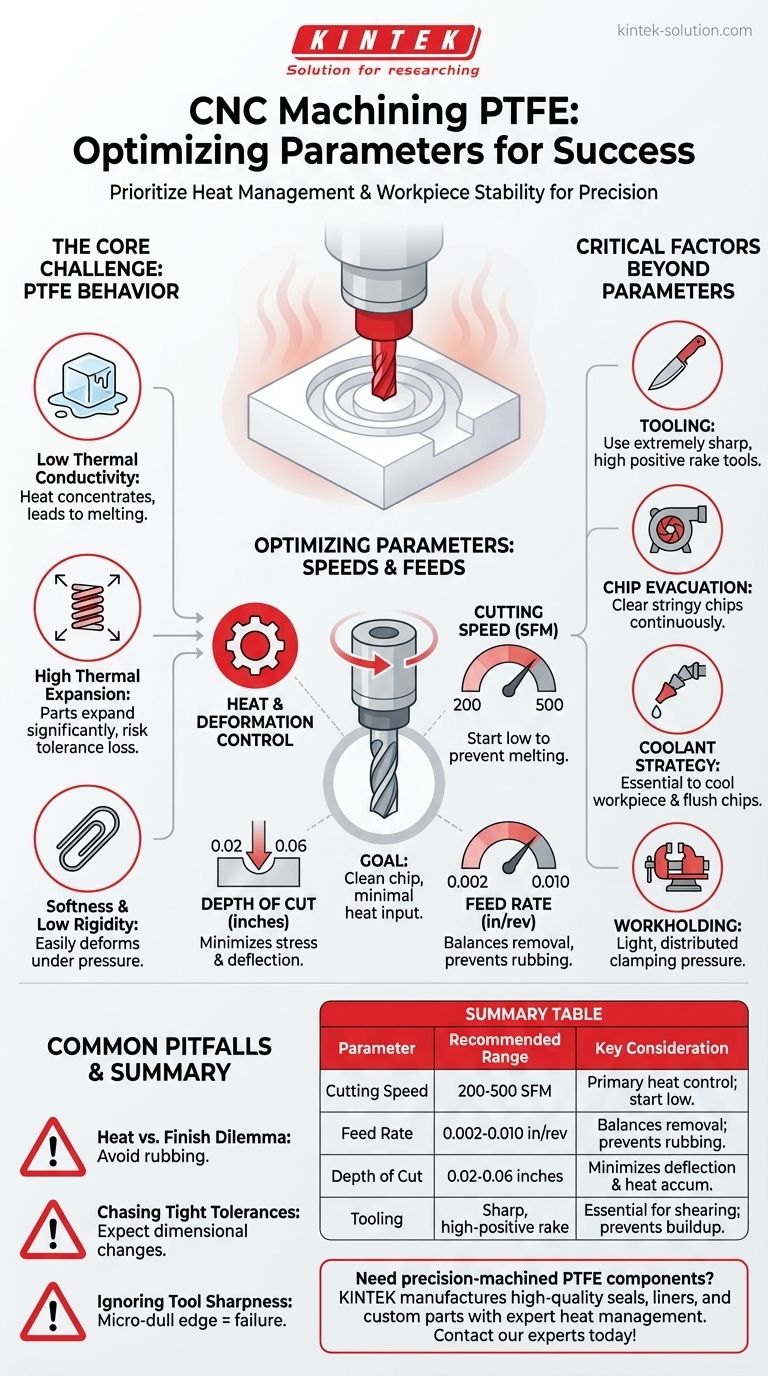
Para usinar com sucesso o Politetrafluoretileno (PTFE), você deve priorizar o gerenciamento de calor e a estabilidade da peça em detrimento da remoção agressiva de material. Os parâmetros iniciais recomendados são uma velocidade de corte entre 200-500 Pés de Superfície por Minuto (SFM), um avanço de 0,002-0,010 polegadas por revolução e uma profundidade de corte rasa entre 0,02-0,06 polegadas.
O desafio central na usinagem de PTFE não é a sua dureza, mas sim sua combinação única de maciez, baixa condutividade térmica e alta expansão térmica. Seu sucesso depende inteiramente de uma estratégia que minimize a geração de calor e a deformação física em cada etapa do processo.

O Desafio Central: Entendendo o Comportamento do PTFE
A usinagem de PTFE é menos sobre força bruta e mais sobre finesse. Diferentemente dos metais, as propriedades do PTFE criam um conjunto único de desafios que ditam uma abordagem específica. Entender essas propriedades é a chave para obter peças precisas e de alta qualidade.
Maciez e Baixa Rigidez
O PTFE é um material macio que pode se deformar facilmente sob pressão. O aperto agressivo ou a pressão excessiva da ferramenta comprimirão ou distorcerão a peça, tornando impossível manter tolerâncias apertadas.
Baixa Condutividade Térmica
Esta é a propriedade mais crítica de gerenciar. O PTFE não dissipa bem o calor. Qualquer calor gerado pelo atrito na aresta de corte se concentrará em uma pequena área, levando rapidamente ao derretimento em vez de um corte limpo.
Alta Expansão Térmica
Quando o PTFE aquece, ele se expande significativamente mais do que os metais. Mesmo um pequeno aumento de temperatura pode fazer com que a peça saia da tolerância, apenas para encolher de volta depois de esfriar, resultando em um recurso com dimensões menores.
Otimizando Seus Parâmetros de Usinagem
Suas velocidades e avanços devem ser definidos com o propósito expresso de controlar os fatores listados acima. O objetivo é criar uma cavaco limpa com mínima entrada de calor.
Velocidade de Corte: O Controle Primário de Calor
A velocidade de corte está diretamente relacionada ao calor de fricção. Embora algumas fontes sugiram velocidades mais altas possíveis, um ponto de partida conservador de 200-500 SFM é recomendado para evitar o derretimento e o acúmulo de material na ferramenta.
Sempre comece na extremidade inferior da faixa e observe o corte. Se você notar qualquer sinal de derretimento ou uma textura "gomosa", reduza sua velocidade imediatamente.
Taxa de Avanço: Equilibrando Remoção e Acabamento
Uma taxa de avanço de 0,002 a 0,010 polegadas por revolução (ou 0,1–0,2 mm/rev) atinge o equilíbrio certo. Uma taxa de avanço muito baixa fará com que a ferramenta esfregue em vez de cortar, gerando calor excessivo.
Uma taxa de avanço moderadamente alta dentro dessa faixa produz uma cavaco mais espessa que ajuda a dissipar o calor da peça, resultando em um corte mais limpo e frio.
Profundidade de Corte: Minimizando o Estresse
Mantenha sua profundidade de corte rasa, tipicamente entre 0,02 e 0,06 polegadas (0,5–1,5 mm). Uma profundidade menor minimiza a força de corte, reduzindo o risco de deflexão da peça e acúmulo de calor. Isso é crucial para manter a precisão e obter um bom acabamento superficial.
Fatores Críticos Além de Velocidades e Avanços
Obter sucesso com PTFE requer olhar além dos parâmetros básicos. Sua ferramenta, estratégia de refrigeração e fixação da peça são igualmente importantes.
Ferramental é Inegociável
Use ferramentas de corte extremamente afiadas, preferencialmente projetadas para plásticos ou alumínio. Um ângulo de ataque positivo alto e canais polidos produzirão uma ação de cisalhamento e ajudarão a evitar que as cavacos grudem. Uma ferramenta cega irá arar e esfregar o material, garantindo a falha.
Evacuação Eficaz de Cavacos
O PTFE produz cavacos longos e fibrosos (cavacos) que podem envolver a ferramenta e a peça, causando acúmulo de calor e manchando o acabamento superficial. Garanta que haja folga de ferramenta suficiente e considere usar ar ou refrigerante direcionado para limpar os cavacos da zona de corte continuamente.
Estratégia de Refrigeração
Para qualquer operação que gere calor significativo, um sistema de refrigeração é essencial. O principal objetivo do refrigerante é resfriar a peça e lavar os cavacos. O refrigerante de inundação padrão funciona bem para isso.
Fixação da Peça e Pressão de Aperto
Aplique apenas pressão de aperto suficiente para segurar a peça firmemente. Use mordentes macios ou distribua a força de aperto sobre uma área maior para evitar distorcer o material bruto antes mesmo de começar a usinagem.
Entendendo as Armadilhas Comuns
Mesmo com os parâmetros corretos, certos desafios são inerentes ao trabalho com PTFE. Estar ciente deles permite que você antecipe e mitigue problemas potenciais.
O Dilema Calor vs. Acabamento
Embora altas velocidades gerem calor, ir muito devagar com um avanço baixo pode fazer com que a ferramenta simplesmente esfregue contra o material. Essa ação de brunimento também cria calor significativo e resulta em um acabamento superficial ruim. Você deve encontrar o ponto ideal onde a ferramenta está consistentemente formando uma cavaco.
Buscando Tolerâncias Apertadas
A resiliência e a expansão térmica do PTFE tornam a manutenção de tolerâncias extremamente apertadas (por exemplo, +/- 0,002 polegadas) uma tarefa para usinadores experientes. Espere alguma mudança dimensional à medida que a peça esfria até a temperatura ambiente. Sempre meça as peças depois que elas estabilizarem.
Ignorar a Nitidez da Ferramenta
Este é o erro mais comum. Uma aresta de corte que parece afiada o suficiente para alumínio pode não ser afiada o suficiente para PTFE. Uma borda microscopicamente cega começará imediatamente a esfregar e derreter o material. Em caso de dúvida, use uma ferramenta nova e afiada.
Como Aplicar Isso ao Seu Projeto
Seus parâmetros específicos serão uma função do seu objetivo principal. Use estas recomendações como ponto de partida e ajuste com base na observação.
- Se seu foco principal for a precisão dimensional: Priorize baixas velocidades de corte, profundidades de corte rasas e resfriamento consistente para gerenciar a expansão térmica.
- Se seu foco principal for o acabamento superficial: Use ferramentas extremamente afiadas e polidas com um ângulo de ataque positivo alto e garanta que sua taxa de avanço seja suficiente para cortar de forma limpa sem esfregar.
- Se seu foco principal for a remoção rápida de material (desbaste): Use a extremidade superior da taxa de avanço e profundidade de corte recomendadas, mas mantenha as velocidades de corte moderadas e garanta excelente evacuação de cavacos.
Ao gerenciar o calor e a deformação como suas principais prioridades, você pode usinar PTFE com resultados previsíveis e de alta qualidade.
Tabela de Resumo:
| Parâmetro | Faixa Recomendada | Consideração Chave |
|---|---|---|
| Velocidade de Corte | 200-500 SFM | Controle principal para calor de fricção; comece baixo para evitar derretimento. |
| Taxa de Avanço | 0,002-0,010 pol/rev | Equilibra remoção de material e acabamento; evita o atrito. |
| Profundidade de Corte | 0,02-0,06 polegadas | Minimiza a deflexão da peça e o acúmulo de calor. |
| Ferramental | Afiado, ângulo de ataque positivo alto | Essencial para um corte de cisalhamento limpo; evita o acúmulo de material. |
Precisa de componentes de PTFE usinados com precisão? A usinagem de PTFE requer experiência especializada para gerenciar suas propriedades únicas, como baixa condutividade térmica e alta expansão. A KINTEK fabrica vedações, revestimentos, artigos de laboratório e componentes personalizados de PTFE de alta qualidade para os setores de semicondutores, médico, laboratorial e industrial. Priorizamos a produção de precisão, desde protótipos até pedidos de alto volume, garantindo que suas peças atendam às especificações exatas. Entre em contato com nossos especialistas hoje mesmo para discutir seu projeto e obter um orçamento!
Guia Visual
Produtos relacionados
- Aparelhos de Laboratório em PTFE Personalizados, Células de Reação de Baixo Background Resistentes à Corrosão, Fabricação CNC de Precisão
- Bequers e Frascos de PTFE em Grande Escala para Aplicações Laboratoriais Resistentes à Corrosão em Altas Temperaturas com Fabricação CNC Personalizada
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Raspadores e pás de PTFE personalizáveis para aplicações exigentes
- Funil de Separação de Pressão Constante PTFE Personalizado, Resistente à Corrosão e de Baixo Ruído de Fundo para Frascos PFA
As pessoas também perguntam
- Quais são as vantagens mecânicas e de segurança do uso de aparelhos de PTFE em um laboratório? Melhore a Segurança e a Durabilidade
- Como o PTFE se compara ao Polietileno (PE) em termos de resistência química e à temperatura? Escolha o Polímero Certo para Condições Extremas
- Qual é a faixa de compatibilidade química para aparelhos de laboratório de PTFE? Explore a Resistência Química Quase Universal.
- Qual é a faixa de temperatura operacional para artigos de laboratório de PTFE? Dominando os Limites Térmicos de -200°C a +260°C
- Como o PTFE minimiza a contaminação da amostra? Garanta Pureza Inigualável para Análises Críticas



















