Para usinar Teflon (PTFE) com sucesso, você deve adaptar sua estratégia às suas propriedades singularmente desafiadoras. O sucesso depende do uso de ferramentas de corte excepcionalmente afiadas, do gerenciamento da expansão térmica e da implementação de fixação segura para neutralizar a natureza macia e escorregadia do material. Esses fatores são muito mais críticos do que a mera força de corte necessária.
O desafio central na usinagem de Teflon não é cortar o material, mas controlá-lo. O sucesso depende menos da força bruta e mais da arte de controlar a tendência do material de se deformar sob pressão, expandir com o calor e obstruir as ferramentas de corte.

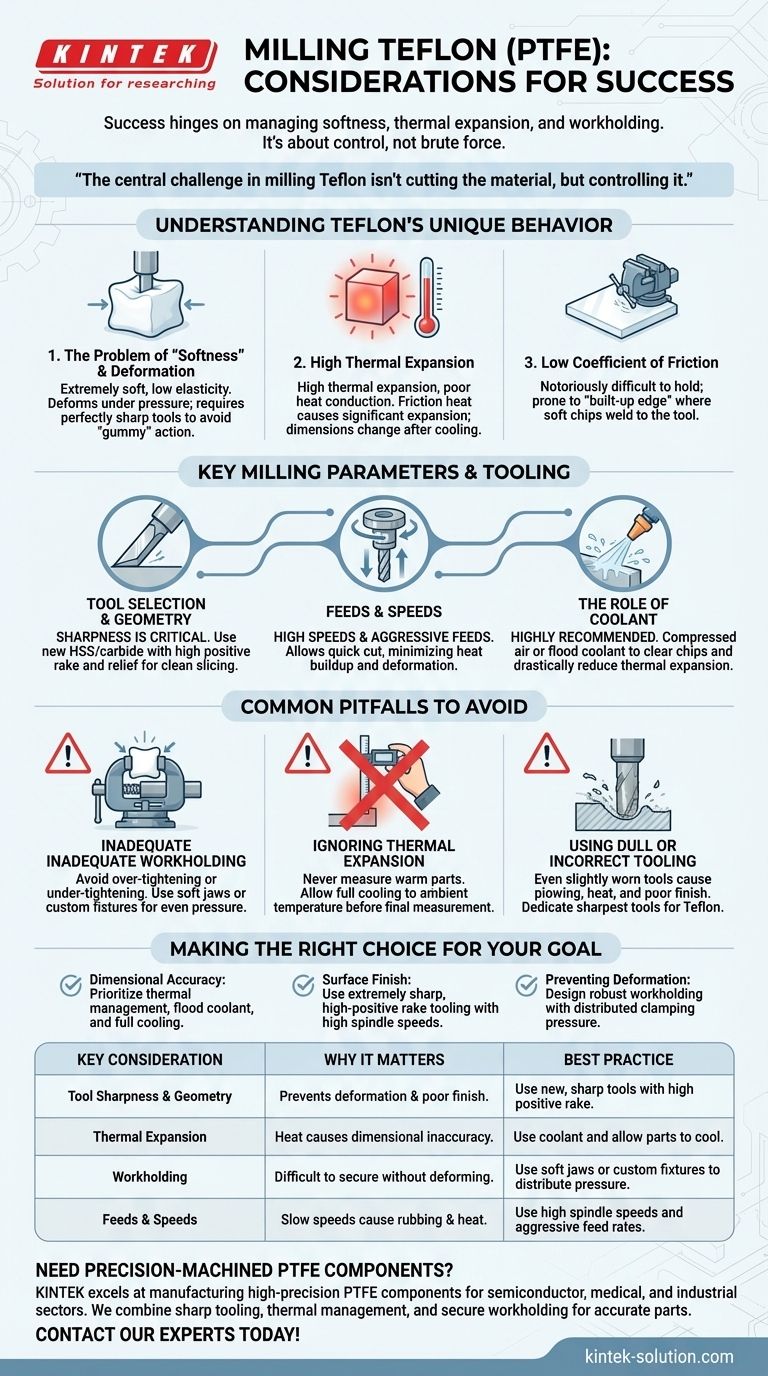
Compreendendo o Comportamento Único de Usinagem do Teflon
Para usinar o Teflon de forma eficaz, você deve primeiro entender as causas raízes de seu comportamento difícil. As propriedades do material trabalham contra a intuição convencional de usinagem.
O Problema da "Maciez" e Deformação
O Teflon é um material extremamente macio com um baixo módulo de elasticidade. Ele tende a se afastar ou se deformar sob a pressão da ferramenta em vez de ser cortado de forma limpa.
Essa deflexão pode levar a dimensões imprecisas e a uma ação de corte "gomosa" se a ferramenta não estiver perfeitamente afiada.
Alta Expansão Térmica
O Teflon tem um coeficiente de expansão térmica muito alto e não conduz bem o calor. O atrito do processo de corte cria calor localizado que não se dissipa facilmente.
Isso faz com que o material se expanda significativamente durante a usinagem. Uma peça que está perfeitamente dentro das especificações quando quente pode sair das especificações assim que esfriar até a temperatura ambiente.
Baixo Coeficiente de Atrito
A característica escorregadia do Teflon apresenta dois problemas distintos. Primeiro, torna o material notoriamente difícil de segurar firmemente em uma morsa ou dispositivo de fixação.
Segundo, essa propriedade pode fazer com que cavacos macios e fibrosos grudem e se soldem à ferramenta de corte, um fenômeno conhecido como aresta postiça, que arruína o acabamento superficial e a precisão.
Parâmetros Chave de Usinagem e Ferramentas
Adaptar suas ferramentas e parâmetros da máquina é essencial para neutralizar as tendências naturais do Teflon e produzir uma peça de qualidade.
Seleção e Geometria da Ferramenta
A nitidez é o fator mais importante. Use fresas novas ou recém-afiadas feitas de aço rápido (HSS) ou metal duro.
Ferramentas com ângulo de ataque positivo muito alto e alívio significativo são ideais. Essa geometria promove uma ação de corte limpa, o que minimiza as forças de corte e a geração de calor.
Avanços e Velocidades
Geralmente, altas velocidades de corte e avanços agressivos produzem os melhores resultados. Esta estratégia permite que a ferramenta entre e saia rapidamente do corte, formando um cavaco antes que o calor significativo possa se acumular e deformar a peça.
Velocidades lentas podem levar ao atrito em vez de corte, o que gera calor excessivo e resulta em um acabamento superficial ruim.
O Papel do Fluido de Corte
Embora o Teflon possa ser usinado a seco, o uso de um fluido de corte é altamente recomendado. Um fluxo constante de ar comprimido pode remover os cavacos de forma eficaz e fornecer algum resfriamento.
Para operações mais intensivas, um fluido de corte por inundação é superior, pois reduz drasticamente a expansão térmica e ajuda a evitar que os cavacos grudem na ferramenta.
Armadilhas Comuns a Evitar
Muitas práticas comuns de usinagem produzirão resultados ruins com Teflon. Estar ciente dessas armadilhas é fundamental para evitar peças descartadas.
Fixação Inadequada da Peça
Não aperte simplesmente uma peça de Teflon em uma morsa padrão e espere bons resultados. Apertar demais esmagará o material e o deformará, enquanto apertar de menos permitirá que ele se mova ou vibre durante o corte.
Use mordentes macios ou dispositivos de fixação personalizados projetados para distribuir a pressão de aperto uniformemente sem danificar a peça.
Ignorar a Expansão Térmica
Nunca faça uma medição final de uma dimensão crítica imediatamente após um corte. A peça estará quente e expandida, fornecendo uma leitura falsa.
Sempre permita que a peça esfrie e normalize para a temperatura ambiente antes de realizar medições finais ou fazer passes de acabamento.
Uso de Ferramentas Cegas ou Incorretas
Uma ferramenta que esteja mesmo ligeiramente gasta não cortará o Teflon de forma limpa. Em vez disso, ela abrirá caminho através do material, gerando calor imenso, causando rebarbas pesadas e deixando um acabamento superficial terrível.
Sempre dedique suas ferramentas mais afiadas ao Teflon e não use uma ferramenta que cortou metais anteriormente sem primeiro afiá-la novamente.
Fazendo a Escolha Certa para o Seu Objetivo
Sua abordagem específica deve ser adaptada ao resultado mais crítico para o seu componente.
- Se seu foco principal for a precisão dimensional: Priorize o gerenciamento térmico usando fluido de corte por inundação e permitindo que a peça esfrie completamente antes de fazer medições finais.
- Se seu foco principal for o acabamento superficial: Use ferramentas com ângulo de ataque positivo alto e extremamente afiadas com altas velocidades do spindle para garantir uma ação de corte limpa que minimize rebarbas.
- Se seu foco principal for evitar a deformação da peça: Projete uma solução de fixação robusta que prenda a peça firmemente sem esmagá-la ou distorcê-la.
Ao respeitar as propriedades únicas do Teflon em vez de lutar contra elas, você pode alcançar resultados precisos e repetíveis.
Tabela de Resumo:
| Consideração Chave | Por Que é Importante | Melhor Prática |
|---|---|---|
| Nitidez e Geometria da Ferramenta | Previne a deformação do material e o mau acabamento superficial. | Use ferramentas novas e afiadas com um ângulo de ataque positivo alto. |
| Expansão Térmica | O calor da usinagem faz com que as peças se expandam, levando à imprecisão dimensional. | Use fluido de corte e permita que as peças esfriem antes das medições finais. |
| Fixação da Peça | A natureza escorregadia do Teflon torna difícil fixá-lo sem deformá-lo. | Use mordentes macios ou dispositivos de fixação personalizados para distribuir a pressão uniformemente. |
| Avanços e Velocidades | Velocidades lentas causam atrito e calor; velocidades rápidas promovem um corte limpo. | Use altas velocidades do spindle e avanços agressivos. |
Precisa de Componentes de PTFE Usinados com Precisão?
A usinagem de Teflon requer experiência especializada para superar seus desafios únicos, como a maciez e a alta expansão térmica. A KINTEK se destaca na fabricação de componentes de PTFE de alta precisão — incluindo vedações, revestimentos e equipamentos de laboratório personalizados — para os setores de semicondutores, médico, laboratorial e industrial.
Combinamos ferramentas afiadas, gerenciamento térmico preciso e fixação segura para fornecer peças dimensionalmente precisas com excelentes acabamentos superficiais, desde protótipos até pedidos de alto volume.
Deixe-nos lidar com as complexidades da usinagem de PTFE para você. Entre em contato com nossos especialistas hoje para discutir os requisitos do seu projeto!
Guia Visual
Produtos relacionados
- Pote de Moagem de Bolas PTFE Personalizado 50ml Resistente à Corrosão de Baixo Ruído de Fundo para Laboratório
- Fabricante de peças de PTFE personalizadas para peças de Teflon e pinças de PTFE
- Fabricante de peças de teflon PTFE moldadas personalizadas para laboratório ITO FTO Cesto de flores para limpeza de vidro condutor
- Disco de Dispersão PTFE Grau Alimentício e Cosmético Pá de Agitação Grande Antiaderente e Resistente à Corrosão Impeller Personalizável
- Disco Dispersor de PTFE Resistente à Corrosão e Hélice de Agitação de Alta Temperatura para Mistura Química Laboratorial
As pessoas também perguntam
- Quais são as tolerâncias para esferas de PTFE? Alcance a precisão na sua aplicação
- Como o baixo coeficiente de atrito das esferas de PTFE beneficia seu uso em válvulas e bombas? Aumente a Eficiência e a Confiabilidade
- Quais são as vantagens das esferas de PTFE em relação aos metais ou ligas? Resistência Superior a Produtos Químicos e Fricção
- Qual é a faixa de tamanho disponível para esferas de PTFE? Um guia de 1/8 de polegada a 8 polegadas
- Quais são as vantagens gerais de usar esferas de PTFE em sistemas de gerenciamento de fluidos? Aumentar a Confiabilidade e a Eficiência



















