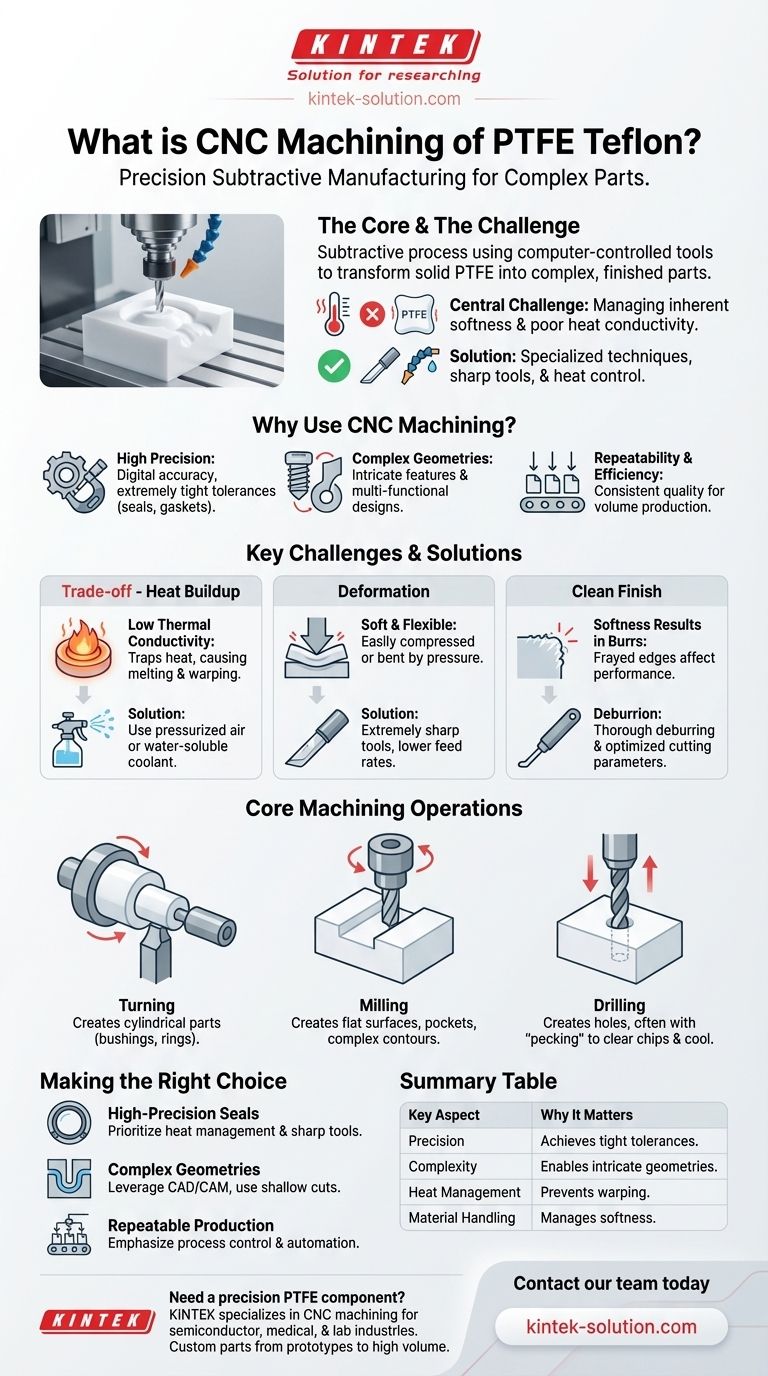
Em sua essência, a usinagem CNC de PTFE (Teflon) é um processo de fabricação subtrativa que utiliza ferramentas de corte controladas por computador para remover material com precisão de um bloco sólido de PTFE. Este método transforma o material bruto em peças acabadas com geometrias complexas e tolerâncias rigorosas que muitas vezes são impossíveis de alcançar com técnicas tradicionais de moldagem ou fabricação.
O desafio central na usinagem de PTFE não é o corte em si, mas sim gerenciar a suavidade inerente do material e sua baixa condutividade térmica. O sucesso depende inteiramente de técnicas especializadas — como o uso de ferramentas excepcionalmente afiadas e o controle do acúmulo de calor — para alcançar a precisão sem deformar a peça.

Por que usar usinagem CNC para PTFE?
Embora o PTFE possa ser moldado de outras maneiras, a usinagem CNC oferece vantagens distintas, especialmente quando a precisão e a complexidade são necessárias. Ela desbloqueia todo o potencial do material para aplicações exigentes.
A Busca por Alta Precisão
Os sistemas CNC fornecem precisão digital, permitindo a criação de peças com tolerâncias extremamente rigorosas.
Este nível de controle é fundamental para componentes como vedações, gaxetas e mancais, onde até mesmo pequenas imprecisões dimensionais podem levar à falha. O processo garante que as peças sejam fabricadas exatamente de acordo com as especificações, sem o empenamento que pode ocorrer na moldagem de alta temperatura.
Possibilitando Geometrias Complexas
A usinagem CNC se destaca na produção de recursos intrincados como roscas, ranhuras e curvas complexas.
Essa capacidade é essencial para projetos de engenharia modernos que exigem peças multifuncionais. A ferramenta guiada por computador pode seguir caminhos complexos que seriam impraticáveis para processos manuais.
Garantindo Repetibilidade e Eficiência
Uma vez que um caminho de ferramenta é programado, uma máquina CNC pode produzir milhares de peças idênticas com desvio mínimo.
Esta alta repetibilidade é crucial para a produção em volume, garantindo qualidade consistente durante todo o lote. A automação inerente ao processo também reduz o erro humano e otimiza o tempo de produção, tornando-o altamente eficiente.
Entendendo as Compensações: Desafios Chave do PTFE
A usinagem de PTFE é fundamentalmente diferente da usinagem de metais ou mesmo de outros plásticos. Suas propriedades únicas apresentam desafios específicos que devem ser abordados com técnica cuidadosa.
Gerenciamento do Acúmulo de Calor
O PTFE tem condutividade térmica muito baixa, o que significa que não dissipa bem o calor. O atrito das ferramentas de corte pode gerar rapidamente calor que fica retido no material.
Esse calor localizado pode fazer com que o PTFE derreta, grude na ferramenta ou se expanda e deforme, destruindo a precisão dimensional da peça. A solução envolve o uso de ar pressurizado ou um fluido refrigerante solúvel em água para remover ativamente o calor da zona de corte.
Prevenção da Deformação do Material
Como um material muito macio e flexível, o PTFE pode ser facilmente comprimido ou dobrado pela pressão da ferramenta ou fixação inadequada.
Para evitar isso, os usinadores usam ferramentas de corte extremamente afiadas para cisalhar o material de forma limpa, em vez de empurrá-lo. Taxas de avanço mais baixas e profundidades de corte rasas também são empregadas para minimizar a força de corte exercida sobre a peça de trabalho.
Obtenção de um Acabamento Limpo
A suavidade do PTFE pode resultar em rebarbas ou bordas desfiadas após o corte. Essas imperfeições podem afetar o desempenho das vedações ou o ajuste das peças montadas.
Uma etapa final crucial é a rebarbação completa para remover quaisquer bordas afiadas ou elevadas. A combinação correta de nitidez da ferramenta, velocidade de corte e taxa de avanço é a principal estratégia para minimizar as rebarbas desde o início.
As Operações de Usinagem Principais
Embora muitas operações sejam possíveis, três processos centrais formam a base da maioria dos projetos de usinagem de PTFE.
Torneamento
O Torneamento é usado para criar peças cilíndricas, girando a peça de trabalho de PTFE enquanto uma ferramenta de corte estacionária remove material. Isso é ideal para produzir componentes como buchas, anéis e bicos.
Fresamento
O Fresamento envolve uma ferramenta de corte rotativa removendo material de uma peça de trabalho estacionária. Este processo é usado para criar superfícies planas, cavidades, ranhuras e contornos 3D complexos.
Furação
A Furação cria furos na peça de trabalho de PTFE. Devido ao acúmulo de calor, brocas especializadas projetadas para plásticos são frequentemente usadas, e o processo pode envolver "picotamento" — furar uma curta distância e retrair para limpar cavacos e permitir o resfriamento.
Fazendo a Escolha Certa para Sua Aplicação
Selecionar a abordagem correta para usinar PTFE depende inteiramente dos objetivos específicos do seu projeto.
- Se seu foco principal são vedações ou mancais de alta precisão: Priorize técnicas que gerenciem o calor e evitem a deformação, como o uso de ferramentas afiadas e especializadas e fluidos refrigerantes eficazes.
- Se seu foco principal são geometrias complexas para dispositivos fluidicos: Aproveite a liberdade de design do CAD/CAM, mas certifique-se de que seus caminhos de ferramenta considerem a suavidade do PTFE usando taxas de avanço mais baixas e cortes rasos.
- Se seu foco principal é produção repetível e econômica: Enfatize o controle de processo e a automação para manter a qualidade consistente e minimizar o desperdício, mas considere que os tempos de ciclo podem ser mais longos do que para materiais mais duros.
Em última análise, usinar PTFE com sucesso é menos sobre força bruta e mais sobre uma abordagem refinada que respeita as propriedades únicas do material.
Tabela de Resumo:
| Aspecto Chave | Por que é Importante para a Usinagem de PTFE |
|---|---|
| Precisão | Atinge tolerâncias rigorosas críticas para vedações, mancais e utensílios de laboratório. |
| Complexidade | Permite geometrias intrincadas como roscas, ranhuras e caminhos fluidicos. |
| Gerenciamento de Calor | Previne empenamento e deformação com fluidos refrigerantes e técnicas especializadas. |
| Manuseio do Material | Usa ferramentas afiadas e avanços controlados para gerenciar a suavidade do PTFE. |
Precisa de um componente de PTFE de precisão? A KINTEK é especializada em usinagem CNC de PTFE Teflon para as indústrias de semicondutores, médica e laboratorial. Combinamos conhecimento especializado de materiais com fabricação avançada para fornecer peças personalizadas — de protótipos a pedidos de alto volume — que atendem às suas especificações exatas. Entre em contato com nossa equipe hoje para discutir seu projeto e obter um orçamento.
Guia Visual
Produtos relacionados
- Fabricante de peças de teflon PTFE moldadas personalizadas para laboratório ITO FTO Cesto de flores para limpeza de vidro condutor
- Fabricante de peças de PTFE personalizadas para peças de Teflon e pinças de PTFE
- Fabricante de peças personalizadas de PTFE para recipientes e componentes de teflon
- Disco de Dispersão PTFE Grau Alimentício e Cosmético Pá de Agitação Grande Antiaderente e Resistente à Corrosão Impeller Personalizável
- Raspadores e pás de PTFE personalizáveis para aplicações exigentes
As pessoas também perguntam
- Como os cestos de flor em PTFE se comparam aos suportes de quartzo ou aço inoxidável? Maximize o ROI com Soluções de Baixo Custo Total de Propriedade
- Qual é o princípio de funcionamento de um cesto de flores de PTFE? Otimize o fluxo de fluidos e a pureza para imersão química
- Quais são as funções principais e características de design de uma cesta de flor de PTFE? Otimize o Processamento Químico de Alta Pureza
- Como os cestos florais de PTFE contribuem para a pureza na fabricação de semicondutores? Alcance Pureza Sub-10 ppt e Lixiviação Zero
- Como o design estrutural de uma cesta de flores de PTFE garante acesso uniforme de fluidos aos substratos? Otimize os Rendimentos de Laboratório



















