Para usinar PTFE com sucesso, você deve mudar fundamentalmente sua abordagem em relação àquela usada para metais. O sucesso exige ferramentas excepcionalmente afiadas, altas taxas de avanço para minimizar a transferência de calor, pressão de fixação extremamente leve para evitar deformação e uso agressivo de refrigerante para gerenciar a significativa expansão térmica do material.
O desafio central da usinagem de PTFE não é o corte em si – o material é macio e corta facilmente. A verdadeira dificuldade reside em controlar a reação do material ao calor e à pressão para manter a precisão dimensional e obter um acabamento de superfície limpo.

O Desafio Central: Propriedades Únicas do Material PTFE
Antes de ajustar as configurações da máquina, você deve entender por que o PTFE (Politetrafluoretileno) se comporta da maneira que se comporta. Suas propriedades exigem uma estratégia única que prioriza a delicadeza em vez da força.
Alta Expansão Térmica
O PTFE possui um dos mais altos coeficientes de expansão térmica entre os plásticos. Mesmo uma pequena quantidade de calor gerada durante o corte fará com que a peça se expanda significativamente.
Essa expansão é o principal inimigo de tolerâncias apertadas. Uma peça usinada conforme a especificação enquanto quente estará subdimensionada assim que esfriar até a temperatura ambiente.
Baixa Condutividade Térmica
Agravando o problema, o PTFE é um excelente isolante térmico. O calor introduzido na aresta de corte não se dissipa rapidamente por todo o material.
Em vez disso, o calor se concentra exatamente onde você está cortando, levando a fusão localizada, cavacos pegajosos e um acabamento de superfície ruim se não for gerenciado adequadamente.
Maciez e Deformação por Tensão (Creep)
O PTFE é um material excepcionalmente macio que se deforma, ou "flui" (creep), sob pressão sustentada.
Pressões de fixação padrão usadas para metais comprimirão uma peça de PTFE. Quando a peça é liberada do dispositivo de fixação, ela retornará à sua forma original, resultando em um produto final dimensionalmente impreciso.
Otimizando Seus Parâmetros de Usinagem
Suas ferramentas e configurações da máquina devem ser escolhidas especificamente para neutralizar as propriedades desafiadoras do PTFE. O objetivo é sempre produzir um cavaco limpo com mínima entrada de calor e deflexão da peça.
Seleção e Geometria da Ferramenta
Suas ferramentas de corte devem ser impecavelmente afiadas. Uma aresta de corte polida e afiada é inegociável para cortar o material de forma limpa, em vez de ará-lo.
Ferramentas com ponta de carboneto são altamente recomendadas por sua capacidade de manter uma aresta afiada e minimizar o calor por atrito. Certifique-se de que as ferramentas tenham ângulos de folga traseira e lateral generosos para reduzir o atrito.
Velocidades de Corte
Velocidades de corte moderadas, tipicamente na faixa de 200 a 500 pés de superfície por minuto (SFPM), são um bom ponto de partida.
Operar muito rápido gera calor excessivo, enquanto operar muito lento pode fazer com que a ferramenta raspe em vez de cortar. A chave é encontrar o ponto ideal que produza um cavaco limpo sem superaquecer a peça.
Taxas de Avanço
Geralmente, altas taxas de avanço são preferidas, frequentemente entre 0,002 e 0,010 polegadas por revolução.
Uma taxa de avanço mais alta move a aresta de corte através do material rapidamente, minimizando o tempo disponível para que o calor seja transferido para a peça de trabalho. Para passes de acabamento fino, pode ser necessário reduzir a taxa de avanço para um melhor controle.
Profundidade de Corte
Use uma profundidade de corte rasa. Uma boa regra geral é não exceder um terço do diâmetro da sua ferramenta de corte. Isso reduz as forças de corte e minimiza a geração de calor em qualquer passe único.
Controles Críticos do Processo
A forma como você manuseia o material antes e durante o corte é tão importante quanto as velocidades e avanços que você usa.
Gerenciamento Agressivo de Calor
O uso de um refrigerante ou lubrificante é essencial para a maioria das operações de usinagem de PTFE. Um sistema de refrigeração por inundação é altamente eficaz para extinguir o calor no ponto de corte e lavar os cavacos.
Esta é a maneira mais eficaz de gerenciar a expansão térmica e evitar que o material se torne pegajoso.
Fixação e Pressão de Aperto
Aplique a pressão de aperto mínima absoluta necessária para segurar a peça de trabalho com segurança. Use dispositivos de fixação com grandes áreas de superfície para distribuir a força de aperto e evitar a deformação da peça.
O aperto excessivo é um erro comum e crítico que garante imprecisão dimensional. Sempre evite pressão e vibração excessivas.
Remoção de Cavacos (Swarf)
Garanta a remoção contínua e eficaz de cavacos (swarf). Cavacos quentes deixados na superfície da peça transferirão calor de volta para ela, comprometendo seus esforços para mantê-la fria.
Armadilhas Comuns a Evitar
Compreender os riscos e os erros comuns é crucial para o sucesso consistente.
O Mito da Usinagem "Fácil"
Embora o PTFE seja macio e exija pouca potência para cortar, é um dos polímeros mais difíceis de usinar com tolerância apertada. Suas propriedades o tornam implacável com técnicas ruins.
O Risco de Superaquecimento
Se você notar um acabamento de superfície ruim e rasgado ou se seus cavacos estiverem pegajosos e grudando na ferramenta, seu processo está gerando muito calor. Este é um sinal imediato de que você deve ajustar sua velocidade, avanço ou aplicação de refrigerante.
Precauções de Saúde e Segurança
A usinagem de PTFE pode produzir partículas finas de poeira. É uma prática de segurança crítica usar uma máscara ou garantir que o trabalho seja realizado sob refrigeração para evitar a inalação dessa poeira.
Fazendo a Escolha Certa para Seu Objetivo
Sua abordagem específica pode precisar de pequenos ajustes com base no objetivo principal do seu componente.
- Se seu foco principal são tolerâncias apertadas (+/- 0,002"): Priorize a estabilidade térmica acima de tudo, usando refrigerante abundante e permitindo que a peça se normalize à temperatura ambiente antes de fazer as medições finais.
- Se seu foco principal é um acabamento de superfície superior: Use ferramentas de carboneto novas ou recém-afiadas com uma aresta de corte altamente polida e considere um passe de acabamento mais lento e leve.
- Se seu foco principal é a velocidade de produção: Maximize as taxas de avanço e garanta que seus sistemas de refrigeração e evacuação de cavacos sejam robustos o suficiente para manter a zona de corte limpa e fria.
Em última análise, dominar a usinagem de PTFE vem de respeitar suas propriedades únicas e adaptar seu processo para trabalhar com o material, e não contra ele.
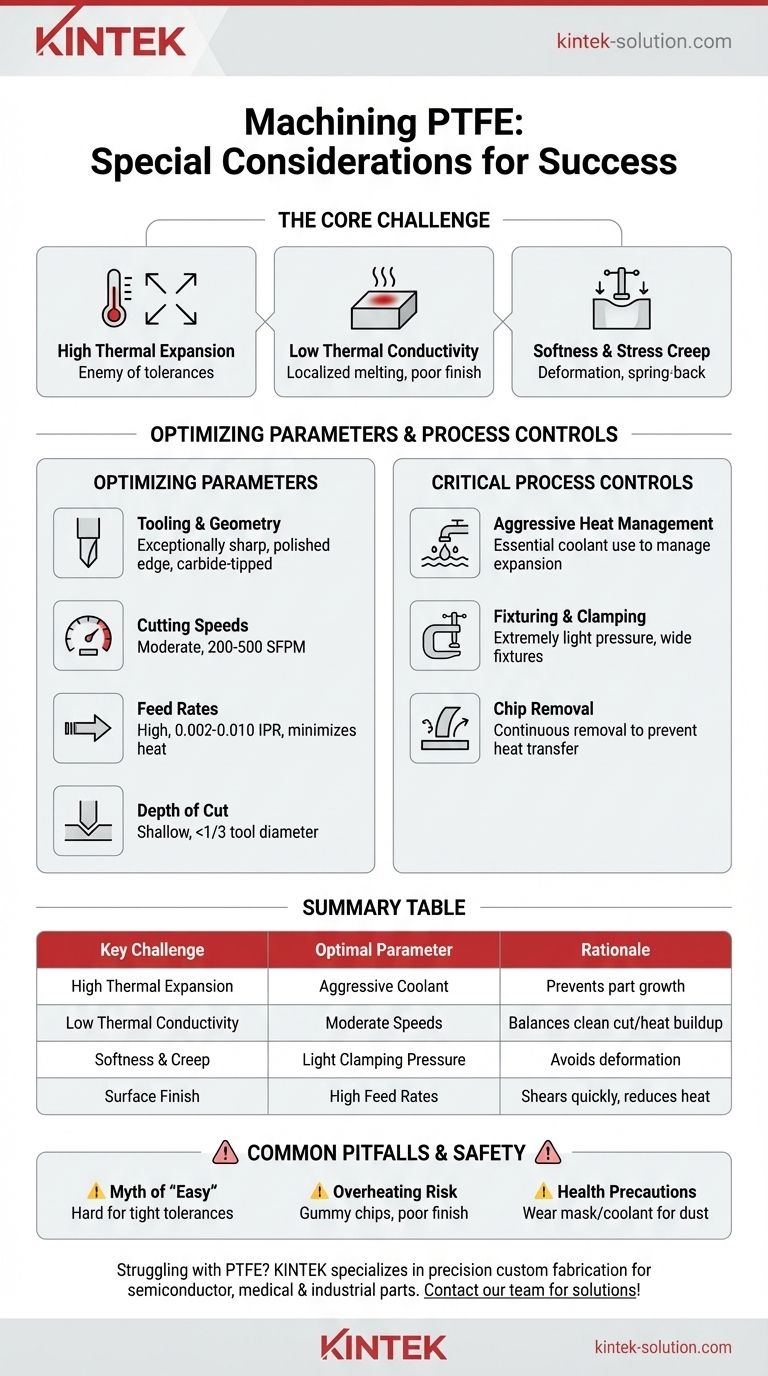
Tabela Resumo:
| Desafio Chave | Parâmetro Ideal | Justificativa |
|---|---|---|
| Alta Expansão Térmica | Refrigerante Agressivo | Previne o crescimento da peça e garante estabilidade dimensional após o resfriamento. |
| Baixa Condutividade Térmica | Velocidades Moderadas (200-500 SFPM) | Equilibra o corte limpo com o mínimo acúmulo de calor na aresta da ferramenta. |
| Maciez & Deformação (Creep) | Pressão de Fixação Leve | Evita a deformação da peça e o retorno elástico para dimensões finais precisas. |
| Acabamento de Superfície | Altas Taxas de Avanço (0,002-0,010 IPR) | Corta o material rapidamente, reduzindo a transferência de calor e a pegajosidade. |
Com dificuldades na precisão ou acabamento de peças de PTFE? A KINTEK é especializada na usinagem de precisão de componentes de PTFE como vedações, revestimentos e equipamentos de laboratório para aplicações em semicondutores, médicas e industriais. Nossa experiência em fabricação personalizada – desde protótipos até pedidos de alto volume – garante que suas peças atendam a tolerâncias apertadas e qualidade de superfície superior. Entre em contato com nossa equipe hoje para discutir seu projeto e aproveitar nossas soluções personalizadas para peças de PTFE confiáveis e de alto desempenho!
Guia Visual
Produtos relacionados
- Cortador de membrana quadrada de PTFE de alta pureza e dispositivo de alíquota de filtro para análise de traços e aplicações em laboratórios de sala limpa
- Peneira de Reação PTFE de Alta Temperatura com Camadas Personalizáveis e Tamanhos de Poros de Precisão para Dispositivos de Separação de Amostras Roscados
- Impulsor de Agitação de PTFE Resistente à Corrosão e Disco de Dispersão de Politetrafluoretileno Personalizável
- Disco Dispersor de PTFE Resistente à Corrosão e Hélice de Agitação de Alta Temperatura para Mistura Química Laboratorial
- Aparelhos de Laboratório em PTFE Personalizados, Células de Reação de Baixo Background Resistentes à Corrosão, Fabricação CNC de Precisão
As pessoas também perguntam
- Que tipos de ferramentas de corte são recomendados para usinar PTFE? Obtenha cortes limpos e tolerâncias apertadas
- Como o tamanho do poro e a permeabilidade de uma membrana de PTFE são controlados durante o processo de estiramento? Guia de Controle Especializado
- Qual é a composição química e a resistência à temperatura das membranas de filtro PTFE? Especificações essenciais para laboratórios
- Como a hidrofobicidade das membranas de Politetrafluoretileno (PTFE) melhora o desempenho da filtragem de ar e gás?
- Quais são as vantagens de desempenho das membranas filtrantes de PTFE em comparação com os filtros de profundidade? Aumentando a Pureza e Eficiência do Laboratório



















