Para usinar Teflon (PTFE) de forma eficaz, você deve ajustar principalmente as velocidades de corte, as taxas de avanço e a profundidade de corte. O objetivo central desses ajustes é minimizar a geração de calor e a pressão física, pois as propriedades exclusivas do Teflon o tornam altamente suscetível à expansão térmica e à deformação.
O desafio central da usinagem de Teflon não é a dureza do material, mas a estabilidade do material. O sucesso depende inteiramente do gerenciamento de sua maciez, alta expansão térmica e baixo atrito, empregando ferramentas afiadas, resfriamento consistente e forças de corte leves para evitar o acúmulo de calor e a deformação da peça.

O Desafio Central: Gerenciando Calor e Maciez
Antes de ajustar quaisquer parâmetros, você deve entender as propriedades que tornam o Teflon exclusivo. Seus desafios não estão relacionados à resistência, mas à sua instabilidade inerente sob forças de usinagem típicas.
Alta Expansão Térmica
O Teflon possui um coeficiente de expansão térmica muito alto. Mesmo uma pequena quantidade de calor gerada pelo atrito durante o corte fará com que o material se expanda significativamente, tornando impossível manter tolerâncias apertadas.
Maciez do Material e Fluência (Creep)
O PTFE é um material extremamente macio. Essa maciez significa que ele pode se deformar facilmente sob pressão de fixação ou devido à força de uma ferramenta de corte cega. Ele também está sujeito à fluência sob tensão (stress creep), onde o material se deforma lentamente com o tempo quando mantido sob pressão, complicando ainda mais a precisão dimensional.
Baixo Atrito e Fixação da Peça
O famoso baixo coeficiente de atrito torna o Teflon escorregadio e difícil de segurar firmemente em um torno ou mandril. O instinto natural é apertá-lo mais, mas isso leva diretamente à deformação da peça devido à maciez do material.
Risco de Liberação de Gás Tóxico
A segurança é um parâmetro crítico. Se o Teflon for aquecido acima de 250°C (482°F), ele começa a se decompor e pode liberar gases tóxicos. O resfriamento adequado e a ventilação não são apenas para a qualidade da peça; são medidas de segurança essenciais.
Otimizando Seus Parâmetros de Usinagem
Seus ajustes primários devem servir ao objetivo de reduzir o calor e a força física na peça de trabalho. Isso geralmente parece contraintuitivo em comparação com a usinagem de metais.
Ajustando Velocidades de Corte e Avanços
A regra geral é usar altas velocidades de corte combinadas com uma taxa de avanço baixa a moderada. Uma alta velocidade de superfície permite que uma ferramenta afiada corte o material de forma limpa, enquanto uma baixa taxa de avanço reduz a pressão de corte e minimiza o acúmulo de atrito e calor.
Controlando a Profundidade de Corte
Sempre use uma profundidade de corte rasa. Fazer passadas leves reduz as forças de corte, impede que a ferramenta "empurre" o material em vez de cortá-lo, e gera significativamente menos calor por passada.
O Papel Crítico do Fluido de Corte (Coolant)
Um fluxo constante de fluido de corte é inegociável. O fluido de corte serve a duas funções principais: ele remove imediatamente qualquer calor gerado na aresta de corte e ajuda a lavar as cavacos macios e fibrosos que podem se enrolar na ferramenta e na peça de trabalho.
Selecionar a Ferramenta Certa é um Parâmetro Chave
O tipo e a condição de suas ferramentas são tão importantes quanto as velocidades e avanços que você define.
A Necessidade de Arestas Extremamente Afiadas
Suas ferramentas de corte devem ser o mais afiadas possível. Ferramentas de aço rápido (HSS) ou de metal duro são eficazes, mas a nitidez da aresta é o fator mais importante. Uma aresta afiada corta o material limpo, enquanto uma aresta cega o sulca, gerando imenso atrito e deformando a peça.
Usando Ângulos de Saída Positivos (Rake Angles)
Ferramentas com um alto ângulo de saída positivo e alívio significativo são ideais. Essa geometria ajuda a levantar a cavaco e afastá-la da peça, reduzindo o atrito, o calor e a probabilidade de formação de rebarbas na borda acabada.
Considerando Ferramentas Especializadas
Para operações como furação, brocas padrão são frequentemente ineficazes. Brocas com canal helicoidal parabólico são muito melhores na remoção de cavacos. Para o melhor acabamento superficial e vida útil da ferramenta, fresas especializadas com revestimento de diamante oferecem desempenho superior.
Entendendo as Compensações e Armadilhas
A usinagem bem-sucedida do Teflon requer evitar erros comuns que decorrem de tratá-lo como um metal ou um plástico mais duro.
Armadilha: Apertar Demais a Peça de Trabalho
O erro mais comum é prender a peça com muita força, o que a esmaga e arruína a precisão dimensional. Use dispositivos de fixação que distribuam a força de aperto sobre uma grande área ou uma configuração de mordentes macios para segurar o material com segurança sem deformação.
Armadilha: Ignorar a Formação de Rebarbas
Devido à sua maciez, o Teflon é altamente propenso a rebarbas. Espere realizar uma operação secundária de rebarbação. Usar uma ferramenta extremamente afiada com um alto ângulo de saída é a melhor maneira de minimizar isso, mas raramente o elimina completamente.
Armadilha: Medir uma Peça Quente
Nunca faça uma medição final quando a peça ainda estiver quente da usinagem. Devido à sua alta expansão térmica, você deve permitir que o componente esfrie e se normalize à temperatura ambiente antes de fazer medições críticas ou um passe de acabamento final.
Fazendo os Ajustes Certos para o Seu Objetivo
Seus ajustes específicos devem ser guiados pelo seu objetivo principal para a peça acabada.
- Se o seu foco principal for a precisão dimensional: Priorize o resfriamento agressivo e permita que a peça se normalize totalmente à temperatura ambiente antes de fazer quaisquer cortes ou medições finais.
- Se o seu foco principal for um acabamento superficial de alta qualidade: Use ferramentas extremamente afiadas com ângulo de saída altamente positivo e taxa de avanço baixa para garantir uma ação de corte limpa em vez de empurrar o material.
- Se o seu foco principal for a segurança: Garanta excelente ventilação e um fluxo constante de fluido de corte para manter as temperaturas bem abaixo do ponto de decomposição de 250°C em todos os momentos.
Ao respeitar as propriedades exclusivas do Teflon e priorizar a redução de calor e pressão, você pode alcançar resultados precisos e repetíveis.
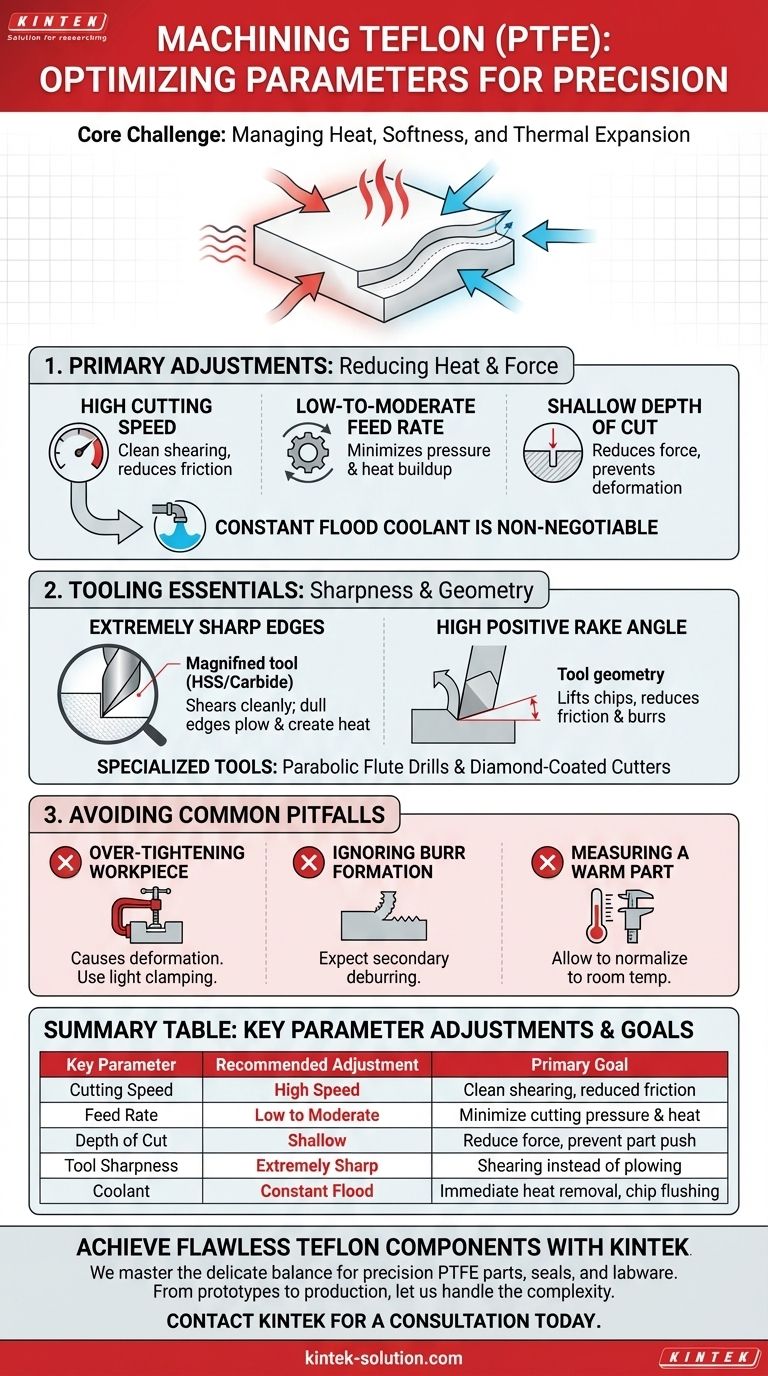
Tabela de Resumo:
| Parâmetro Chave | Ajuste Recomendado | Objetivo Principal |
|---|---|---|
| Velocidade de Corte | Alta Velocidade | Corte limpo, atrito reduzido |
| Taxa de Avanço | Baixa a Moderada | Minimizar pressão de corte e calor |
| Profundidade de Corte | Rasa | Reduzir a força e evitar o empurrão da peça |
| Nitidez da Ferramenta | Extremamente Afiada | Corte em vez de sulcar o material |
| Fluido de Corte | Fluxo Constante | Remoção imediata de calor e lavagem de cavacos |
Alcance Componentes de Teflon Impecáveis com a KINTEK
A usinagem de Teflon (PTFE) para especificações precisas requer experiência e ferramentas especializadas. A KINTEK fabrica componentes de PTFE de alta precisão — incluindo vedações, revestimentos e artigos de laboratório personalizados — para as indústrias de semicondutores, médica e laboratorial. Dominamos o equilíbrio delicado dos parâmetros para fornecer componentes livres de deformação, com acabamentos superficiais superiores e tolerâncias apertadas.
Deixe-nos lidar com a complexidade para você. De protótipos a produção de alto volume, nosso serviço de fabricação personalizado garante que suas peças de PTFE atendam aos seus requisitos exatos.
Entre em contato com a KINTEK hoje para uma consulta e orçamento para o seu próximo projeto.
Guia Visual
Produtos relacionados
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Peneira de Reação PTFE de Alta Temperatura com Camadas Personalizáveis e Tamanhos de Poros de Precisão para Dispositivos de Separação de Amostras Roscados
- Funil de Separação de Pressão Constante PTFE Personalizado, Resistente à Corrosão e de Baixo Ruído de Fundo para Frascos PFA
- Aparelhos de Laboratório em PTFE Personalizados, Células de Reação de Baixo Background Resistentes à Corrosão, Fabricação CNC de Precisão
- Disco de dispersão e haste de agitação personalizados em PTFE para processamento químico e mistura laboratorial
As pessoas também perguntam
- Peças de PTFE podem ser personalizadas de acordo com requisitos específicos? Obtenha Componentes de PTFE Personalizados de Precisão
- Quais são as principais vantagens de usar PTFE para peças personalizadas? Resolva Desafios Complexos de Engenharia
- Quais são as opções de personalização disponíveis para materiais de PTFE? Adapte o desempenho à sua aplicação
- Peças usinadas de PTFE podem ser personalizadas? Obtenha Soluções de Precisão para Aplicações Exigentes
- Quais são as vantagens da usinagem de PTFE em relação a outros materiais? Desbloqueie Desempenho Superior em Ambientes Hostis



















