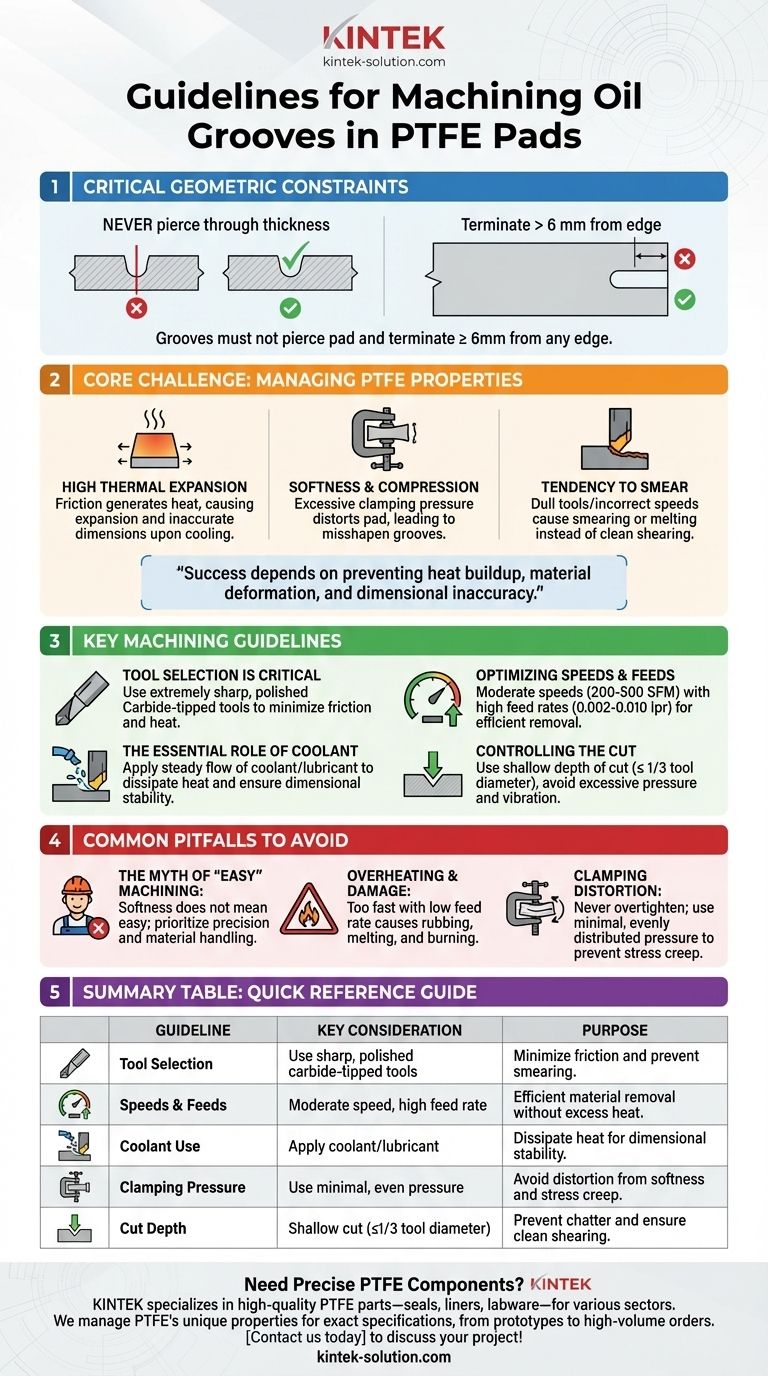
A usinagem de ranhuras de óleo em pastilhas de PTFE é regida por algumas restrições geométricas críticas e uma profunda compreensão das propriedades únicas do material. O processo é semelhante à usinagem de ferro fundido, mas as ranhuras nunca devem perfurar a espessura da pastilha e devem terminar a pelo menos 6 mm de qualquer borda. Embora a forma e a profundidade específicas da ranhura sejam flexíveis e dependam da sua aplicação, usiná-la com sucesso requer técnicas específicas para gerenciar a natureza do PTFE.
O principal desafio não é a geometria da ranhura de óleo, mas sim controlar a maciez inerente do PTFE e sua alta expansão térmica durante o processo de usinagem. O sucesso depende do uso das ferramentas e técnicas corretas para prevenir o acúmulo de calor, a deformação do material e a imprecisão dimensional.

O Desafio Central: Trabalhando com as Propriedades do PTFE
Para usinar o PTFE de forma eficaz, você deve projetar seu processo em torno de suas características fundamentais, e não apesar delas. Sua maciez facilita o corte, mas suas outras características apresentam desafios significativos à precisão.
Alta Expansão Térmica
O PTFE se expande e contrai significativamente com as mudanças de temperatura. O atrito de uma ferramenta de corte gera calor, o que pode fazer com que o material se expanda durante o corte, resultando em uma dimensão imprecisa da ranhura assim que esfria.
Maciez e Compressão
O material é macio e pode ser facilmente comprimido. Pressão de fixação excessiva distorcerá a pastilha, e qualquer ranhura usinada nela ficará deformada assim que a pressão for liberada. Essa propriedade, conhecida como fluência de tensão (stress creep), torna difícil manter tolerâncias apertadas.
Tendência a Esfregar (Smear)
Se as ferramentas de corte estiverem cegas ou as velocidades de corte estiverem incorretas, o PTFE pode esfregar ou derreter em vez de cisalhar de forma limpa. Isso resulta em um acabamento superficial ruim e pode entupir a ferramenta de corte.
Principais Diretrizes de Usinagem para Ranhuras de PTFE
Aderir às melhores práticas para ferramentas, velocidades e manuseio da peça de trabalho é essencial para um resultado preciso e limpo. Estas diretrizes são projetadas para mitigar os desafios impostos pelo próprio material.
A Seleção da Ferramenta é Crítica
Suas ferramentas de corte devem estar extremamente afiadas e polidas. Ferramentas com ponta de carboneto (carbide-tipped) são fortemente preferidas, pois mantêm um fio afiado por mais tempo e geram menos calor de atrito do que o Aço Rápido (HSS). Uma superfície de ferramenta lisa garante que as cavacos fluam facilmente.
Otimizando Velocidades e Avanços
O objetivo é remover material de forma eficiente sem gerar calor excessivo. Use velocidades de corte moderadas (um ponto de partida é de 200 a 500 pés de superfície por minuto) combinadas com altas taxas de avanço (0,002 a 0,010 polegadas por revolução). Uma taxa de avanço maior garante que a ferramenta esteja constantemente cortando material novo e ajuda a evacuar as cavacos rapidamente.
O Papel Essencial do Refrigerante
O uso de um refrigerante ou lubrificante é altamente recomendado para quaisquer operações intensivas em calor no PTFE. Um fluxo constante de refrigerante dissipa o calor na interface de corte, prevenindo a expansão térmica e garantindo a estabilidade dimensional.
Controlando o Corte
Use uma profundidade de corte rasa, idealmente não mais que um terço do diâmetro da ferramenta. Evite pressão e vibração excessivas, pois isso pode fazer com que o material macio vibre (chatter) ou se deforme, resultando em um acabamento superficial ruim.
Armadilhas Comuns a Evitar
Entender o que pode dar errado é tão importante quanto saber o procedimento correto. Muitos usinadores novos no PTFE cometem erros previsíveis que comprometem a peça final.
O Mito da Usinagem "Fácil"
Embora o PTFE seja macio e não cause desgaste significativo da ferramenta, isso não o torna fácil de usinar com precisão. Sua maciez é a fonte dos principais desafios: distorção sob pressão e dificuldade em obter um cisalhamento limpo.
Superaquecimento e Danos ao Material
Operar a ferramenta muito rápido com uma taxa de avanço baixa é um erro comum. Isso faz com que a ferramenta raspe no material em vez de cortá-lo, gerando calor localizado intenso que pode derreter ou queimar o PTFE, arruinando a pastilha.
Distorção por Fixação
Nunca aperte demais uma pastilha de PTFE em uma morsa ou dispositivo de fixação. O material será comprimido, e a ranhura usinada não atenderá às suas dimensões necessárias após a liberação da peça. Use pressão de fixação mínima e distribuída uniformemente.
Fazendo a Escolha Certa para o Seu Objetivo
Seu objetivo específico determinará qual aspecto do processo você precisa priorizar.
- Se seu foco principal é a precisão dimensional: Priorize o gerenciamento térmico com bastante refrigerante e use pressão de fixação mínima para evitar qualquer distorção da pastilha.
- Se seu foco principal é um acabamento superficial limpo: Use ferramentas de carboneto excepcionalmente afiadas e polidas com altas taxas de avanço para garantir que o material se cisa limpo em vez de esfregar.
- Se você está configurando um novo processo: Comece com velocidades de corte conservadoras e concentre-se na remoção eficaz de cavacos antes de aumentar gradualmente os parâmetros para encontrar o equilíbrio ideal para o seu equipamento.
Em última análise, a usinagem bem-sucedida de PTFE vem do respeito às propriedades únicas do material através de preparação cuidadosa e execução precisa.
Tabela de Resumo:
| Diretriz | Consideração Principal | Propósito |
|---|---|---|
| Seleção da Ferramenta | Usar ferramentas afiadas, polidas e com ponta de carboneto | Minimizar o atrito e prevenir o esfregamento do material |
| Velocidades & Avanços | Velocidade moderada (200-500 SFM), alta taxa de avanço | Remoção eficiente de material sem calor excessivo |
| Uso de Refrigerante | Aplicar refrigerante/lubrificante durante o corte | Dissipar o calor para manter a estabilidade dimensional |
| Pressão de Fixação | Usar pressão mínima e uniforme | Evitar distorção devido à maciez do PTFE e fluência de tensão |
| Profundidade de Corte | Corte raso (≤1/3 do diâmetro da ferramenta) | Prevenir vibração (chatter) e garantir cisalhamento limpo |
Precisa de componentes de PTFE usinados sob medida e precisos?
Na KINTEK, somos especializados na fabricação de peças de PTFE de alta qualidade — incluindo vedações, revestimentos e artigos de laboratório personalizados — para os setores de semicondutores, médico, laboratorial e industrial. Nossa experiência no gerenciamento das propriedades exclusivas do PTFE garante que seus componentes sejam usinados de acordo com especificações exatas, evitando armadilhas comuns como expansão térmica e deformação.
Oferecemos fabricação personalizada desde protótipos até pedidos de alto volume, priorizando precisão e durabilidade. Deixe-nos lidar com as complexidades da usinagem de PTFE para você.
Entre em contato conosco hoje para discutir os requisitos do seu projeto e obter um orçamento!
Guia Visual
Produtos relacionados
- Disco de Dispersão e Pá de Agitação Inerte em PTFE de Alta Pureza e Resistente à Corrosão para Mistura em Alimentos, Farmacêuticos e Cosméticos
- Disco de Dispersão PTFE Grau Alimentício e Cosmético Pá de Agitação Grande Antiaderente e Resistente à Corrosão Impeller Personalizável
- Placa de Isolamento Térmico PTFE Personalizável Resistente a Alta Temperatura e Corrosão Suporte de Laboratório em Camadas Múltiplos Níveis
- Placa de Isolamento Térmico de PTFE Resistente a Alta Temperatura, Suporte de Fluoropolímero Sem Metal Resistente à Corrosão para Laboratórios Ultra Limpos
- Disco de agitação de PTFE resistente à corrosão, placa de dispersão química, acessório para misturador de fluoropolímero com diâmetro de 350mm
As pessoas também perguntam
- Quais são as aplicações da dispersão de PTFE? Um guia para revestimentos antiaderentes, resistentes a produtos químicos e muito mais
- Quais são as especificações de tolerância para a espessura de discos de PTFE? Por que ±20% é o Padrão da Indústria
- Onde os agitadores de PTFE são tipicamente aplicados? Essencial para Processamento Químico, Farmacêutico e Bioprocessamento
- Qual é o método de dispersão para a produção de PTFE e quais são os seus produtos? Ideal para Revestimentos Finos e Filmes
- O que é a dispersão de PTFE e como é utilizada? Um Guia para Revestimentos Antiaderentes e Resistência Química