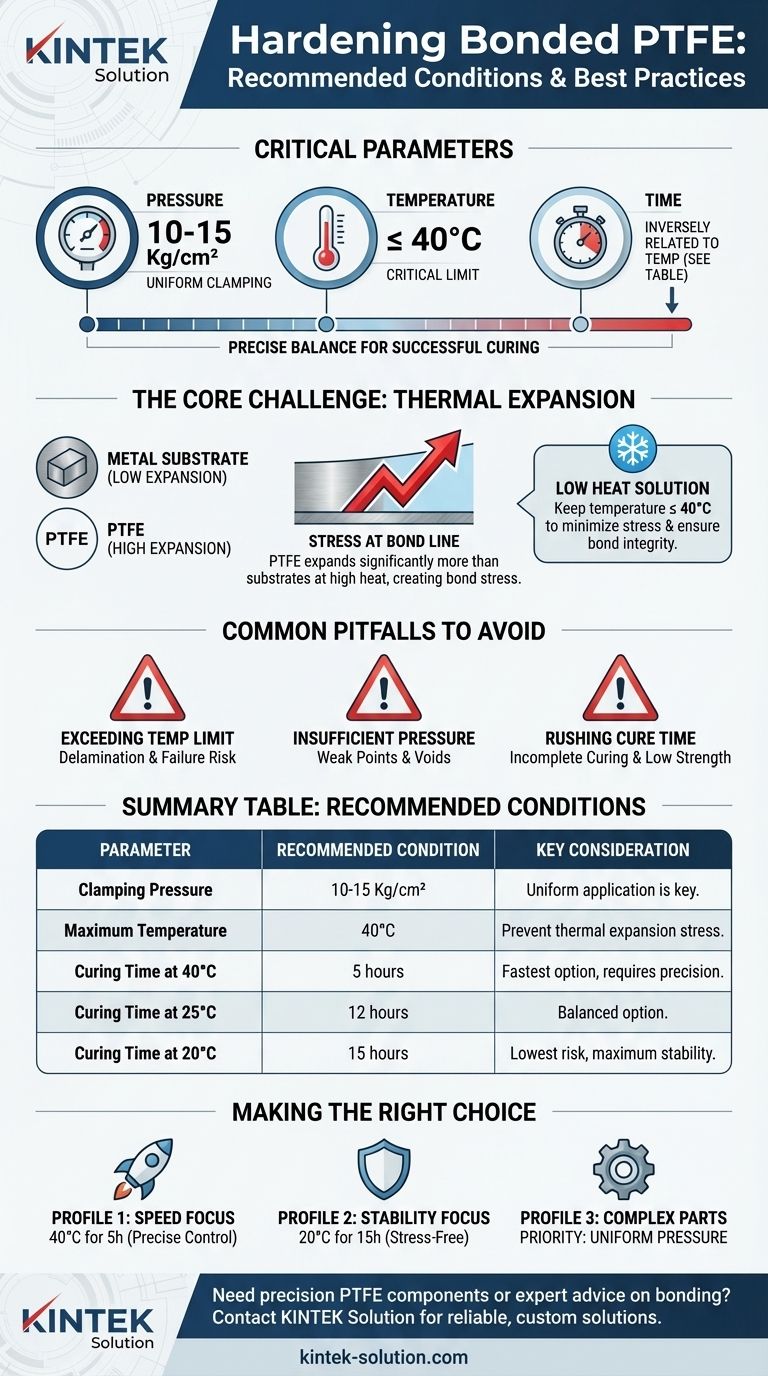
Para curar com sucesso o PTFE colado, você deve manter um equilíbrio preciso de temperatura, pressão e tempo. A pressão de aperto recomendada é de 10-15 Kg/cm², e a temperatura de cura não deve exceder 40°C. O tempo de cura está inversamente relacionado à temperatura, exigindo 5 horas a 40°C, 12 horas a 25°C ou 15 horas a 20°C.
O desafio central na cura do PTFE colado não é apenas curar o adesivo, mas gerenciar a alta taxa de expansão térmica do material. O sucesso depende do uso de calor baixo e pressão consistente para criar uma ligação forte e livre de tensões que não falhará posteriormente.

Os Parâmetros Críticos para a Cura
Para obter uma ligação confiável, cada parâmetro deve ser cuidadosamente controlado. Essas variáveis trabalham juntas para garantir que o adesivo cure completamente sem comprometer a integridade da montagem.
O Controle de Temperatura Não é Negociável
A regra mais crítica é manter a temperatura de cura em 40°C ou abaixo.
Este limite rigoroso é necessário porque o PTFE tem um coeficiente de expansão térmica muito maior do que os materiais aos quais é tipicamente colado, como os metais. Exceder esta temperatura faz com que o PTFE se expanda significativamente mais do que seu substrato, criando uma tensão imensa na linha de ligação que pode levar a falhas imediatas ou futuras.
O Papel da Pressão de Aperto Consistente
Uma pressão de aperto constante de 10-15 Kg/cm² deve ser aplicada uniformemente em toda a superfície da ligação.
Esta pressão garante o contato íntimo entre o PTFE, o adesivo e o substrato. Sem ela, você corre o risco de vazios ou lacunas na ligação, resultando em pontos fracos que comprometerão a resistência e a confiabilidade da montagem final.
A Relação entre Tempo e Temperatura
O tempo de cura depende diretamente da temperatura que você escolher. As diretrizes fornecidas criam um perfil de cura:
- A 20°C (68°F): 15 horas
- A 25°C (77°F): 12 horas
- A 40°C (104°F): 5 horas
Temperaturas mais baixas exigem tempos mais longos para permitir que o adesivo se reticule completamente e atinja a força máxima. Embora temperaturas mais altas acelerem a cura, elas também o aproximam do limite crítico de expansão térmica.
Entendendo o Desafio Central: As Propriedades do PTFE
Os parâmetros rigorosos de cura são uma consequência direta das propriedades físicas inerentes do PTFE. Entender este contexto é fundamental para evitar falhas no processo.
Por Que a Expansão Térmica é Importante
Pense na linha de ligação como um cabo de guerra. À medida que você aquece a montagem, o PTFE se expande rapidamente enquanto o substrato metálico se expande lentamente. Essa incompatibilidade puxa a camada adesiva em direções opostas.
Ao manter a temperatura baixa, você minimiza a intensidade deste "cabo de guerra", permitindo que o adesivo cure em um ambiente de baixa tensão.
Paralelos com a Usinagem de PTFE
A mesma sensibilidade ao calor que governa a colagem também dita como o PTFE é usinado. Os operadores de usinagem devem usar baixas velocidades de corte e refrigerantes para evitar o acúmulo de calor.
O calor excessivo durante a usinagem faz com que o material se expanda e se distorça, tornando a precisão impossível. Este princípio reforça por que a cura a baixa temperatura é essencial para manter a estabilidade dimensional e a integridade da ligação.
Armadilhas Comuns a Evitar
Desviar-se dos parâmetros recomendados pode levar à falha da ligação. Estes são os erros mais comuns.
Exceder o Limite de Temperatura
Esta é a causa mais frequente de falha. Cria tensão interna excessiva que pode delaminar a ligação durante a fase de resfriamento ou, pior, criar um defeito latente que falha sob carga operacional.
Pressão Insuficiente ou Desigual
Aplicar pressão insuficiente ou aplicá-la de forma desigual resulta em uma ligação incompleta. Áreas com contato deficiente não aderirão, criando pontos fracos que podem descascar ou separar-se com o tempo.
Apressar o Tempo de Cura
Reduzir o tempo de cura, mesmo que a ligação pareça sólida ao toque, é um erro crítico. O adesivo não terá curado completamente, o que significa que lhe faltará a resistência química e a força mecânica especificadas.
Fazendo a Escolha Certa para o Seu Objetivo
Use o principal impulsionador do seu projeto para selecionar o perfil de cura ideal.
- Se o seu foco principal for velocidade: Cure na temperatura máxima permitida de 40°C por 5 horas, mas certifique-se de que seu equipamento forneça controle de temperatura preciso e estável.
- Se o seu foco principal for estabilidade máxima e risco mínimo: Cure em uma temperatura ambiente mais baixa, como 20°C por 15 horas, para criar a ligação mais livre de tensões possível.
- Se você estiver colando geometrias grandes ou complexas: Priorize a distribuição uniforme da pressão acima de tudo, pois este é o ponto de falha mais comum para peças não uniformes.
Dominar estas condições controladas garante que você aproveite as propriedades excepcionais do PTFE sem cair vítima de seus desafios de processamento.
Tabela de Resumo:
| Parâmetro | Condição Recomendada | Consideração Principal |
|---|---|---|
| Pressão de Aperto | 10-15 Kg/cm² | Deve ser aplicada uniformemente em toda a superfície da ligação. |
| Temperatura Máxima | 40°C | Crítico para prevenir tensões devido à alta expansão térmica do PTFE. |
| Tempo de Cura a 40°C | 5 horas | Opção mais rápida, requer controle de temperatura preciso. |
| Tempo de Cura a 25°C | 12 horas | Opção equilibrada para muitas aplicações. |
| Tempo de Cura a 20°C | 15 horas | Risco mais baixo, cria a ligação mais livre de tensões. |
Precisa de componentes de PTFE de precisão ou aconselhamento especializado sobre processos de colagem?
Na KINTEK, fabricamos vedações, revestimentos e utensílios de laboratório de PTFE de alta qualidade para os setores de semicondutores, médico e industrial. Nossa experiência em fabricação personalizada — de protótipos a pedidos de alto volume — garante que seus componentes sejam projetados e produzidos para atender às especificações mais exigentes, incluindo aplicações de colagem bem-sucedidas.
Contate nossos especialistas hoje para discutir como podemos apoiar seu projeto com soluções confiáveis de PTFE.
Guia Visual
Produtos relacionados
- Copo de laboratório de PTFE espessado customizado para aplicações em placas aquecidas de alta temperatura
- Bequer de PTFE Espessurado Personalizado Recipiente de Fluoropolímero para Aquecimento em Chapa Quente de Laboratório Resistente a Produtos Químicos
- Sistema Personalizável de Refluxo por Condensação e Coleta de Gás em PTFE para Processamento Bioquímico Corrosivo de Alta Temperatura
- Mangueira Isolante de Calor Anti-Queimaduras em PTFE, Pés de Suporte para Placa Aquecedora, Proteção de Bancada de Laboratório, Barreira Térmica Personalizável
- Juntas de Isolação de PTFE Personalizáveis, Resistentes a Altas Temperaturas e Antiestáticas, Retardantes de Chama e Resistentes à Corrosão para Vedação Industrial
As pessoas também perguntam
- Onde são tipicamente usadas arruelas espessas de PTFE (2mm – 4mm)? Para Vedação de Alta Pressão & Isolamento Elétrico
- Quais indústrias comumente usam RPTFE e para quais finalidades? Aumentar a Durabilidade em Aplicações de Alta Carga
- Quais são as vantagens do RPTFE em relação ao PTFE padrão? Resistência e Durabilidade Superiores para Aplicações Exigentes
- Quais são os três tipos de reforços em materiais à base de PTFE? Escolha o Material Certo para Sua Aplicação
- Em quais aplicações de alta temperatura o PTFE é usado? O Polímero Definitivo para Calor Extremo e Corrosão



















