que a peça esfria e encolhe novamente.
### Fluência de Tensão e Relaxamento
Mesmo depois que uma peça é usinada, tensões internas podem fazer com que ela mude lentamente de forma ao longo do tempo, um fenômeno conhecido como fluência de tensão ou relaxamento. Uma peça que está perfeitamente dentro das especificações logo após a máquina pode estar fora de tolerância horas depois.
Princípios de Suporte Eficaz do Material
Neutralizar esses desafios requer uma abordagem multifacetada onde o suporte é fornecido por meio de dispositivos de fixação, ferramentas e controle de processo.
### Dispositivos de Fixação Seguros e Personalizados
Mordentes de máquinas padrão com dentes de garra são inadequados, pois danificarão e deformarão a peça. A melhor prática é criar gabaritos ou dispositivos de fixação personalizados que se ajustem à forma da peça, maximizando o contato com a superfície para distribuir a pressão de aperto uniformemente e evitar distorções.
### Ferramentas e Geometria Otimizadas
A ferramenta certa é uma forma de suporte. Ferramentas extremamente afiadas com ângulos de ataque positivos elevados são essenciais. Essas ferramentas cortam o material de forma limpa com pressão mínima, reduzindo a geração de calor e impedindo que o material se afaste. Ferramentas de Aço Rápido (HSS) ou metal duro não revestidas são eficazes.
### Gerenciamento Estratégico de Força
A usinagem de Teflon é um exercício de delicadeza, não de força. Usar pequenas profundidades de corte e taxas de avanço consistentes é fundamental. Isso minimiza a força exercida sobre o material, impedindo sua deformação e reduzindo o risco de vibração da ferramenta.
### Controle Térmico Ativo
O uso de refrigeração por inundação é altamente eficaz. Serve a dois propósitos: lubrificar o corte para reduzir o atrito e, mais importante, dissipar o calor para estabilizar as dimensões do material e evitar que a expansão térmica comprometa as tolerâncias.
Armadilhas Comuns e Considerações
Mesmo com a estratégia correta, a usinagem de Teflon apresenta trocas exclusivas que você deve gerenciar para alcançar um resultado bem-sucedido.
### A Corda Bamba da Tolerância
Atingir tolerâncias muito apertadas é o principal desafio devido à expansão térmica e à fluência de tensão. Para dimensões críticas, muitas vezes é necessário usinar as peças ligeiramente maiores que o especificado, deixá-las descansar e estabilizar por várias horas e, em seguida, realizar uma passagem de acabamento final e leve.
### Vibração da Ferramenta e Acabamento Ruim
Vibrações, conhecidas como vibração da ferramenta, são comuns se o material não for segurado firmemente ou se a ferramenta de corte estiver cega. Isso resulta em um acabamento superficial ondulado e inaceitável e deve ser resolvido melhorando a fixação ou afiando as ferramentas.
### A Necessidade de Pós-processamento
Devido à sua maciez, o Teflon produz uma cavaco contínua e pegajosa e é propenso a rebarbas. Espere realizar o rebarbamento manual após a usinagem para obter uma peça limpa e acabada.
Selecionando Sua Estratégia com Base nos Objetivos do Projeto
Sua abordagem deve ser adaptada ao resultado mais crítico para seu componente específico.
- Se seu foco principal é atingir precisão dimensional rigorosa: Priorize o gerenciamento térmico com refrigerantes e planeje um processo de usinagem em dois estágios que permita que o material relaxe e estabilize.
- Se seu foco principal é um acabamento superficial de alta qualidade: Concentre-se em usar ferramentas extremamente afiadas e com alto ângulo de ataque e garanta que sua peça de trabalho seja fixada com rigidez absoluta para eliminar toda a vibração.
- Se seu foco principal é prototipagem rápida ou peças únicas: Invista a maior parte do seu tempo de configuração na criação de um dispositivo de fixação personalizado e robusto, pois uma única instância de a peça escorregar será mais custosa do que o tempo extra gasto na preparação.
Ao tratar o Teflon com delicadeza em vez de força, você pode consistentemente transformar suas propriedades desafiadoras em componentes de alto desempenho.
Tabela Resumo:
| Desafio | Solução | Benefício Principal |
|---|---|---|
| Maciez e Elasticidade Extremas | Dispositivos de Fixação Personalizados e Ferramentas Afiadas | Previne a deformação e garante cortes limpos |
| Baixo Coeficiente de Atrito | Distribuição Uniforme da Força de Aperto | Fixa a peça sem danos |
| Alta Expansão Térmica | Refrigeração por Inundação e Controle Térmico | Mantém a estabilidade dimensional |
| Fluência e Relaxamento de Tensão | Processo de Usinagem em Múltiplos Estágios | Atinge precisão a longo prazo |
Com dificuldades com os desafios da usinagem de Teflon? A KINTEK é especializada em componentes de PTFE de precisão para aplicações em semicondutores, médicas, laboratoriais e industriais. Nossa experiência em dispositivos de fixação personalizados, gerenciamento térmico e estratégias de ferramentas garante que suas peças atendam às especificações exatas — de protótipos a produção de alto volume. Entre em contato conosco hoje para discutir seu projeto e alcançar resultados confiáveis e de alto desempenho!
Guia Visual
Produtos relacionados
- Seringa PTFE de 50ml Resistente a Altas Temperaturas e Produtos Químicos, Injetor de Teflon Personalizado com Vedação Rosqueada para Análise de Traços
- Filtro resistente à corrosão em PTFE com conexões de válvula PFA e placa de peneira integrada
- Reator de Politetrafluoretileno PTFE Personalizável e Frasco de Teflon Reforçado à Corrosão
- Filtro de PTFE de Alta Pureza com Conexões de Válvula PFA e Placa de Peneira Integrada para Processamento de Fluidos Corrosivos
- Frascos de Reação Pequenos em PTFE Tanque de Dissolução de Amostras em Teflon Resistente à Corrosão Recipiente de Armazenamento em Fluoropolímero Moldado em Uma Peça
As pessoas também perguntam
- O que é notável sobre o coeficiente de atrito do PTFE? Alcance um Desempenho de Baixo Atrito Inigualável
- Quais são alguns usos comuns do PTFE nas indústrias? Resolva Desafios com um Polímero Versátil de Alto Desempenho
- O PTFE é aprovado para aplicações em contato com alimentos? Garantindo a Segurança Alimentar com PTFE em Conformidade
- Por que o PTFE é altamente resistente a produtos químicos? Inércia Inigualável para Aplicações Exigentes
- Em quais dispositivos médicos o PTFE é comumente usado? Componentes essenciais para segurança e confiabilidade



















