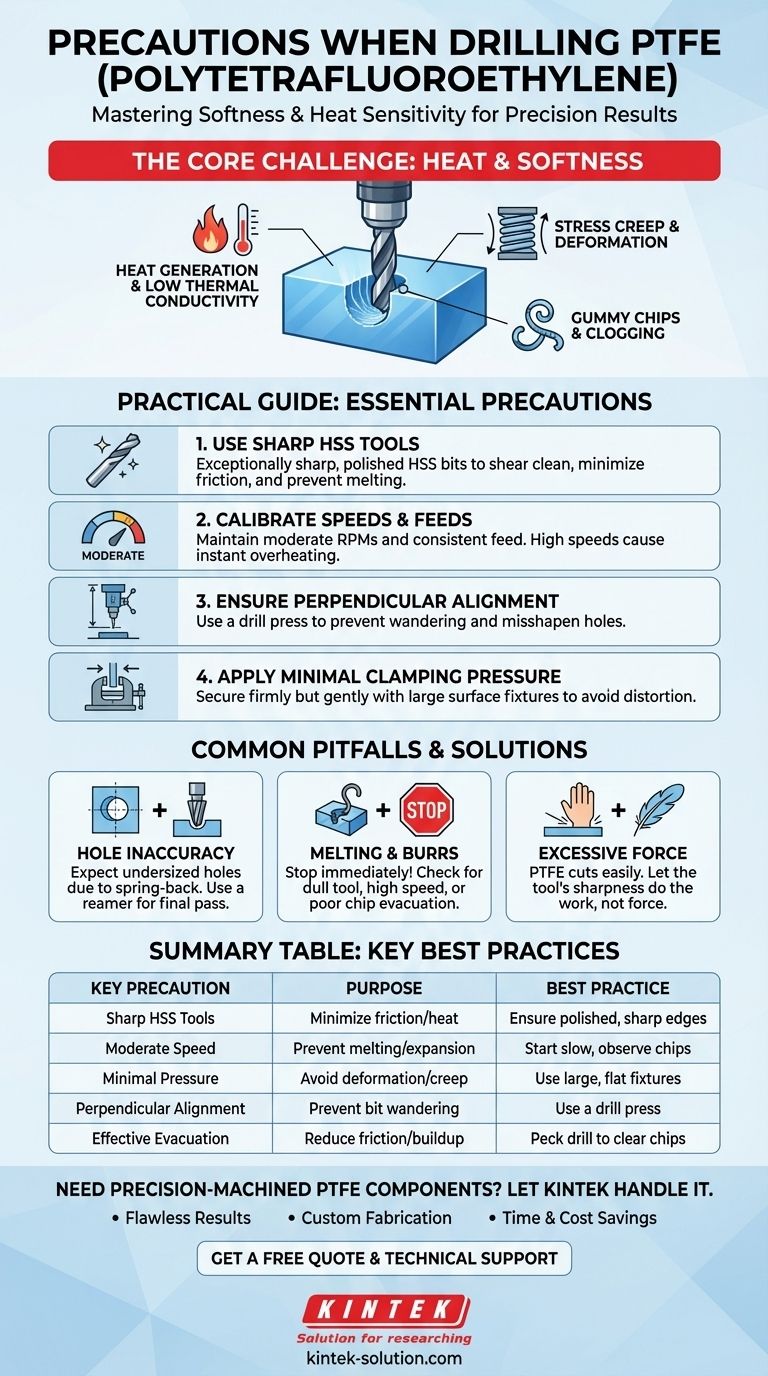
Ao perfurar politetrafluoretileno (PTFE), as precauções mais críticas são usar ferramentas excepcionalmente afiadas, manter velocidades de corte moderadas para evitar o derretimento e aplicar pressão mínima de fixação para evitar a deformação do material. Essas etapas são essenciais para gerenciar a combinação exclusiva de maciez, baixa condutividade térmica e alta expansão térmica do PTFE, o que o torna propenso a imprecisões se usinado incorretamente.
O desafio central com o PTFE não é sua dureza, mas sua maciez inerente e sensibilidade ao calor. A perfuração bem-sucedida depende inteiramente da minimização da geração de calor e do estresse físico no material.

Compreendendo os Desafios Únicos de Usinagem do PTFE
Para perfurar o PTFE com precisão, você deve primeiro entender por que ele se comporta de maneira diferente de metais ou mesmo outros plásticos. Suas propriedades exigem uma abordagem específica que priorize a delicadeza em vez da força.
O Problema da Maciez e do Rastejamento de Tensão (Stress Creep)
O PTFE é um material incrivelmente macio que pode ser facilmente comprimido ou deformado. Aplicar pressão excessiva de grampos ou morsas distorcerá a peça de trabalho.
Essa propriedade, conhecida como rastejamento de tensão (stress creep), significa que o material se deformará lentamente sob uma carga constante. Quando a pressão é liberada após a perfuração, o material pode "saltar de volta", muitas vezes resultando em um furo menor do que a broca usada para criá-lo.
O Impacto da Alta Expansão Térmica
O PTFE tem um coeficiente de expansão térmica muito alto e não conduz bem o calor. O atrito de uma broca cega ou velocidade excessiva gera calor que fica preso no ponto de corte.
Esse calor localizado faz com que o material se expanda significativamente, levando a um tamanho de furo impreciso. Em casos graves, pode fazer com que o PTFE derreta e grude na broca, arruinando tanto a ferramenta quanto a peça de trabalho.
O Desafio da Evacuação de Cavacos
Como o PTFE é muito macio, ele produz cavacos longos, fibrosos ou pegajosos, em vez dos cavacos quebradiços vistos em plásticos mais duros.
Esses cavacos podem facilmente se enrolar na broca e entupir as ranhuras. Ranhuras entupidas impedem o corte eficaz, aumentam drasticamente o atrito e levam ao acúmulo de calor discutido acima.
Um Guia Prático para Perfuração de PTFE
Com uma compreensão clara das propriedades do material, você pode adotar técnicas específicas para garantir um resultado limpo e preciso.
A Seleção da Ferramenta é Primordial
Sua ferramenta principal deve ser uma broca de aço rápido (HSS). Ela deve estar extremamente afiada e com uma superfície polida. Uma borda afiada e polida corta o material de forma limpa em vez de empurrá-lo, o que minimiza o atrito e o calor.
Calibrar Velocidades e Avanços
Use velocidades de corte moderadas e uma taxa de avanço constante. RPMs altas são a causa mais comum de falha, pois geram calor excessivo instantaneamente. Comece devagar e observe a formação do cavaco; você está procurando por uma curva limpa, não por uma bagunça derretida.
Garantir Alinhamento Perpendicular
Sempre garanta que a broca esteja perfeitamente perpendicular à peça de trabalho. Como o PTFE é muito macio, qualquer pressão fora do eixo fará com que a broca "desvie" ou vagueie, resultando em um furo disforme ou mal posicionado. Uma furadeira de bancada é altamente recomendada em vez de uma furadeira manual.
Aplicar Pressão Mínima de Fixação
Fixe a peça de PTFE sem comprimi-la. Use acessórios com superfícies grandes e planas para distribuir a força de fixação uniformemente. O objetivo é segurar a peça firmemente o suficiente para evitar movimento, mas suavemente o suficiente para evitar qualquer distorção.
Armadilhas Comuns e Como Evitá-las
Mesmo com a abordagem correta, vários erros comuns podem comprometer a qualidade do seu trabalho. Estar ciente deles é o primeiro passo para evitá-los.
Evitando Imprecisão do Furo
Não presuma que uma broca de 1/4" produzirá um furo de 1/4". Devido ao retorno elástico do material e aos efeitos térmicos, o furo final geralmente é ligeiramente menor. Se tolerâncias apertadas forem necessárias, planeje perfurar ligeiramente abaixo do tamanho e, em seguida, use um alargador afiado para o passe final.
Prevenindo Derretimento e Rebarbas
Se você notar qualquer evidência de derretimento ou rebarbas significativas ao redor da borda do furo, pare imediatamente. Este é um sinal claro de que sua broca está cega, sua velocidade está muito alta ou seus cavacos não estão sendo evacuados corretamente.
Respeitando a Maciez do Material
O PTFE requer muito pouca força para ser cortado. Se você sentir que precisa forçar a broca através do material, algo está errado. Deixe a nitidez da ferramenta fazer o trabalho.
Como Aplicar Isso ao Seu Projeto
Sua abordagem específica deve ser guiada pelo objetivo principal do seu projeto.
- Se seu foco principal é a precisão dimensional: Priorize uma broca HSS nova e afiada, use RPMs muito baixas e planeje uma etapa final de alargamento para atingir o tamanho exato.
- Se seu foco principal é um acabamento limpo: Concentre-se em garantir a evacuação constante dos cavacos perfurando em pulsos (perfuração por uma curta distância, depois recuando para limpar os cavacos) e usando uma ferramenta polida.
- Se você é novo na usinagem de PTFE: Pratique em um pedaço de material de sucata primeiro para encontrar a velocidade ideal que produz um cavaco limpo sem sinais de derretimento.
Ao trabalhar com as propriedades exclusivas do PTFE em vez de contra elas, você pode alcançar resultados precisos e limpos de forma consistente.
Tabela de Resumo:
| Precaução Chave | Propósito | Melhor Prática |
|---|---|---|
| Usar Brocas HSS Afiadas | Minimizar o atrito e a geração de calor | Garantir bordas polidas e afiadas para corte limpo |
| Velocidade de Corte Moderada | Prevenir o derretimento do PTFE e a expansão térmica | Começar devagar, observar a formação do cavaco |
| Pressão Mínima de Fixação | Evitar a deformação do material e o rastejamento de tensão | Usar acessórios com superfícies grandes e planas |
| Garantir Alinhamento Perpendicular | Prevenir o desvio da broca | Usar uma furadeira de bancada para precisão |
| Evacuação Eficaz de Cavacos | Reduzir o atrito e o acúmulo de calor | Perfurar em pulsos para limpar cavacos fibrosos |
Precisa de Componentes de PTFE Usinados com Precisão? Deixe a KINTEK Cuidar Disso.
Perfurar PTFE internamente pode ser desafiador e arriscado para seus projetos valiosos. Por que não aproveitar nossa experiência? A KINTEK é especializada na fabricação de componentes de PTFE de alta precisão — incluindo vedações, revestimentos e utensílios de laboratório personalizados — para os setores de semicondutores, médico, laboratorial e industrial.
Nós garantimos:
- Resultados Impecáveis: Nossas técnicas avançadas previnem problemas comuns como derretimento, rebarbas e imprecisões dimensionais.
- Fabricação Personalizada: De protótipos a pedidos de alto volume, entregamos componentes adaptados às suas especificações exatas.
- Economia de Tempo e Custo: Evite usinagem de tentativa e erro e concentre-se em seu trabalho principal.
Entre em contato conosco hoje para uma consulta e deixe-nos fornecer peças de PTFE usinadas de forma confiável que atendam aos seus mais altos padrões.
Obtenha uma Cotação Gratuita e Suporte Técnico
Guia Visual
Produtos relacionados
- Funil de Adição Separatório de Pressão Constante em PTFE Personalizado, Resistente à Corrosão, Vidraria de Baixo Fundo para Análise de Traços
- Amostrador Sólido Personalizado de PTFE de Alta Pureza para Extração de Laboratório e Análise Química Sonda de Amostragem de Politetrafluoretileno com Comprimento Personalizável
- Funil de Gotejamento de Pressão Constante Personalizado em Politetrafluoretileno (PTFE) – Conjunto de Controle de Fluido Resistente à Corrosão com Compatibilidade para Rolhas de Conversão
- Impulsor de Agitação de PTFE Resistente à Corrosão e Disco de Dispersão de Politetrafluoretileno Personalizável
- Raspadores e pás de PTFE personalizáveis para aplicações exigentes
As pessoas também perguntam
- Como os custos de septos de PTFE e silicone se comparam? Entenda o Valor Além do Preço
- Quais são as diferenças de permeabilidade entre os septos de PTFE e silicone? Escolha a Vedação Certa para a Integridade da Sua Amostra
- Qual é o método de dispersão para a produção de PTFE e quais são os seus produtos? Ideal para Revestimentos Finos e Filmes
- Quais são as considerações importantes ao furar PTFE? Obtenha furos limpos e precisos em polímeros macios
- Quais são as aplicações da dispersão de PTFE? Um guia para revestimentos antiaderentes, resistentes a produtos químicos e muito mais



















