Para usinar PTFE com sucesso, você deve adotar uma estratégia que leve em conta suas propriedades únicas: extrema maciez, baixa dissipação de calor e alta expansão térmica. Isso exige o uso de ferramentas excepcionalmente afiadas, a aplicação de força de fixação mínima para prevenir deformação e o uso de velocidades de corte e taxas de avanço baixas para gerenciar o acúmulo de calor e manter a precisão dimensional.
O desafio central da usinagem de PTFE não é cortar o material, mas controlá-lo. Ao contrário dos metais, que são rígidos, o PTFE se deforma facilmente sob pressão e se expande com o calor, tornando uma abordagem de "finesse sobre força" essencial para alcançar tolerâncias apertadas e um acabamento de qualidade.

Por Que o PTFE Exige uma Abordagem Especializada
O politetrafluoretileno (PTFE), frequentemente conhecido pela marca Teflon, é valorizado por seu baixo atrito, inércia química e resistência a altas temperaturas. No entanto, as mesmas propriedades que o tornam valioso na aplicação também o tornam desafiador na máquina CNC.
O Desafio da Maciez e Baixa Rigidez
O PTFE é um material extremamente macio. Isso significa que oferece pouca resistência a uma ferramenta de corte, mas também significa que pode ser facilmente comprimido, esticado ou deformado.
Aplicar pressão de fixação excessiva ou usar uma ferramenta cega não cortará o material de forma limpa, mas o empurrará para fora do caminho, levando a imprecisões dimensionais e empenamento.
O Paradoxo do Acúmulo de Calor
Embora o PTFE possa suportar temperaturas extremas em sua aplicação final, ele é um mau condutor térmico. Ele não dissipa bem o calor durante a usinagem.
Esse calor aprisionado faz com que o material se expanda significativamente — uma propriedade conhecida como alto coeficiente de expansão térmica. Essa expansão pode arruinar tolerâncias apertadas, pois uma peça usinada "quente" encolherá e sairá da especificação à medida que esfria.
O Impacto do Baixo Atrito
O coeficiente de atrito excepcionalmente baixo do PTFE é um benefício chave, reduzindo o desgaste em peças acabadas. Durante a usinagem, essa propriedade ajuda a reduzir o atrito na própria ferramenta.
No entanto, isso não compensa a tendência do material de se deformar sob pressão ou expandir com o calor, que permanecem os principais desafios.
Os Pilares da Usinagem de Precisão de PTFE
Uma estratégia bem-sucedida para usinar PTFE é construída sobre o controle preciso das ferramentas, parâmetros da máquina e fixação da peça.
Seleção da Ferramenta: O Fio da Navalha é Inegociável
O fator mais importante é a nitidez da ferramenta. Uma aresta de corte afiada fatia o material de forma limpa em vez de empurrá-lo.
Use ferramentas de Aço Rápido (HSS) ou metal duro com um ângulo de cunha positivo muito alto e uma superfície polida e lisa para evitar que o material grude na ferramenta.
Velocidades e Avanços: Devagar e Constante
Para evitar o acúmulo de calor, você deve usar parâmetros de corte conservadores. Velocidades altas geram atrito e calor, levando à expansão térmica.
Busque velocidades de corte ótimas entre 200–500 m/min e taxas de avanço de 0,1–0,5 mm/rev. Esses parâmetros mais baixos minimizam o estresse térmico na peça de trabalho.
Fixação da Peça: Suporte Sem Distorção
Fixar o PTFE adequadamente é fundamental. A fixação padrão em um torno de bancada é frequentemente muito agressiva e distorcerá a peça.
Use dispositivos de fixação que forneçam suporte amplo com pressão de fixação mínima. Castanhas macias especializadas, dispositivos de fixação a vácuo ou dispositivos moldados sob medida são altamente eficazes para segurar a peça com segurança sem esmagá-la.
Gerenciamento Térmico: O Papel dos Fluidos de Corte
O uso de fluido de corte em inundação serve a dois propósitos: lubrifica o corte e, mais importante, remove ativamente o calor da peça de trabalho.
Este gerenciamento térmico é crucial para prevenir a expansão térmica que destrói a precisão dimensional, permitindo que você mantenha tolerâncias muito mais apertadas.
Armadilhas Comuns a Evitar
Entender a teoria é uma coisa; evitar erros comuns é outra. A conscientização sobre essas armadilhas é fundamental para prevenir peças descartadas e tempo perdido.
O Mito do "Fácil de Usinar"
O PTFE é frequentemente descrito como tendo alta usinabilidade. Isso simplesmente significa que é fácil de cortar e causa muito pouco desgaste na ferramenta.
Isso não significa que seja fácil manter tolerâncias apertadas. O desafio reside em controlar a resposta física do material ao processo de usinagem.
Perseguir Tolerâncias Sem Considerar a Expansão
Um erro comum é medir a peça enquanto ela ainda está quente do processo de corte. As medições estarão imprecisas, pois a peça encolherá assim que esfriar até a temperatura ambiente.
Sempre permita que a peça normalize sua temperatura antes de fazer medições finais para dimensões críticas.
Fixação Excessiva: A Principal Causa de Distorção
O instinto natural é fixar uma peça firmemente. Com o PTFE, esta é a maneira mais rápida de arruinar uma peça antes mesmo do primeiro corte ser feito.
Sempre comece com a força de fixação absolutamente mínima necessária para segurar a peça e aumente-a apenas se necessário. O objetivo é segurar, não deformar.
Fazendo a Escolha Certa Para o Seu Objetivo
Seu objetivo específico determinará qual aspecto do processo você precisa priorizar.
- Se seu foco principal é a precisão dimensional: Priorize o gerenciamento térmico acima de tudo, usando bastante fluido de corte e velocidades conservadoras para prevenir a expansão térmica.
- Se seu foco principal é um acabamento superficial superior: Enfatize o uso de ferramentas extremamente afiadas e polidas com um ângulo de cunha alto e passes de acabamento leves e consistentes.
- Se você está usinando peças complexas ou de parede fina: Concentre-se em dispositivos de fixação robustos que não causem distorção, pois essas características são as mais suscetíveis à deformação sob pressão.
Ao respeitar as propriedades únicas do PTFE em vez de lutar contra elas, você pode transformar seus desafios de usinagem em resultados previsíveis e bem-sucedidos.
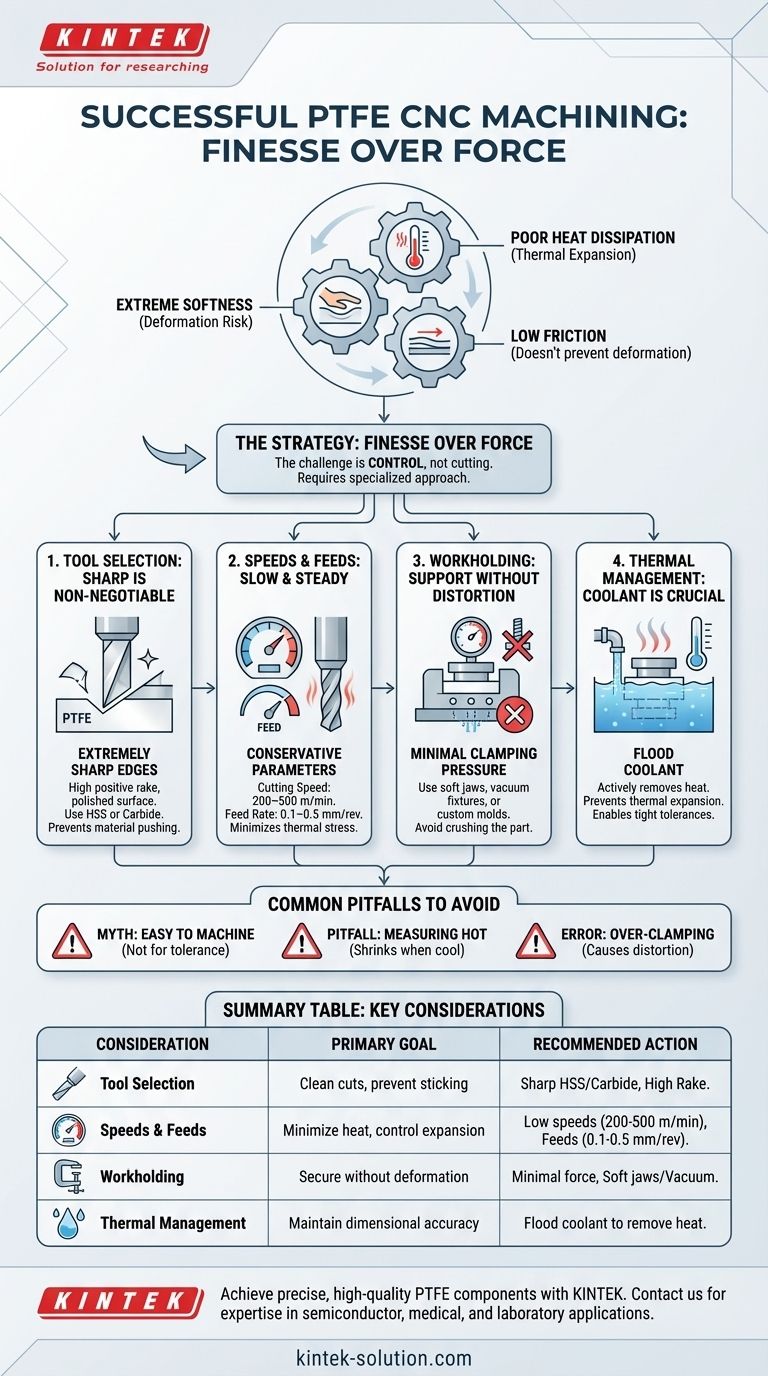
Tabela de Resumo:
| Consideração Chave | Objetivo Principal | Ação Recomendada |
|---|---|---|
| Seleção da Ferramenta | Cortes limpos, evitar que o material grude | Use ferramentas HSS/metal duro extremamente afiadas com um ângulo de cunha positivo alto. |
| Velocidades e Avanços | Minimizar o acúmulo de calor, controlar a expansão | Use velocidades baixas (200-500 m/min) e taxas de avanço (0,1-0,5 mm/rev). |
| Fixação da Peça | Segurar a peça sem deformação | Aplique força de fixação mínima; use castanhas macias ou dispositivos a vácuo. |
| Gerenciamento Térmico | Manter a precisão dimensional | Use fluido de corte em inundação para remover ativamente o calor da peça de trabalho. |
Obtenha componentes de PTFE precisos e de alta qualidade com a KINTEK.
A usinagem de PTFE para aplicações em semicondutores, médicas ou laboratoriais exige experiência especializada para superar seus desafios únicos. A KINTEK se destaca na fabricação de PTFE de precisão, desde protótipos personalizados até pedidos de alto volume. Aproveitamos nosso profundo conhecimento das propriedades do material para fornecer peças que atendam às suas tolerâncias mais rigorosas.
Deixe-nos colocar nossa experiência para trabalhar para você. Entre em contato com a KINTEK hoje para discutir os requisitos do seu projeto e obter um orçamento.
Guia Visual
Produtos relacionados
- Aparelhos de Laboratório em PTFE Personalizados, Células de Reação de Baixo Background Resistentes à Corrosão, Fabricação CNC de Precisão
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Raspadores e pás de PTFE personalizáveis para aplicações exigentes
- Fabricante de peças de teflon PTFE moldadas personalizadas para laboratório ITO FTO Cesto de flores para limpeza de vidro condutor
- Cortador de membrana quadrada de PTFE de alta pureza e dispositivo de alíquota de filtro para análise de traços e aplicações em laboratórios de sala limpa
As pessoas também perguntam
- Como o PTFE minimiza a contaminação da amostra? Garanta Pureza Inigualável para Análises Críticas
- Quais são as vantagens mecânicas e de segurança do uso de aparelhos de PTFE em um laboratório? Melhore a Segurança e a Durabilidade
- Quais são as opções de personalização disponíveis para materiais de PTFE? Adapte o desempenho à sua aplicação
- Qual é a faixa de temperatura operacional para artigos de laboratório de PTFE? Dominando os Limites Térmicos de -200°C a +260°C
- Quais são as principais propriedades de resistência química dos aparelhos de laboratório de PTFE? Pureza e Inércia Inigualáveis



















