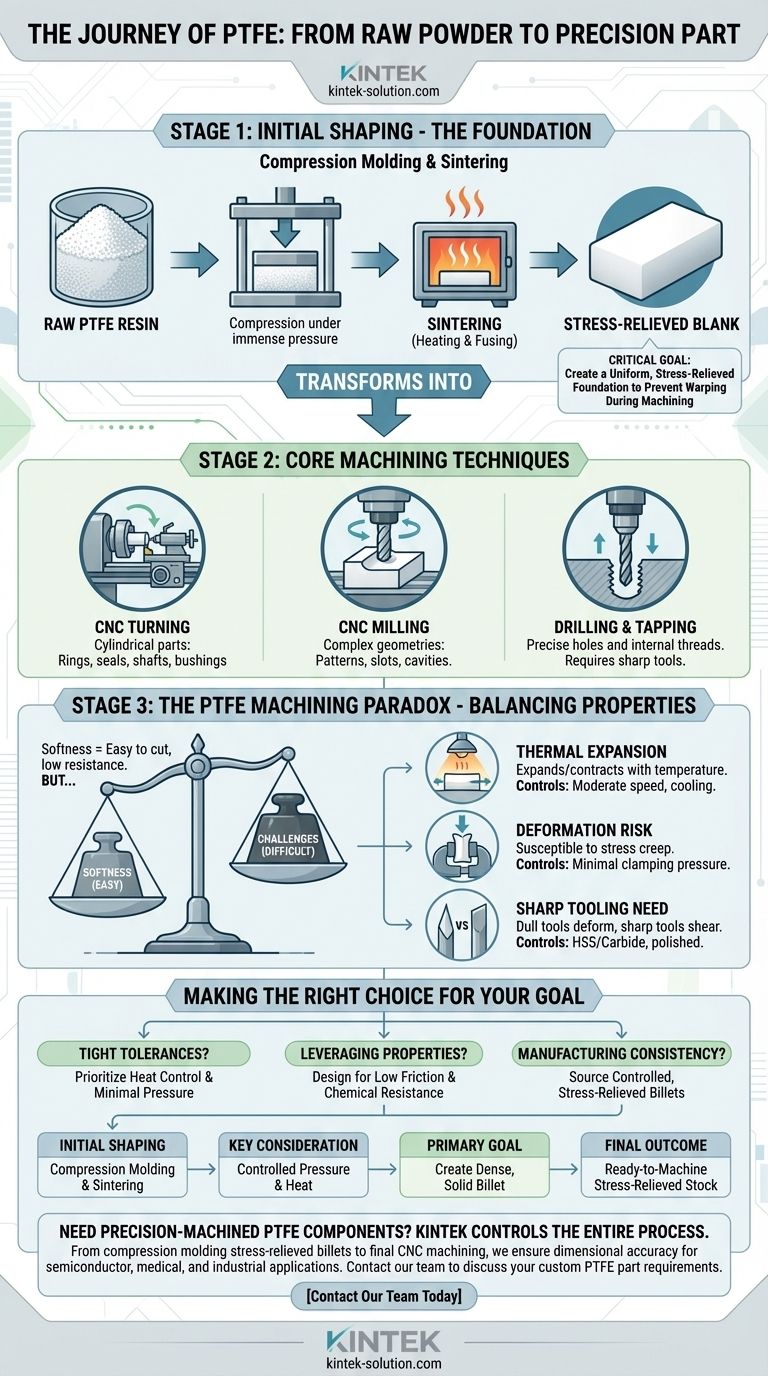
Antes que o PTFE possa ser usinado em um componente final, ele deve primeiro ser consolidado de uma resina em pó para uma forma sólida e trabalhável. Este processo inicial de conformação é conhecido como moldagem por compressão, onde a resina PTFE bruta é colocada em um molde e submetida a imensa pressão e calor, formando um bloco denso, chapa ou tarugo adequado para as operações de usinagem subsequentes.
O desafio central com o PTFE não é o corte em si, mas sim gerenciar as características únicas do material. Embora sua maciez facilite a usinagem, sua alta expansão térmica e tendência a deformar sob pressão exigem uma abordagem especializada desde a moldagem inicial até o corte final para garantir a precisão dimensional.

A Fundação: Da Resina Bruta ao Material Sólido
A jornada de um pó granular para uma peça de precisão começa com a criação de um tarugo estável e de alta qualidade. O processo inicial de moldagem não se trata apenas da forma; trata-se de criar uma base de material previsível.
Por Que a Moldagem por Compressão é o Padrão
A resina de PTFE não derrete e flui como termoplásticos comuns. Em vez disso, ela deve ser compactada sob pressão e depois aquecida em um processo chamado sinterização para fundir as partículas em uma massa sólida e uniforme.
Este processo transforma o pó solto em um tarugo denso e sólido ou "pré-forma". Este é o material base essencial que um usinador colocará em uma máquina CNC.
O Objetivo: Um Tarugo de Usinagem Isento de Tensões
Um resultado crítico da moldagem por compressão e sinterização adequadas é um tarugo isento de tensões. Um tarugo processado incorretamente pode conter tensões internas que fazem o material empenar ou mudar de forma de forma imprevisível assim que a usinagem começa, comprometendo a precisão da peça final.
Técnicas Centrais de Usinagem para PTFE
Uma vez que um material base de qualidade é garantido, ele pode ser moldado usando equipamentos padrão, desde que as técnicas corretas sejam empregadas. As propriedades do PTFE o tornam compatível com vários métodos de usinagem comuns.
Torneamento CNC
Para criar peças cilíndricas como anéis, vedações, eixos e buchas, o torneamento CNC é o método principal. Uma peça de trabalho é girada enquanto uma ferramenta de corte é movida ao longo de seu eixo para moldá-la.
Fresagem CNC
Quando um projeto requer geometrias mais complexas, como padrões intrincados, ranhuras ou cavidades, a fresagem CNC é usada. Este processo envolve uma ferramenta de corte rotativa que remove material de uma peça de trabalho estacionária.
Furação e Rosqueamento
A criação de furos precisos e roscas internas é um requisito comum. Isso é realizado com operações padrão de furação e rosqueamento, embora a nitidez da ferramenta seja fundamental para evitar a deformação do material.
Entendendo as Compensações: O Paradoxo da Usinagem de PTFE
O PTFE é paradoxalmente fácil e difícil de usinar. Sua maciez significa que as ferramentas o cortam com pouca resistência, mas suas outras propriedades criam desafios significativos que devem ser gerenciados ativamente.
O Desafio da Expansão Térmica
O PTFE tem um coeficiente de expansão térmica muito alto. Isso significa que ele se expande e contrai significativamente com as mudanças de temperatura. O calor gerado durante o corte pode facilmente fazer com que a peça saia da tolerância se não for controlado com velocidades de corte moderadas e resfriamento adequado.
O Risco de Deformação
Devido à sua maciez e tendência ao deslizamento de tensão (stress creep), o PTFE pode ser facilmente comprimido ou deformado. Aplicar muita pressão de fixação em um torno ou mandril espremerá o material, resultando em uma peça imprecisa assim que a pressão for liberada.
A Necessidade Crítica de Ferramentas Afiadas
O uso de ferramentas de corte extremamente afiadas e polidas, preferencialmente de aço rápido (HSS) ou carboneto, é inegociável. Uma ferramenta cega não cortará o material de forma limpa; em vez disso, ela o empurrará e deformará, gerando calor excessivo e resultando em um acabamento superficial ruim.
Fazendo a Escolha Certa para o Seu Objetivo
A usinagem bem-sucedida do PTFE requer projetar com suas propriedades, e não contra elas. Reconhecer seus pontos fortes e fracos desde o início é a chave para um resultado bem-sucedido.
- Se o seu foco principal é alcançar tolerâncias apertadas: Você deve priorizar o controle de calor através de velocidades de corte moderadas e ferramentas afiadas, enquanto usa pressão de fixação mínima e cuidadosamente aplicada para evitar qualquer deformação.
- Se o seu foco principal é alavancar as propriedades do PTFE: Projete a aplicação para aproveitar seu baixo atrito e resistência química, permitindo que sua resiliência natural se conforme às dimensões de trabalho, em vez de exigir estabilidade dimensional rígida.
- Se o seu foco principal é a consistência de fabricação: Garanta que seus tarugos brutos sejam provenientes de um fornecedor confiável que utilize um processo controlado de moldagem por compressão e sinterização para fornecer material isento de tensões.
Entender este ciclo de vida completo, da moldagem à usinagem, é a chave para transformar as propriedades únicas do PTFE em componentes confiáveis e de alto desempenho.
Tabela de Resumo:
| Estágio do Processo | Ação Chave | Objetivo Principal |
|---|---|---|
| Conformação Inicial | Moldagem por Compressão e Sinterização | Criar um tarugo denso e sólido a partir do pó de PTFE |
| Consideração Chave | Pressão e calor controlados | Obter um tarugo uniforme e isento de tensões |
| Resultado Final | Material pronto para usinagem | Fornecer uma base previsível para operações CNC |
Precisa de componentes de PTFE usinados com precisão nos quais você possa confiar?
Na KINTEK, controlamos todo o processo — desde a moldagem por compressão de nossos próprios tarugos isentos de tensões até a usinagem CNC final — para garantir a precisão dimensional e o desempenho da peça. Nossa experiência na fabricação de vedações, revestimentos e utensílios de laboratório de PTFE para os setores de semicondutores, médico e industrial significa que seu projeto se beneficia do conhecimento do material e da consistência de fabricação.
Contate nossa equipe hoje mesmo para discutir suas necessidades de peças de PTFE personalizadas, desde protótipos até produção de alto volume.
Guia Visual
Produtos relacionados
- Frasco de Reação Pequeno de PTFE Resistente à Corrosão, Moldado em Uma Única Peça, Tanque de Armazenamento de Amostras de Teflon
- Mangas e Hastes Vazadas de PTFE Personalizadas para Aplicações Avançadas
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Funil de Gotejamento de Pressão Constante Personalizado em Politetrafluoretileno (PTFE) – Conjunto de Controle de Fluido Resistente à Corrosão com Compatibilidade para Rolhas de Conversão
- Hastes de PTFE personalizáveis para aplicações industriais avançadas
As pessoas também perguntam
- Quais são as vantagens de usar frascos de laboratório de PTFE? Resistência Química Incomparável para Amostras Críticas
- Quais são as características das garrafas de laboratório de PTFE? Resistência Química Inigualável e Tolerância a Temperaturas Extremas
- Quais são os limites de temperatura para o frasco de PTFE? Garanta a segurança de -200°C a 260°C
- O que torna o frasco de PTFE durável? Estabilidade Química e Térmica Incomparáveis para Aplicações Exigentes
- A garrafa de PTFE é adequada para aplicações de ultra-pureza? Garanta a Integridade Absoluta da Amostra



















