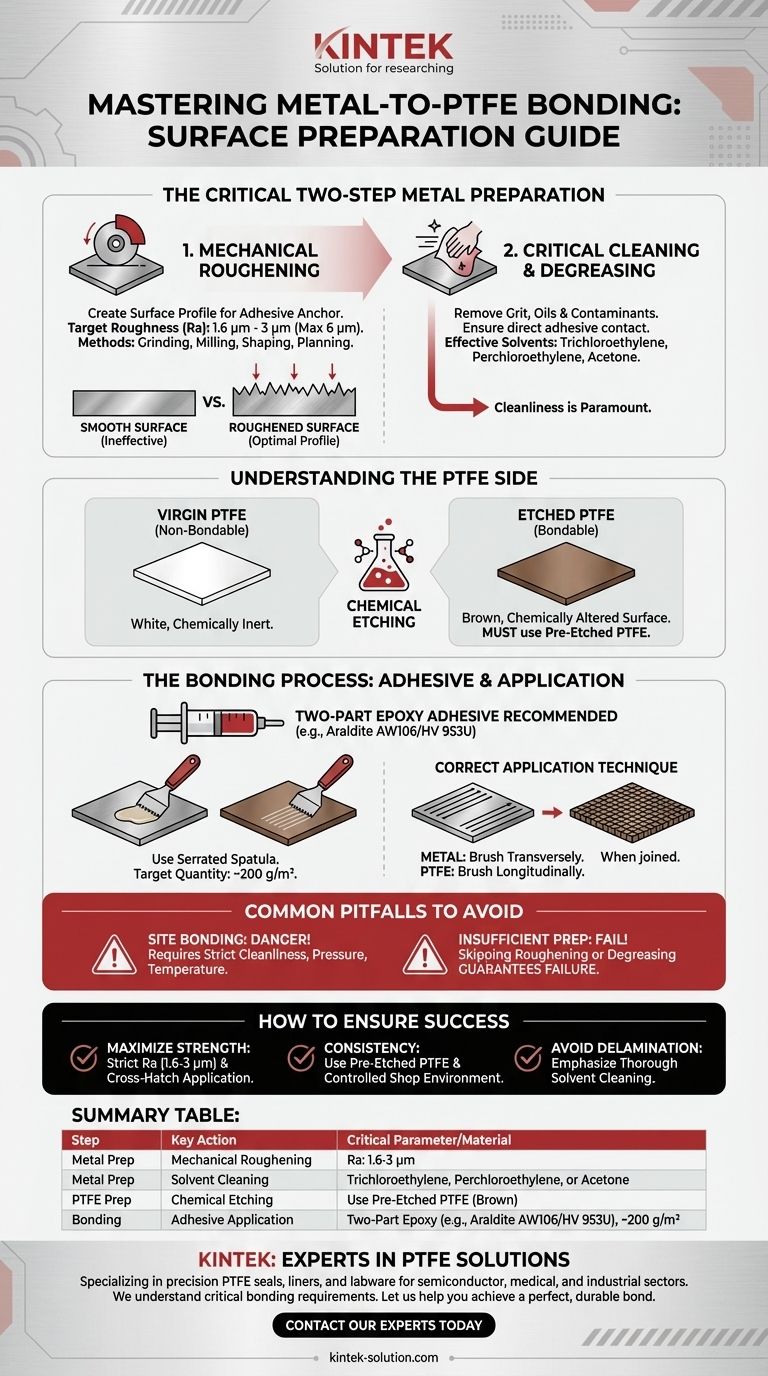
A preparação adequada da superfície metálica para colagem com PTFE é um processo crítico de duas etapas. Primeiro, o metal deve ser desbastado mecanicamente para criar um perfil de superfície específico que permita que o adesivo se fixe. Segundo, a superfície deve ser meticulosamente limpa com solventes para remover toda a sujeira, óleos e outros contaminantes que, de outra forma, impediriam uma colagem bem-sucedida.
A chave para uma adesão durável é reconhecer que o sucesso depende igualmente de três fatores: a preparação mecânica do metal, a preparação química do PTFE e a aplicação correta do adesivo. Ignorar qualquer um desses elementos comprometerá a integridade da adesão final.

As Etapas Fundamentais para a Preparação do Metal
Para criar uma trava mecânica forte para o adesivo, a superfície do metal não pode ser lisa. Ela requer uma textura específica que só pode ser alcançada através de processos mecânicos controlados, seguidos de limpeza absoluta.
Atingindo a Rugosidade Ótima da Superfície
O objetivo desta etapa é criar picos e vales microscópicos para o adesivo se agarrar.
Isto é tipicamente alcançado usando métodos de usinagem como retificação, fresagem, moldagem ou aplainamento.
A rugosidade ideal da superfície (Ra) está entre 1,6 µm e 3 µm. Embora alguma variação seja aceitável, a rugosidade nunca deve exceder Ra = 6 µm, pois uma superfície excessivamente áspera também pode levar a uma má adesão.
Limpeza e Desengraxe Críticos
Após a usinagem, a superfície está contaminada com fluidos de corte, óleos e detritos metálicos. Este resíduo deve ser completamente removido.
Uma limpeza completa com solvente é essencial para garantir que o adesivo se ligue diretamente ao metal, e não a uma camada de contaminantes.
Solventes eficazes para este fim incluem tricloroetileno, percloroetileno ou acetona.
Compreendendo o Lado do PTFE da Equação
Preparar o metal é apenas metade da batalha. O PTFE virgem é um material antiaderente por sua própria natureza e não adere a nada sem um tratamento superficial especial.
A Necessidade de Gravação Química
Para tornar o PTFE aderível, sua superfície deve ser quimicamente alterada através de um processo chamado gravação (etching).
Este processo proprietário altera a estrutura molecular da superfície do PTFE, tornando-a receptiva a adesivos industriais padrão.
Para qualquer aplicação de colagem, você deve usar chapas de PTFE especificadas como gravadas em um ou ambos os lados.
Identificando PTFE Devidamente Gravado
Você pode confirmar visualmente se o seu PTFE está pronto para a colagem.
O PTFE virgem, não aderível, é branco. Uma superfície gravada adequadamente e aderível terá uma cor marrom uniforme.
O Processo de Colagem: Adesivos e Aplicação
Com ambas as superfícies devidamente preparadas, a fase final envolve a seleção do adesivo correto e sua aplicação correta para garantir cobertura completa e resistência ideal.
Seleção do Adesivo Correto
Um adesivo epóxi de duas partes é altamente recomendado devido à sua excelente resistência ao cisalhamento, crucial para esta aplicação.
Uma combinação comprovada é a resina Araldite AW106 usada com o endurecedor Araldite HV 953U.
Técnica de Aplicação Correta
A aplicação uniforme do adesivo é crítica para uma linha de adesão sem vazios.
Use uma espátula serrilhada para aplicar o epóxi misturado tanto no metal preparado quanto na superfície de PTFE gravada. A quantidade alvo deve ser de cerca de 200 gramas por metro quadrado.
Para a melhor dispersão, espalhe o adesivo longitudinalmente no PTFE e transversalmente no metal, criando um padrão cruzado quando unidos.
Armadilhas Comuns a Evitar
Erros na preparação ou no processo de colagem são a principal causa de falha. Entender esses erros comuns é fundamental para preveni-los.
Os Perigos da Colagem no Local
Tentar colar PTFE em metal no local de instalação (colagem no local) é fortemente desaconselhado.
Este processo requer condições estritamente controladas de limpeza, pressão e temperatura que são quase impossíveis de replicar fora de um ambiente de oficina dedicado.
Preparação Insuficiente da Superfície
A causa mais comum de falha na adesão é a preparação inadequada.
Pular a etapa de desbaste mecânico ou, mais frequentemente, não desengraxar completamente a superfície garantirá uma adesão fraca que se delamina sob estresse.
Como Garantir uma Adesão Bem-Sucedida
Para obter uma adesão confiável e durável, sua metodologia deve se alinhar com o requisito principal do seu projeto.
- Se o seu foco principal for maximizar a resistência da adesão: Siga rigorosamente a especificação de rugosidade da superfície Ra = 1,6–3 µm e use a técnica de aplicação de adesivo em padrão cruzado.
- Se o seu foco principal for consistência e confiabilidade: Sempre adquira PTFE pré-gravado de um fornecedor confiável e realize toda a colagem em um ambiente de oficina controlado, nunca no local.
- Se o seu foco principal for evitar a delaminação: Dê maior ênfase à etapa de limpeza com solvente, pois o resíduo de contaminação é a causa mais comum e evitável de falha na adesão.
Em última análise, uma adesão bem-sucedida de metal a PTFE não é uma questão de uma única técnica, mas o resultado de um processo preciso e disciplinado de múltiplas etapas.
Tabela Resumo:
| Etapa | Ação Principal | Parâmetro/Material Crítico |
|---|---|---|
| Preparação do Metal | Desbaste Mecânico | Rugosidade da Superfície (Ra): 1,6 - 3 µm |
| Limpeza com Solvente | Tricloroetileno, Percloroetileno ou Acetona | |
| Preparação do PTFE | Gravação Química | Usar PTFE Pré-Gravado (Cor Marrom) |
| Processo de Colagem | Aplicação do Adesivo | Epóxi de Duas Partes (ex: Araldite AW106/HV 953U) |
| Quantidade de Aplicação: ~200 g/m² |
Precisa de componentes de PTFE confiáveis e de alto desempenho para sua aplicação?
Na KINTEK, especializamo-nos na fabricação de vedações, revestimentos e utensílios de laboratório de PTFE de precisão para os setores de semicondutores, médico e industrial. Nossa experiência em ciência dos materiais garante que entendemos os requisitos críticos de colagem para aplicações exigentes.
Podemos fornecer componentes fabricados sob medida ou aconselhá-lo sobre seus desafios específicos de colagem. Deixe-nos ajudá-lo a obter uma adesão perfeita e durável todas as vezes.
Contate nossos especialistas hoje para discutir as necessidades do seu projeto!
Guia Visual
Produtos relacionados
- Cortador circular de membrana de filtro de PTFE de alta pureza com lâmina de cerâmica para análise de traços e preparação de amostras em laboratórios do CDC
- Placa de Isolamento Térmico de PTFE Resistente a Alta Temperatura, Suporte de Fluoropolímero Sem Metal Resistente à Corrosão para Laboratórios Ultra Limpos
- Placas de Petri Personalizadas em PTFE Resistentes à Corrosão Alta Pureza Baixo Background para Laboratório
- Raspadores e pás de PTFE personalizáveis para aplicações exigentes
- Placa de Aquecimento Resistente à Corrosão com Revestimento de PTFE Modificado 400x300mm Placa Aquecedora de Laboratório Resistente a Ácidos Solução de Aquecimento Personalizável
As pessoas também perguntam
- Como o tamanho do poro e a permeabilidade de uma membrana de PTFE são controlados durante o processo de estiramento? Guia de Controle Especializado
- Que tipos de ferramentas de corte são recomendados para usinar PTFE? Obtenha cortes limpos e tolerâncias apertadas
- Qual é a composição química e a resistência à temperatura das membranas de filtro PTFE? Especificações essenciais para laboratórios
- Como a resistência química das membranas de filtro de politetrafluoroetileno (PTFE) beneficia a filtração industrial?
- O que torna as membranas de Teflon versáteis para uso em vários ambientes de laboratório? Estabilidade Química e Térmica Incomparável



















