Em resumo, manter um sistema de refrigeração eficaz é fundamental ao usinar PTFE porque o material é altamente sensível ao calor. Sem um gerenciamento térmico adequado, o atrito da ferramenta de corte gera calor rapidamente, causando expansão térmica significativa. Isso leva diretamente à deformação da peça, imprecisão dimensional e um acabamento superficial áspero.
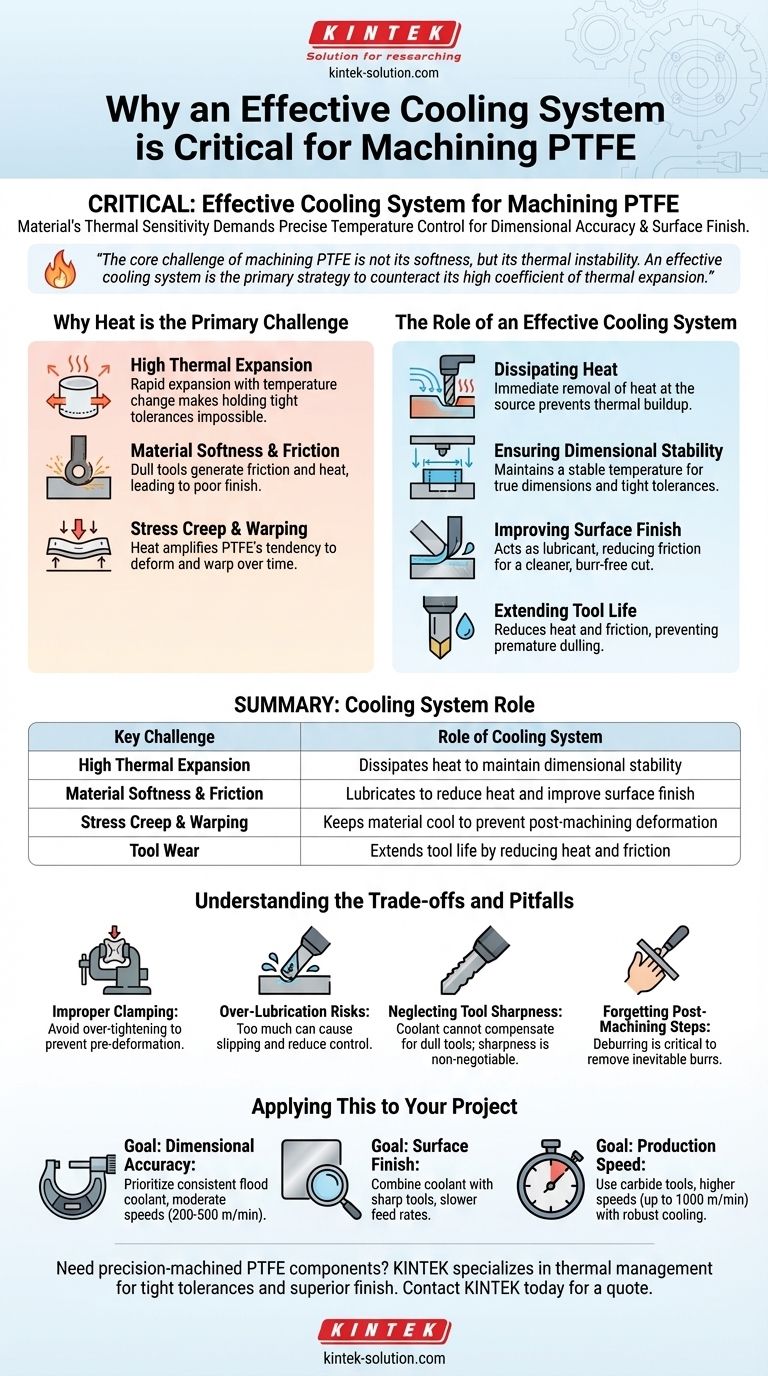
O desafio central da usinagem de PTFE não é sua maciez, mas sua instabilidade térmica. Um sistema de refrigeração eficaz é a principal estratégia para neutralizar seu alto coeficiente de expansão térmica, garantindo que a peça final atenda às especificações dimensionais exigidas.

Por Que o Calor é o Principal Desafio com o PTFE
Para entender a necessidade de refrigeração, devemos primeiro compreender as propriedades inerentes do material. Diferentemente de metais ou plásticos mais duros, os maiores desafios de usinagem do PTFE decorrem de sua resposta única à temperatura e pressão.
Alto Coeficiente de Expansão Térmica
O PTFE expande e contrai com as mudanças de temperatura muito mais do que a maioria dos outros materiais de engenharia. Mesmo um pequeno aumento de calor na interface de corte pode fazer a peça crescer, tornando impossível manter tolerâncias apertadas.
Maciez do Material e Atrito
Embora a maciez do PTFE facilite o corte, ela também pode levar a um alto atrito. Uma ferramenta imperfeitamente afiada tenderá a empurrar ou "arar" o material em vez de cortá-lo de forma limpa, gerando calor excessivo e um acabamento ruim.
Fluência de Tensão e Deformação
O PTFE tem uma tendência a "fluir" (stress creep), ou seja, deformar-se lentamente sob pressão sustentada. Esse efeito é significativamente amplificado pelo calor, que relaxa o material e pode fazer com que uma peça acabada se deforme ou mude de forma após a usinagem.
O Papel de um Sistema de Refrigeração Eficaz
Um fluxo constante de fluido de corte serve a múltiplos propósitos, todos visando neutralizar as tendências naturais do material e manter o controle sobre o processo de usinagem.
Dissipação de Calor na Fonte
A função mais importante de um fluido de corte é remover o calor da ferramenta e da peça de trabalho no momento em que ele está sendo gerado. Essa ação imediata impede o acúmulo de calor e a consequente expansão térmica.
Garantia de Estabilidade Dimensional
Ao manter a peça em uma temperatura estável e fria, o fluido de corte garante que as dimensões que você está cortando sejam as dimensões reais do produto final. Esta é a chave para alcançar e manter tolerâncias apertadas.
Melhoria do Acabamento Superficial
O fluido de corte atua como um lubrificante, reduzindo o atrito entre a ferramenta e o material. Isso promove uma ação de corte mais limpa, o que minimiza as superfícies ásperas e rebarbas que são comuns ao usinar materiais macios como o PTFE.
Aumento da Vida Útil da Ferramenta
Ao reduzir o calor e o atrito, o fluido de corte também evita que o gume da ferramenta se torne cego prematuramente, levando a resultados mais consistentes em corridas de produção mais longas.
Compreendendo as Compensações e Armadilhas
O gerenciamento térmico eficaz é mais do que apenas aplicar fluido de corte. Um resultado bem-sucedido requer uma abordagem holística que considere outras variáveis.
Pressão de Fixação Incorreta
Como o PTFE é macio e propenso à fluência de tensão, apertar demais a peça em uma morsa ou dispositivo de fixação é um erro comum. Isso pode comprimir ou deformar o material antes mesmo de um corte ser feito, tornando a precisão dimensional impossível.
Riscos de Superlubrificação
Embora alguma lubrificação ajude, uma quantidade excessiva de lubrificante pode ser contraproducente. Pode fazer a ferramenta escorregar ou dificultar a manutenção de um controle preciso, especialmente durante operações de acabamento delicadas.
Negligenciar a Nitidez da Ferramenta
O fluido de corte não pode compensar uma ferramenta cega. Uma ferramenta de corte afiada e polida feita de Aço Rápido (HSS) ou metal duro é inegociável, pois corta com atrito e geração de calor mínimos.
Esquecer as Etapas Pós-Usinagem
Mesmo com resfriamento e ferramentas ideais, a maciez do PTFE significa que as rebarbas são quase inevitáveis. A remoção de rebarbas (deburring) é uma etapa final crítica para remover bordas afiadas que podem causar problemas durante a montagem ou levar à falha prematura da peça.
Aplicando Isso ao Seu Projeto
Use seu objetivo principal para determinar seu foco.
- Se seu foco principal for precisão dimensional: Priorize um sistema de inundação de fluido de corte consistente e use velocidades de corte moderadas (200-500 m/min) para eliminar a expansão térmica.
- Se seu foco principal for o acabamento superficial: Combine o fluido de corte com ferramentas de corte extremamente afiadas e polidas e taxas de avanço mais lentas para garantir uma ação de corte limpa que minimize o rasgo do material.
- Se seu foco principal for a velocidade de produção: Use ferramentas com ponta de metal duro na extremidade superior da faixa de velocidade recomendada (até 1000 m/min), mas certifique-se de que seu sistema de refrigeração seja robusto o suficiente para lidar com a carga de calor aumentada.
Em última análise, dominar a usinagem de PTFE significa respeitar suas propriedades térmicas e usar a refrigeração como sua principal ferramenta de controle.
Tabela de Resumo:
| Desafio Principal | Papel do Sistema de Refrigeração |
|---|---|
| Alta Expansão Térmica | Dissipa o calor para manter a estabilidade dimensional |
| Maciez do Material e Atrito | Lubrifica para reduzir o calor e melhorar o acabamento superficial |
| Fluência de Tensão e Deformação | Mantém o material frio para prevenir deformação pós-usinagem |
| Desgaste da Ferramenta | Estende a vida útil da ferramenta ao reduzir calor e atrito |
Precisa de componentes de PTFE usinados com precisão que atendam às suas especificações exatas?
Na KINTEK, somos especializados na usinagem de PTFE para as indústrias de semicondutores, médica e de laboratório. Entendemos que controlar o calor é a chave para alcançar a precisão dimensional e um acabamento superficial superior em cada peça.
Nós fornecemos:
- Gerenciamento Térmico Especializado: Nossas técnicas avançadas de refrigeração previnem a deformação e garantem tolerâncias apertadas.
- Fabricação Personalizada: De protótipos a pedidos de alto volume, entregamos vedações, revestimentos e artigos de laboratório de PTFE de precisão.
- Especialização em Materiais: Aproveitamos ferramentas afiadas e parâmetros de usinagem ideais para resultados impecáveis.
Deixe-nos lidar com as complexidades da usinagem de PTFE para você. Entre em contato com a KINTEK hoje para um orçamento e veja como nossa produção de precisão pode beneficiar seu projeto.
Guia Visual
Produtos relacionados
- Sistema de Refluxo e Condensação para Fluoreto de Hidrogênio em PTFE Resistente à Corrosão em Alta Temperatura com Funil de Separação e Frasco Coletor em PFA
- Sistema Personalizável de Refluxo por Condensação e Coleta de Gás em PTFE para Processamento Bioquímico Corrosivo de Alta Temperatura
- Aparelho de Refluxo de Condensação em PTFE Personalizado com Bobina Serpentina e Sistema de Coleta em Balão para Processamento Químico Corrosivo
- Sistema de Filtragem PTFE Personalizado Resistente a Ácidos de Alta Pureza Grau Semicondutor para Processamento Químico
- Sistema de Reação Contínua em PTFE Funil de Gotejamento de Pressão Constante com Camisa Resistente à Corrosão e Resistente a HF Personalizável
As pessoas também perguntam
- Como os tubos de condensador de PTFE abordam o desafio da baixa condutividade térmica? Otimização Geométrica e Design de Parede Fina
- Qual é a função principal e a composição de um tubo condensador de PTFE? Soluções de Gerenciamento Térmico de Alta Pureza
- Quais são as propriedades específicas de resistência química do PTFE usado em tubos de condensador? Proteção Corrosiva Inigualável
- Quais são os benefícios específicos do uso de tubos condensadores de PTFE na indústria de processamento químico? Maximize a Pureza Laboratorial
- Quais vantagens de manutenção os tubos de condensador de PTFE oferecem em relação aos tubos metálicos? Reduzir o tempo de inatividade e falhas corrosivas