As gaxetas de PTFE são produzidas através de dois caminhos principais: primeiro, formando a matéria-prima em formas de estoque (blocos, chapas ou hastes) e, segundo, cortando essas formas no perfil final da gaxeta. O material inicial é criado via moldagem por compressão ou corte em lâminas/torneamento, enquanto o corte final é tipicamente realizado com corte por matriz ou corte por jato de água. Cada etapa deste processo influencia a qualidade final e o desempenho da gaxeta.
O método de fabricação impacta diretamente as propriedades finais de uma gaxeta de PTFE, como sua densidade, flexibilidade e precisão dimensional. Enquanto a moldagem e o corte em lâminas criam o estoque bruto de PTFE, a escolha entre corte por matriz e corte por jato de água determina a precisão da gaxeta final para uma aplicação específica.

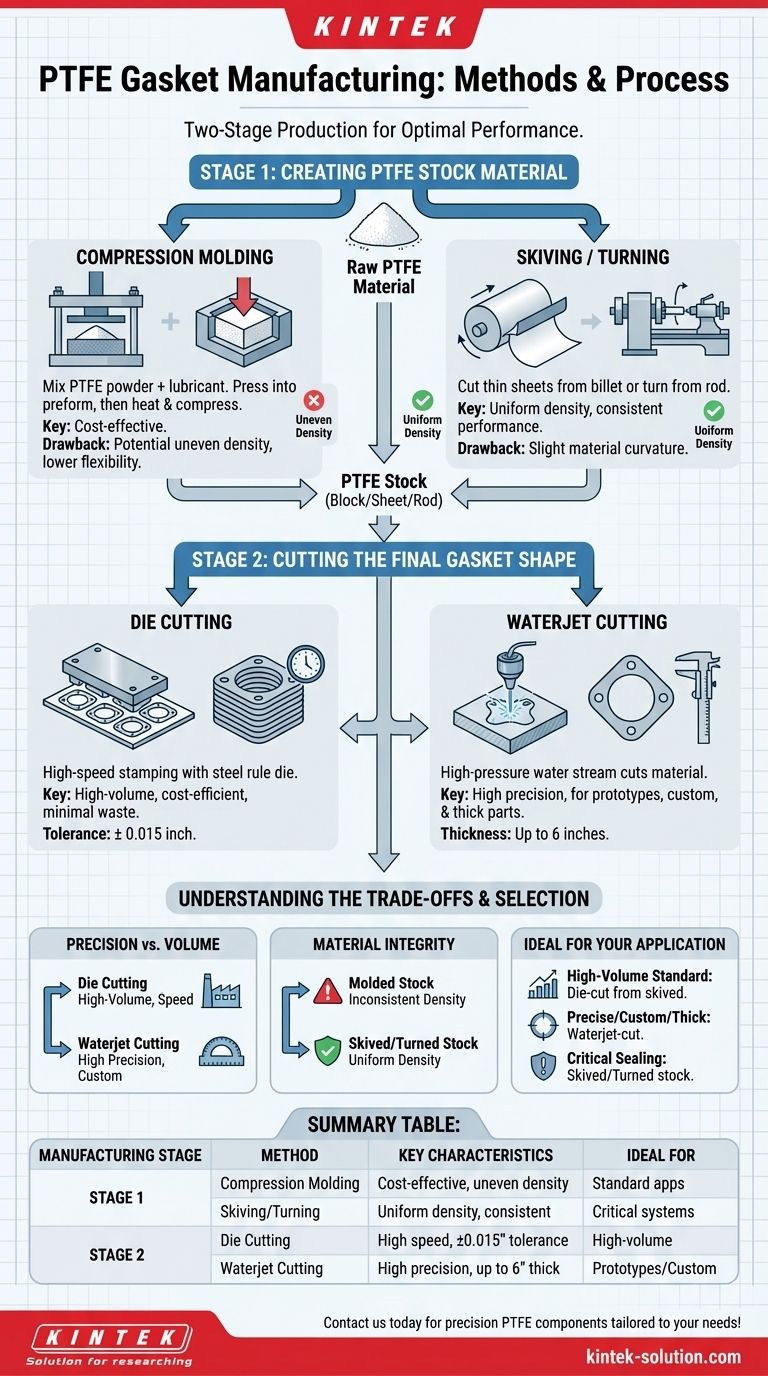
O Processo de Fabricação em Duas Etapas
Compreender a produção de gaxetas de PTFE é melhor dividido em dois estágios distintos. O primeiro estágio envolve a criação do material a granel, e o segundo envolve a fabricação da peça final a partir desse material.
Estágio 1: Criação do Material de Estoque de PTFE
Antes que uma gaxeta possa ser cortada, um bloco sólido, chapa ou haste de Politetrafluoretileno (PTFE) deve ser produzido. Os dois métodos comuns para isso têm implicações diferentes para a estrutura interna do material.
O Método de Moldagem por Compressão
A moldagem por compressão começa misturando pó de PTFE com um lubrificante. Esta mistura é então prensada em uma forma preliminar, chamada pré-forma, antes de ser aquecida e comprimida em sua forma de estoque final.
No entanto, a moldagem pode, às vezes, resultar em densidade irregular e pouca flexibilidade no material final.
O Método de Corte em Lâminas (Skiving) ou Torneamento
Este método envolve cortar ou "esquartear" chapas finas de um tarugo maior ou torneamento de gaxetas a partir de uma haste sólida de PTFE. Este processo geralmente produz uma densidade de material mais uniforme e consistente.
O principal inconveniente é que as gaxetas produzidas desta forma podem ter uma leve curvatura devido à tecnologia de processamento, o que às vezes pode complicar a instalação.
Estágio 2: Corte da Forma Final da Gaxeta
Assim que o material de estoque de PTFE estiver pronto, ele deve ser cortado nas dimensões exatas da gaxeta final. É aqui que a precisão e a velocidade se tornam fatores críticos.
Corte por Matriz (Die Cutting)
O corte por matriz é um processo de alta velocidade que usa uma matriz de regra de aço especializada para estampar as gaxetas, muito parecido com um cortador de biscoitos. É altamente eficiente para produzir formas exatas e complexas com desperdício mínimo de material.
Este método é conhecido por suas altas velocidades de corte e pode atingir tolerâncias apertadas de aproximadamente ± 0,015 polegadas.
Corte por Jato de Água (Waterjet Cutting)
O corte por jato de água usa um fluxo de água de alta pressão para cortar o material de PTFE. Este método oferece precisão, posicionamento e repetibilidade excepcionais.
É particularmente eficaz para materiais mais espessos, capaz de cortar PTFE com até 6 polegadas de espessura, com tolerâncias que variam dependendo do tamanho e espessura do material.
Compreendendo as Compensações (Trade-offs)
A escolha do método de fabricação não é arbitrária; envolve um equilíbrio entre custo, precisão e integridade do material que afeta diretamente o desempenho da gaxeta em seu ambiente pretendido.
Precisão vs. Volume
O corte por matriz é ideal para tiragens de produção de alto volume onde a velocidade e a relação custo-benefício são primordiais. Ele produz consistentemente grandes quantidades de peças idênticas.
O corte por jato de água é a escolha superior para protótipos, designs personalizados ou aplicações que exigem o mais alto nível de precisão, especialmente para gaxetas muito espessas ou complexas.
Integridade e Desempenho do Material
Uma gaxeta feita de estoque moldado pode ter densidade inconsistente, o que pode comprometer sua capacidade de criar uma vedação perfeita sob pressão.
Uma gaxeta feita de estoque cortado em lâminas ou torneado terá uma densidade mais uniforme, levando a um desempenho de vedação mais previsível, embora os instaladores possam precisar levar em conta uma leve curvatura do material.
Por Que Isso Importa Para Sua Aplicação
Embora todas as gaxetas de PTFE virgem compartilhem propriedades centrais, como resistência química excepcional e uma ampla faixa de temperatura (de -200°C a 260°C), o processo de fabricação refina sua adequação mecânica. Uma gaxeta fabricada incorretamente pode não vedar eficazmente, mesmo que o material base esteja correto.
Selecionando a Gaxeta Certa Para Sua Aplicação
Sua escolha final deve estar alinhada com as necessidades específicas do seu projeto em termos de precisão, volume e desempenho.
- Se seu foco principal é a produção de alto volume de gaxetas padrão: Uma gaxeta cortada por matriz a partir de chapas de PTFE cortadas em lâminas oferece um equilíbrio econômico de velocidade e consistência do material.
- Se seu foco principal é uma gaxeta precisa, personalizada ou espessa: Uma gaxeta cortada por jato de água é a escolha superior, fornecendo a melhor precisão dimensional para aplicações de vedação críticas.
- Se seu foco principal é a vedação confiável em um sistema crítico: Especifique uma gaxeta feita de estoque cortado em lâminas/torneado por sua densidade uniforme e desempenho previsível.
Entender como uma gaxeta de PTFE é feita é o primeiro passo para garantir que ela forneça a vedação confiável e duradoura que seu sistema exige.
Tabela de Resumo:
| Estágio de Fabricação | Método | Características Principais | Ideal Para |
|---|---|---|---|
| Estágio 1: Criação do Estoque de PTFE | Moldagem por Compressão | Custo-benefício; potencial para densidade irregular | Aplicações padrão |
| Corte em Lâminas/Torneamento | Densidade uniforme; desempenho consistente | Sistemas de vedação críticos | |
| Estágio 2: Corte da Forma da Gaxeta | Corte por Matriz | Alta velocidade (tolerância de ± 0,015"); desperdício mínimo | Produção de alto volume |
| Corte por Jato de Água | Alta precisão; lida com materiais espessos (até 6") | Protótipos, gaxetas personalizadas ou espessas |
Precisa de uma Gaxeta de PTFE que Combine Perfeitamente com Sua Aplicação?
Na KINTEK, somos especializados na fabricação de componentes de PTFE de alto desempenho — incluindo vedações, revestimentos e artigos de laboratório — para os setores de semicondutores, médico, laboratorial e industrial. Se você precisa de uma tiragem de alto volume de gaxetas cortadas por matriz ou de uma solução personalizada cortada por jato de água para uma vedação crítica, nossa produção de precisão e serviços de fabricação personalizados (de protótipos a pedidos de alto volume) garantem que você obtenha uma gaxeta com a densidade, flexibilidade e precisão dimensional corretas para um desempenho confiável.
Contate-nos hoje através do nosso [#ContactForm] para discutir seu projeto e obter um orçamento adaptado às suas necessidades!
Guia Visual
Produtos relacionados
- Juntas de Isolação de PTFE Personalizáveis, Resistentes a Altas Temperaturas e Antiestáticas, Retardantes de Chama e Resistentes à Corrosão para Vedação Industrial
- Juntas Isolantes de PTFE Personalizadas Selos de Teflon Resistentes à Corrosão Componentes de Engenharia Plástica Sob Medida
- Juntas de Isolamento de PTFE Personalizadas e Vedações de Fluoropolímero Resistentes à Corrosão para Aplicações Elétricas Industriais
- Suporte Personalizado de PTFE Resistente a Ácidos com Vários Furos para Sistema de Absorção de Hidrogênio em PFA
- Torneira de PTFE com Alta Resistência à Corrosão - Válvula de Politetrafluoretileno para Tambores de Armazenamento Químico e Sistemas de Transferência de Fluidos - Grau Industrial Personalizável
As pessoas também perguntam
- Quais são as melhores aplicações para gaxetas de PTFE padrão? Ideal para Vedação Química e de Alta Temperatura
- Quais são algumas aplicações específicas de gaxetas de PTFE? Soluções de Vedação para Ambientes Químicos e Térmicos Hostis
- Por que as gaxetas de PTFE têm uma longa vida útil? Alcance Durabilidade de Vedação Inigualável e Economia de Custos
- O que torna as gaxetas de PTFE resistentes ao calor e a produtos químicos? O Segredo Molecular para um Desempenho Inigualável
- Como o PTFE é utilizado em vedações e gaxetas? Aproveite sua resistência química e à temperatura



















