Para criar formas redondas ou cônicas em Politetrafluoretileno (PTFE), a técnica de usinagem ideal é o torneamento. Embora o PTFE seja excepcionalmente fácil de usinar em equipamentos padrão, suas propriedades únicas — nomeadamente sua maciez, alta expansão térmica e tendência a deformar sob pressão — exigem uma abordagem específica. O sucesso depende menos da máquina em si e mais das ferramentas, velocidades e técnicas de manuseio corretas.
O principal desafio da usinagem de PTFE não é cortá-lo, mas controlar sua forma. O torneamento é o método correto para peças redondas, mas alcançar a precisão dimensional requer gerenciar a instabilidade inerente do material com ferramentas afiadas, velocidades moderadas e pressão mínima.
Por que o Torneamento é a Escolha Certa para PTFE
O torneamento é um processo de usinagem onde uma ferramenta de corte, tipicamente uma ferramenta de ponta única, se move linearmente enquanto a peça de trabalho gira. Este método é fundamentalmente adequado para criar peças com simetria rotacional.
A Mecânica do Torneamento
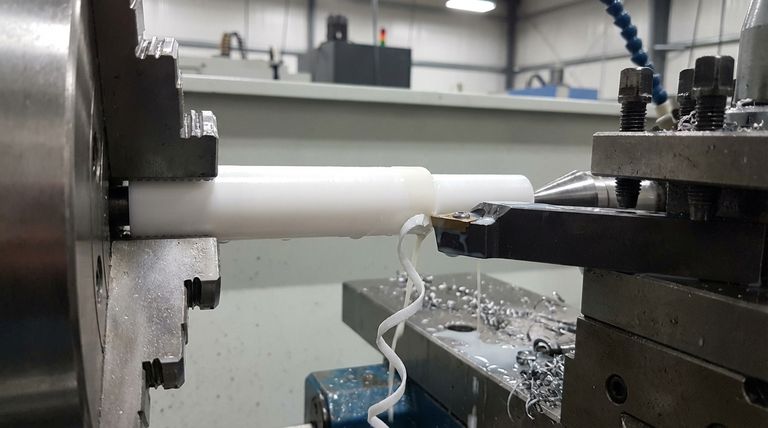
Um torno fixa e gira o estoque de PTFE em alta velocidade. Uma ferramenta de corte estacionária é então avançada no material, removendo material com precisão para criar perfis cilíndricos, chanfros (cones), ranhuras e faces. Esta ação de corte contínua é perfeita para produzir as superfícies lisas e simétricas necessárias para peças redondas.
Como as Propriedades do PTFE se Alinham com o Torneamento
A maciez do PTFE significa que ele oferece muito pouca resistência a uma ferramenta de corte afiada. Em uma operação de torneamento, isso permite uma ação de corte limpa, que remove o material suavemente. Ao contrário da fresagem, que pode envolver cortes interrompidos, o engajamento constante de uma ferramenta de torneamento fornece um acabamento consistente ideal para este material.
Considerações Críticas de Usinagem para PTFE
Simplesmente colocar o PTFE em um torno não é suficiente. Você deve gerenciar ativamente suas propriedades para obter um resultado preciso. Os principais objetivos são minimizar o calor e evitar a deformação física.
Gerenciando a Expansão Térmica
O PTFE tem um coeficiente de expansão térmica excepcionalmente alto. O atrito do corte gera calor, fazendo com que o material se expanda significativamente. Se não for controlado, uma peça medida como correta enquanto quente ficará subdimensionada assim que esfriar.
O uso de uma quantidade generosa de refrigerante ou lubrificante é essencial para dissipar esse calor na fonte. Combinado com velocidades de corte moderadas, esta é a estratégia mais eficaz para manter a estabilidade dimensional.
Prevenindo a Deformação
O material é macio e propenso a fluência de tensão (stress creep), o que significa que se deformará com o tempo sob pressão constante. Apertar demais as garras do mandril em um torno comprimirá o material, levando a uma peça fora de centro ou subdimensionada assim que a pressão for liberada.
Sempre use pressão de fixação leve — apenas o suficiente para segurar a peça de trabalho com segurança. Da mesma forma, use uma profundidade de corte rasa para evitar empurrar o material para longe da ferramenta em vez de cortá-lo.
Ferramentas e Nitidez
Ferramentas cegas não cortarão o PTFE; elas o rasgarão e deformarão, resultando em um acabamento superficial ruim e dimensões imprecisas. As ferramentas devem estar extremamente afiadas com uma aresta de corte polida para garantir uma ação de corte limpa.
O aço rápido (HSS) é aceitável, mas as ferramentas com ponta de carboneto são preferidas por sua retenção de aresta superior e desempenho.
Entendendo as Compensações
A usinagem de PTFE envolve o equilíbrio de fatores concorrentes. Entender esses compromissos é fundamental para evitar frustrações comuns.
O Desafio das Tolerâncias Apertadas
Alcançar tolerâncias apertadas e precisas com PTFE é difícil e muitas vezes desnecessário. Sua resiliência natural permite que ele se conforme e sele em muitas aplicações. Muitas vezes, é melhor projetar a peça para alavancar essa propriedade do que lutar contra a natureza do material exigindo uma precisão rígida que ele não pode manter.
Acabamento Superficial vs. Velocidade
Embora você possa cortar PTFE em altas velocidades, fazer isso gera mais calor e corre o risco de um acabamento superficial ruim. Para o melhor acabamento possível, priorize taxas de avanço mais lentas e ferramentas muito afiadas em vez de altas velocidades de rotação. Isso dá tempo à ferramenta para criar uma ação de corte suave.
A Necessidade de Refrigerante
Embora cortes curtos ou desbastes possam ser feitos a seco, qualquer trabalho que exija precisão demanda refrigerante. A usinagem sem ele garante um acúmulo de calor, que é a principal fonte de erro dimensional ao trabalhar com PTFE.
Fazendo a Escolha Certa para o Seu Objetivo
Selecione seus parâmetros com base no resultado mais importante para sua peça específica.
- Se seu foco principal for precisão dimensional: Priorize o gerenciamento de calor com velocidades moderadas, refrigerante abundante e passadas leves para evitar a expansão térmica.
- Se seu foco principal for um acabamento superficial de alta qualidade: Use a ferramenta mais afiada e polida possível combinada com uma taxa de avanço lenta e constante.
- Se seu foco principal for a velocidade de produção: Encontre um equilíbrio; forçar a velocidade agressivamente comprometerá tanto a precisão quanto o acabamento, então aumente a velocidade incrementalmente até que a qualidade comece a degradar, e então recue ligeiramente.
Em última análise, usinar PTFE com sucesso vem de respeitar as propriedades do material em vez de tentar forçá-lo a se comportar como metal.
Tabela de Resumo:
| Consideração Principal | Recomendação para Torneamento de PTFE |
|---|---|
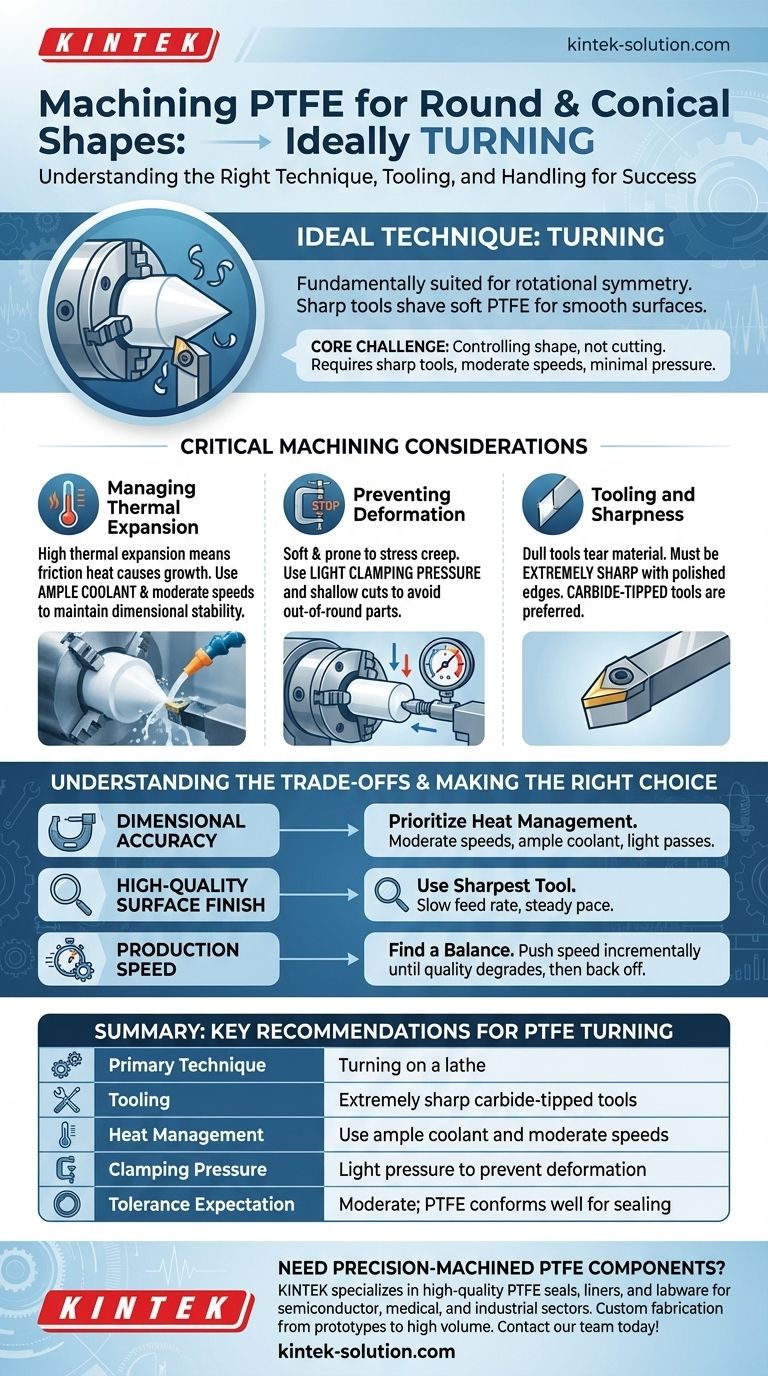
| Técnica Principal | Torneamento em torno mecânico |
| Ferramentas | Ferramentas com ponta de carboneto extremamente afiadas |
| Gerenciamento de Calor | Use refrigerante abundante e velocidades moderadas |
| Pressão de Fixação | Pressão leve para evitar deformação |
| Expectativa de Tolerância | Moderada; PTFE se conforma bem para vedação |
Precisa de componentes de PTFE usinados com precisão? A KINTEK é especializada na fabricação de vedações, revestimentos e utensílios de laboratório de PTFE de alta qualidade para os setores de semicondutores, médico e industrial. Nossa experiência em fabricação personalizada — de protótipos a pedidos de alto volume — garante que suas peças sejam feitas com as técnicas precisas e o cuidado que o PTFE exige. Entre em contato com nossa equipe hoje para discutir os requisitos do seu projeto e obter um orçamento!
Guia Visual
Produtos relacionados
- Fabricante de peças de PTFE personalizadas para peças de Teflon e pinças de PTFE
- Fabricante de peças personalizadas de PTFE para recipientes e componentes de teflon
- Fabricante de peças de teflon PTFE moldadas personalizadas para laboratório ITO FTO Cesto de flores para limpeza de vidro condutor
- Disco de Dispersão PTFE Grau Alimentício e Cosmético Pá de Agitação Grande Antiaderente e Resistente à Corrosão Impeller Personalizável
- Mangas e Hastes Vazadas de PTFE Personalizadas para Aplicações Avançadas
As pessoas também perguntam
- Quais são os tamanhos mínimo e máximo para usinagem de peças de PTFE? Projete para o sucesso sem limites universais
- Quais são os principais benefícios do PTFE na fabricação personalizada? Desbloqueie o Desempenho em Condições Extremas
- Por que a seleção da ferramenta é importante na usinagem CNC de peças de PTFE? Alcance Precisão e Qualidade
- Quais setores mais se beneficiam de peças de PTFE personalizadas? Resolva Desafios de Ambientes Extremos
- Quais são as principais vantagens de usar PTFE para peças personalizadas? Resolva Desafios Complexos de Engenharia



















