A usinagem de PTFE exige uma mudança completa de mentalidade em relação aos materiais tradicionais. Ao contrário dos metais, o desafio não é superar a dureza, mas sim controlar sua suavidade única, alta expansão térmica e tendência a deformar sob pressão. As considerações chave envolvem o uso de ferramentas excepcionalmente afiadas, o gerenciamento do acúmulo de calor com velocidades precisas e o emprego de fixação especializada para evitar que o material se curve ou se comprima.
O PTFE é enganosamente fácil de cortar, mas difícil de usinar com tolerância apertada. O sucesso não vem da ação de corte em si, mas do gerenciamento estratégico da instabilidade inerente do material — sua expansão térmica e fluência de tensão — durante todo o processo.

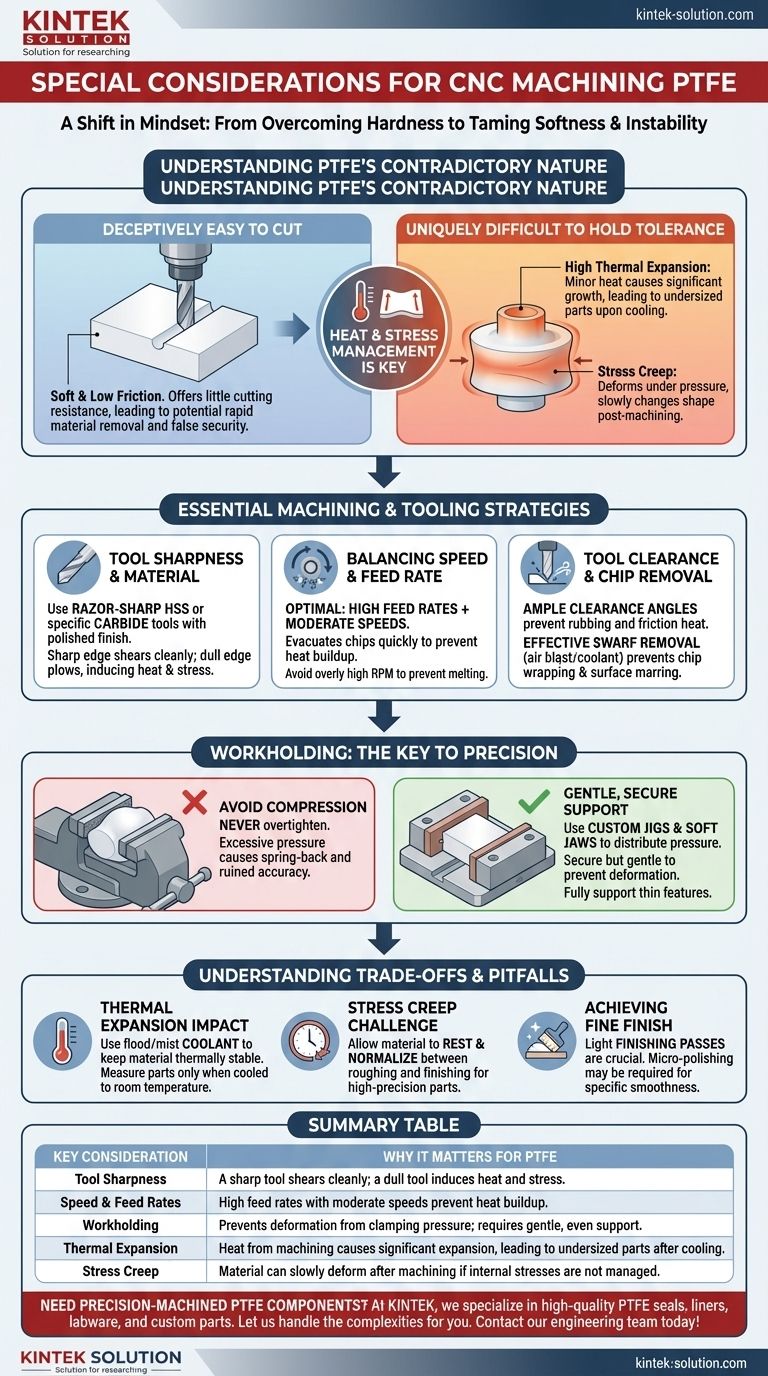
Compreendendo a Natureza Contraditória do PTFE
Para usinar o politetrafluoretileno (PTFE) de forma eficaz, você deve primeiro entender suas propriedades centrais. Seus maiores pontos fortes na aplicação são frequentemente suas maiores fraquezas na máquina CNC.
Enganosamente Fácil de Cortar
A suavidade e o baixo coeficiente de atrito do PTFE significam que ele oferece muito pouca resistência a uma ferramenta de corte. Isso pode dar uma falsa sensação de segurança, pois o material pode ser removido muito rápida e facilmente.
Dificuldade Única em Manter a Tolerância
O verdadeiro desafio reside na precisão dimensional. O PTFE possui duas propriedades que dificultam a precisão: um alto coeficiente de expansão térmica e uma tendência à fluência de tensão (stress creep).
Mesmo o calor mínimo do processo de corte pode fazer com que a peça se expanda significativamente. Depois de esfriar, ela encolherá, resultando em uma característica de tamanho menor. Da mesma forma, ele se deforma facilmente sob pressão e pode lentamente "fluir" ou mudar de forma após ser desclampado.
Estratégias Essenciais de Usinagem e Ferramentas
Suas ferramentas e parâmetros de corte devem ser adaptados para acomodar a natureza delicada do PTFE. O objetivo é cisalhar o material de forma limpa sem introduzir calor ou estresse.
O Papel Crítico da Nitidez da Ferramenta
As ferramentas devem estar extremamente afiadas com um acabamento liso e polido. Use Aço Rápido (HSS) ou graus específicos de metal duro projetados para plásticos. Uma aresta afiada cisalha o material limpo, enquanto uma aresta cega o atravessa, induzindo estresse e calor.
Equilibrando Velocidade e Avanço
A abordagem ideal é usar altas taxas de avanço combinadas com velocidades de corte moderadas. Isso cria uma cavaco e a evacua rapidamente da zona de corte, impedindo que o calor penetre no material. Velocidades de spindle (RPM) excessivamente altas causarão atrito, levando ao derretimento.
A Importância do Ângulo de Saída da Ferramenta
Certifique-se de que suas ferramentas de corte tenham folga ou ângulos de alívio amplos. Isso impede que a borda não cortante da ferramenta esfregue na superfície recém-usinada, que é uma fonte primária de calor por atrito.
Gerenciamento da Remoção de Cavacos (Swarf)
O PTFE produz cavacos longos, contínuos e fibrosos que podem enrolar na ferramenta e no spindle. A remoção eficaz de cavacos, muitas vezes com um jato de ar direcionado ou refrigerante, é necessária para evitar isso e para evitar estragar o acabamento da superfície da peça.
Fixação da Peça: A Chave para a Precisão
A forma como você segura a peça é tão importante quanto a forma como você a corta. O grampeamento inadequado é uma causa principal de falha ao usinar PTFE.
Evitando Compressão e Deformação
Nunca aperte demais uma morsa ou grampo. A pressão excessiva comprimirá o material e, quando a peça for finalizada e liberada, ela voltará, arruinando sua precisão dimensional.
Jigs personalizados e mordentes macios são frequentemente usados para distribuir a pressão de fixação uniformemente. O objetivo é segurar a peça com firmeza suficiente para que não se mova, mas suavemente o suficiente para que não se deforme.
Suporte ao Material
Como o PTFE é tão flexível, paredes finas ou características devem ser totalmente suportadas por trás. Sem suporte adequado, o material simplesmente se afastará da ferramenta de corte, resultando em um corte impreciso e inconsistente.
Compreendendo as Compensações e Armadilhas
Usinar PTFE com sucesso significa gerenciar ativamente suas fraquezas inerentes. Ignorar esses fatores levará a peças descartadas.
O Impacto da Expansão Térmica
Uma peça medida enquanto ainda está quente da usinagem parecerá estar dentro das especificações. Depois de esfriar até a temperatura ambiente, ela pode estar significativamente subdimensionada. O uso de um refrigerante de inundação ou névoa é altamente eficaz para manter o material termicamente estável durante a operação.
O Desafio da Fluência de Tensão
As tensões internas induzidas durante a fabricação ou por fixação inadequada podem fazer com que a peça mude de forma horas ou até dias após a usinagem. Para peças de ultra-alta precisão, permitir que o material descanse e normalize entre as passagens de desbaste e acabamento é uma estratégia comum.
Alcançando um Acabamento Superficial Fino
Embora fácil de cortar, alcançar uma superfície perfeitamente lisa pode ser difícil devido à suavidade do PTFE. As passagens de acabamento devem ser muito leves e, em alguns casos, técnicas como o micro-polimento podem ser necessárias para atender a requisitos específicos.
Como Aplicar Isso ao Seu Projeto
Sua estratégia deve se adaptar com base nos requisitos finais da peça.
- Se seu foco principal for prototipagem ou componentes não críticos: Priorize o uso de ferramentas extremamente afiadas e fixação adequada para obter uma peça funcional rapidamente.
- Se seu foco principal for atingir tolerâncias apertadas (+/- 0.002”): Você deve gerenciar ativamente a temperatura com refrigerante e considerar estratégias de múltiplas passagens para permitir que as tensões do material se normalizem.
- Se você estiver terceirizando o trabalho: Pergunte aos fornecedores potenciais especificamente sobre sua experiência com PTFE e seus métodos para fixação e controle da expansão térmica.
Em última análise, dominar a usinagem de PTFE é um exercício em respeitar as propriedades do material e adaptar seu processo ao seu comportamento único.
Tabela de Resumo:
| Consideração Chave | Por Que é Importante para PTFE |
|---|---|
| Nitidez da Ferramenta | Uma ferramenta afiada cisalha limpo; uma ferramenta cega induz calor e estresse. |
| Velocidade e Avanço | Altas taxas de avanço com velocidades moderadas evitam o acúmulo de calor. |
| Fixação da Peça | Previne a deformação pela pressão de fixação; requer suporte suave e uniforme. |
| Expansão Térmica | O calor da usinagem causa expansão significativa, levando a peças subdimensionadas após o resfriamento. |
| Fluência de Tensão | O material pode se deformar lentamente após a usinagem se as tensões internas não forem gerenciadas. |
Precisa de componentes de PTFE usinados com precisão nos quais você possa confiar?
Na KINTEK, nos especializamos na fabricação de vedações, revestimentos, utensílios de laboratório e componentes personalizados de PTFE de alta qualidade para os setores de semicondutores, médico, laboratorial e industrial. Nossa experiência reside em dominar os desafios únicos do PTFE para fornecer peças que atendam às suas especificações mais exigentes, desde protótipos até corridas de produção de alto volume.
Deixe-nos lidar com as complexidades da usinagem de PTFE para você. Entre em contato com nossa equipe de engenharia hoje para discutir seu projeto e receber um orçamento.
Guia Visual
Produtos relacionados
- Aparelhos de Laboratório em PTFE Personalizados, Células de Reação de Baixo Background Resistentes à Corrosão, Fabricação CNC de Precisão
- Bequers e Frascos de PTFE em Grande Escala para Aplicações Laboratoriais Resistentes à Corrosão em Altas Temperaturas com Fabricação CNC Personalizada
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Raspadores e pás de PTFE personalizáveis para aplicações exigentes
- Funil de Separação de Pressão Constante PTFE Personalizado, Resistente à Corrosão e de Baixo Ruído de Fundo para Frascos PFA
As pessoas também perguntam
- Quais são os principais métodos de fabricação para aparelhos de laboratório de PTFE? Insights de Especialistas em Engenharia de Fluoropolímeros
- Qual é a faixa de temperatura operacional para artigos de laboratório de PTFE? Dominando os Limites Térmicos de -200°C a +260°C
- Como o PTFE minimiza a contaminação da amostra? Garanta Pureza Inigualável para Análises Críticas
- Quais são as opções de personalização disponíveis para materiais de PTFE? Adapte o desempenho à sua aplicação
- Quais são as vantagens mecânicas e de segurança do uso de aparelhos de PTFE em um laboratório? Melhore a Segurança e a Durabilidade



















