Para a usinagem CNC de Teflon, as ferramentas mais recomendadas são fresas de metal duro extremamente afiadas e polidas, projetadas para materiais macios. Ferramentas como fresas de topo de uma única espira ou de duas espiras com hélice rápida são ideais porque minimizam a geração de calor e o atrito, que são os principais desafios ao trabalhar com este polímero exclusivo.
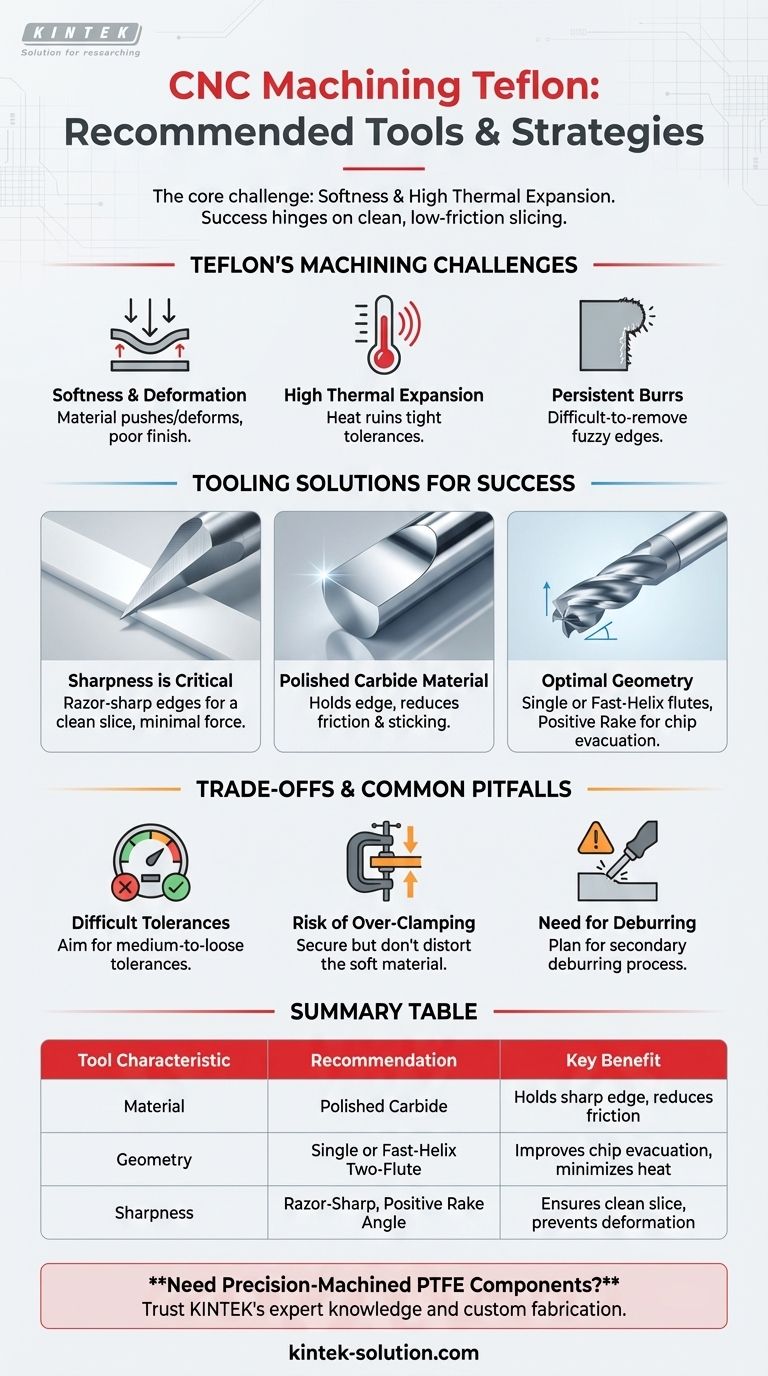
O principal desafio do Teflon é sua combinação de maciez e alto coeficiente de expansão térmica. O sucesso depende de um único princípio: usar ferramentas e técnicas que priorizem uma ação de corte limpa e de baixo atrito para minimizar o calor e evitar que o material se deforme ou derreta.

Por Que o Teflon Exige uma Abordagem Especializada
Compreender as propriedades do material é o primeiro passo para um resultado de usinagem bem-sucedido. O Teflon (PTFE) não se comporta como metais ou mesmo outros plásticos, apresentando um conjunto exclusivo de obstáculos.
O Desafio da Maciez e da Deformação
O Teflon é excepcionalmente macio, o que significa que pode ser facilmente empurrado ou deformado pela ferramenta de corte em vez de ser cortado de forma limpa. Isso pode levar a vibração (chatter), acabamento superficial ruim e imprecisões dimensionais.
Uma ferramenta cega ou mal projetada irá "arar" o material, criando mais pressão do que o necessário e comprometendo a geometria da peça.
O Impacto da Alta Expansão Térmica
O Teflon se expande e contrai significativamente com as mudanças de temperatura. O atrito de uma ferramenta de corte gera calor, o que pode fazer com que o material se expanda durante o corte, arruinando tolerâncias apertadas.
Esta propriedade torna o gerenciamento de calor um dos aspectos mais críticos de todo o processo de usinagem.
O Problema Persistente de Rebarbas
Ao contrário dos materiais que produzem cavacos limpos, o Teflon tende a criar rebarbas finas e felpudas ao longo da borda de corte. Essas rebarbas são difíceis de remover e podem ser uma grande fonte de trabalho de pós-processamento.
Planejar uma estratégia de rebarbação com antecedência é essencial para obter uma peça acabada com qualidade profissional.
Selecionando as Ferramentas de Corte Corretas
Sua escolha de ferramentas é o fator mais influente para superar os desafios de usinagem do Teflon. O objetivo é sempre reduzir o atrito e o calor na aresta de corte.
A Importância Crítica da Nitidez
Nitidez absoluta é inegociável. Uma aresta de corte afiada como uma navalha corta o material de forma limpa com o mínimo de força, reduzindo a pressão, o calor e a probabilidade de deformação.
Ferramentas cegas causarão problemas imediatamente, resultando em um acabamento superficial ruim e dimensões imprecisas.
Material da Ferramenta: Metal Duro e Superfícies Polidas
Fresas de metal duro são altamente recomendadas devido à sua capacidade de manter um fio afiado por muito mais tempo do que o aço rápido (HSS).
Além disso, ferramentas com superfícies e canais altamente polidos são superiores. Um acabamento polido reduz o atrito e evita que o material macio do Teflon grude na ferramenta, garantindo cortes mais limpos e melhor evacuação de cavacos.
Geometria Ideal: Espiras e Ângulos de Ataque
Fresas de uma única espira ou de duas espiras com hélice rápida são ideais. Esses designs fornecem espaço suficiente para que os cavacos sejam evacuados rapidamente, impedindo que criem atrito adicional no corte.
Ferramentas com um ângulo de ataque positivo promovem uma ação de corte, que é muito mais eficaz e gera menos calor do que a ação de raspagem de uma ferramenta com ângulo de ataque neutro ou negativo.
Compreendendo as Compensações e Armadilhas Comuns
Mesmo com as ferramentas certas, certos desafios inerentes devem ser gerenciados. Estar ciente dessas compensações é crucial para definir expectativas realistas e evitar falhas comuns.
A Dificuldade de Manter Tolerâncias Apertadas
Devido à alta expansão térmica do Teflon e à tendência de fluência de tensão (stress creep), manter tolerâncias extremamente apertadas é um desafio significativo. Por essa razão, muitas vezes é prudente almejar tolerâncias médias a folgadas sempre que o projeto permitir.
O Risco de Aperto Excessivo (Over-Clamping)
A maciez do Teflon o torna altamente suscetível a ser esmagado ou deformado pelas garras de fixação da peça. Você deve prender a peça de trabalho com firmeza suficiente para evitar vibração, mas não tão firmemente a ponto de distorcer sua forma antes mesmo do primeiro corte ser feito.
A Necessidade de uma Estratégia de Rebarbação
Assuma que haverá rebarbas na peça acabada. Planeje um processo secundário de rebarbação, que pode incluir lixar cuidadosamente as bordas ou até mesmo congelar a peça para tornar as rebarbas quebradiças e mais fáceis de remover.
Fazendo a Escolha Certa para Seu Projeto
Suas decisões específicas de ferramentas e processos devem se alinhar diretamente com os objetivos do seu projeto.
- Se o seu foco principal é alcançar a maior precisão e o melhor acabamento superficial: Invista em fresas de topo de metal duro de espira única polidas e use uma quantidade generosa de fluido de corte solúvel em água.
- Se o seu foco principal é usinagem de propósito geral ou prototipagem: Fresas afiadas e de alta qualidade com duas espiras terão um bom desempenho, mas preste muita atenção às velocidades de corte e à fixação segura.
- Se o seu foco principal é minimizar o pós-processamento: Use as ferramentas mais afiadas possíveis e considere a usinagem multi-eixos para finalizar recursos complexos em uma única configuração, reduzindo o manuseio e a potencial formação de rebarbas.
Em última análise, usinar Teflon com sucesso vem de respeitar suas propriedades exclusivas e selecionar ferramentas que cortem de forma limpa enquanto geram calor mínimo.
Tabela de Resumo:
| Característica da Ferramenta | Recomendação | Benefício Principal |
|---|---|---|
| Material | Metal Duro Polido | Mantém um fio afiado, reduz o atrito |
| Geometria | Uma Única Espira ou Duas Espiras com Hélice Rápida | Melhora a evacuação de cavacos, minimiza o calor |
| Nitidez | Afiação de Navalha, Ângulo de Ataque Positivo | Garante uma ação de corte limpa, evita deformação |
Precisa de Componentes de PTFE Usinados com Precisão?
A usinagem de Teflon exige conhecimento especializado e as ferramentas certas para evitar armadilhas comuns como deformação, rebarbas e imprecisões relacionadas ao calor. Na KINTEK, nos especializamos na fabricação de componentes de PTFE de alta qualidade (vedações, revestimentos, artigos de laboratório e mais) para os setores de semicondutores, médico, laboratorial e industrial.
Nosso compromisso com a produção de precisão e fabricação personalizada — de protótipos a pedidos de alto volume — garante que suas peças atendam às especificações exatas. Deixe nossa experiência resolver seus desafios de usinagem de PTFE.
Entre em contato com a KINTEK hoje mesmo para um orçamento e veja como podemos agregar valor ao seu projeto.
Guia Visual
Produtos relacionados
- Raspadores e pás de PTFE personalizáveis para aplicações exigentes
- Colheres PTFE Personalizadas de Grau Alimentar — Espátulas Químicas Cilíndricas, Ferramentas de Manuseio de Materiais Não Poluentes para Indústria Biofarmacêutica
- Copo de Amostra de PTFE Resistente à Corrosão Concha de Amostra de PTFE Fabricada por Encomenda Ferramentas de Amostragem de Fluoropolímero de Laboratório
- Espátula e Colher de Amostragem de PTFE Resistente à Corrosão, Alta Pureza, Baixo Fundo, Grau Alimentar, Farmacêutico, Ferramenta de Laboratório de Pesquisa
- Raspador e Colher de Amostragem Personalizado em PTFE, Uso Duplo, Resistente à Corrosão, Baixo Ruído de Fundo, Ferramenta de Fluoropolímero Branco
As pessoas também perguntam
- Como o design ergonômico das pás de PTFE beneficia os usuários? Reduza o Esforço e Aumente a Eficiência do Laboratório
- Quais são as vantagens das pás de PTFE em termos de resistência química? Inércia Incomparável para o Manuseio de Corrosivos
- Qual a faixa de temperatura que as pás de PTFE podem suportar? Um Guia para Estabilidade Térmica Extrema
- Quais são algumas aplicações específicas de pás de PTFE em laboratório? Garanta a Pureza e Segurança da Amostra
- Por que as pás de PTFE são consideradas econômicas? Maximize o ROI com durabilidade superior



















