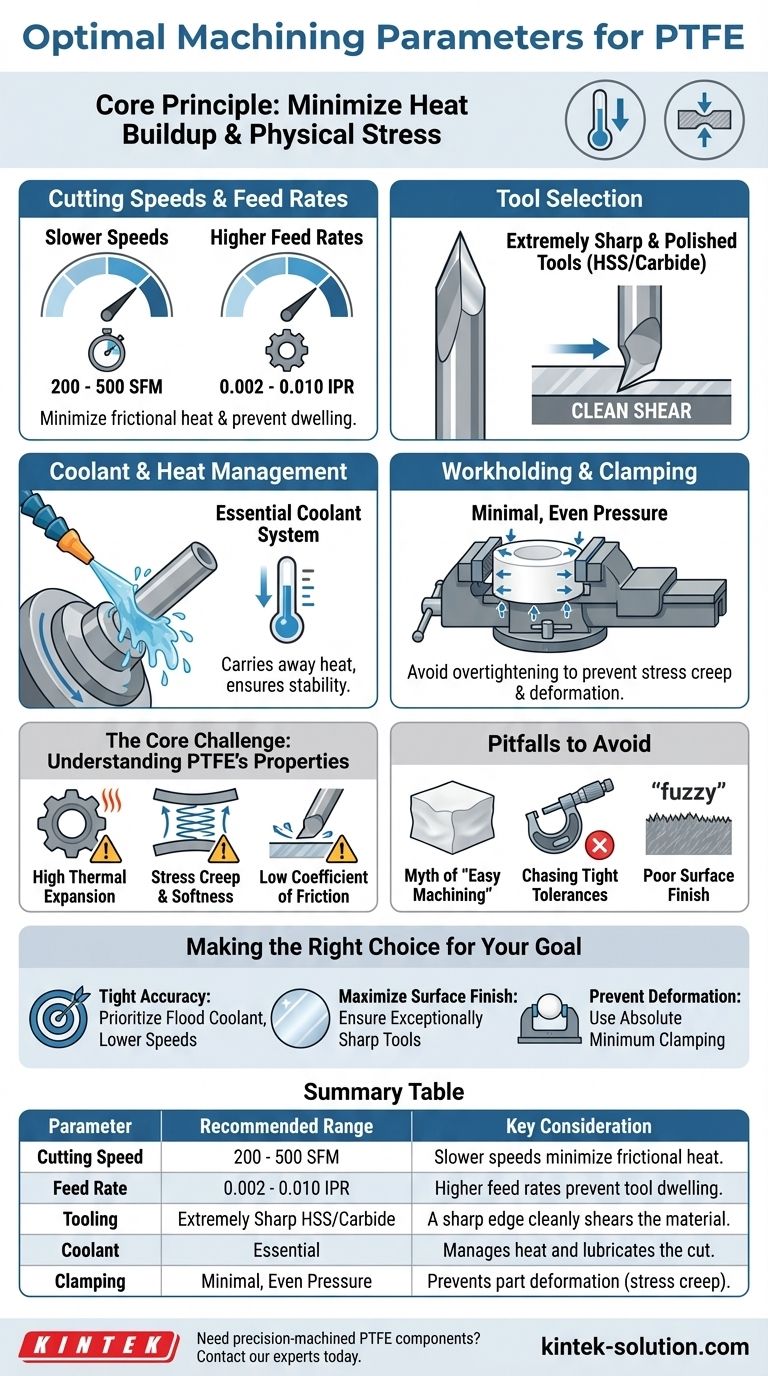
Para a usinagem ideal de PTFE, você deve usar velocidades de corte mais lentas entre 200 e 500 pés de superfície por minuto (SFM) e taxas de avanço mais altas de 0,002 a 0,010 polegadas por revolução. O princípio central é minimizar o acúmulo de calor e o estresse físico no material, o que requer ferramentas extremamente afiadas, o uso de fluido de corte e pressão de fixação mínima para evitar que a peça se deforme.
O desafio central na usinagem de PTFE não é sua maciez, mas suas propriedades físicas únicas. O sucesso depende inteiramente do gerenciamento de sua alta expansão térmica e tendência a se deformar sob pressão (fluência sob tensão), em vez de tratá-lo como um plástico ou metal típico.

O Desafio Central: Trabalhando com a Natureza do PTFE
Embora a maciez do PTFE o faça parecer fácil de cortar, alcançar a precisão é difícil. As propriedades inerentes do material criam desafios específicos que devem ser abordados proativamente.
Alta Expansão Térmica
O PTFE se expande e contrai significativamente com as mudanças de temperatura. O atrito do corte gera calor, fazendo com que o material cresça durante o processo de usinagem. Se não for gerenciado, a peça ficará com dimensões menores assim que esfriar até a temperatura ambiente.
Fluência Sob Tensão e Maciez
O material é macio e se deformará facilmente sob pressão. Uma força de fixação excessiva comprimirá a peça, levando a dimensões imprecisas assim que a pressão for liberada. Ele também pode "saltar" depois que uma ferramenta de corte passa, afetando o acabamento superficial final e a precisão.
Baixo Coeficiente de Atrito
O PTFE é notoriamente escorregadio, o que significa que uma aresta de corte cega tenderá a empurrar ou arrastar o material em vez de cortá-lo de forma limpa. Isso gera calor excessivo, introduz estresse e resulta em um corte de má qualidade.
Parâmetros e Técnicas de Usinagem Recomendados
Para neutralizar as tendências naturais do PTFE, uma abordagem específica e deliberada é necessária. O objetivo é sempre minimizar o calor e o estresse.
Velocidades de Corte e Taxas de Avanço
A faixa recomendada é de 200 a 500 SFM para velocidade de corte e 0,002 a 0,010 IPR (polegadas por revolução) para a taxa de avanço. Velocidades mais lentas reduzem o calor de fricção, enquanto taxas de avanço mais altas ajudam a ferramenta a remover material de forma eficiente sem demorar e aplicar calor desnecessário.
Seleção da Ferramenta
Use ferramentas de corte extremamente afiadas e polidas. Tanto as ferramentas de Aço Rápido (HSS) quanto as de metal duro são eficazes, mas a nitidez da aresta de corte é o fator mais crítico. Uma aresta afiada corta o material de forma limpa, enquanto uma cega fará com que ele se deforme e rasgue.
Fluido de Corte e Gerenciamento de Calor
Um sistema de fluido de corte é essencial para qualquer trabalho de precisão. O fluido de corte serve a duas funções principais: lubrifica o corte e, mais importante, remove o calor, garantindo que a peça permaneça dimensionalmente estável durante toda a operação.
Fixação da Peça e Aperto
Aplique pressão de fixação mínima e distribuída uniformemente. Evite apertar demais as morsas ou mandris. Fixações personalizadas que suportam a peça sem comprimi-la são ideais para manter tolerâncias apertadas.
Entendendo as Armadilhas a Evitar
Muitas práticas comuns de usinagem produzirão maus resultados com PTFE. Entender essas armadilhas é fundamental para evitar erros dispendiosos e desperdício de material.
O Mito da "Usinagem Fácil"
A maciez do PTFE é enganosa. Embora a remoção de material seja fácil, alcançar a estabilidade dimensional e um bom acabamento superficial é um desafio significativo. Não a aborde com as mesmas técnicas de alta velocidade usadas para materiais mais rígidos.
Buscando Tolerâncias Apertadas
Manter tolerâncias muito apertadas em peças de PTFE é difícil e requer um ambiente e processo controlados. O operador deve monitorar constantemente a expansão térmica e o desgaste da ferramenta, fazendo ajustes conforme necessário.
Acabamento Superficial Ruim
Um acabamento superficial áspero ou felpudo é um sinal claro de que algo está errado. As causas mais comuns são uma ferramenta de corte cega, geração excessiva de calor ou vibração e ruído de uma configuração instável.
Fazendo a Escolha Certa para o Seu Objetivo
Seu objetivo específico determinará quais parâmetros você deve priorizar.
- Se o seu foco principal é alcançar uma precisão dimensional rigorosa: Priorize o gerenciamento térmico agressivo usando um sistema de fluido de corte por inundação e mantendo as velocidades de corte na extremidade inferior da faixa recomendada.
- Se o seu foco principal é maximizar o acabamento superficial: Certifique-se de que suas ferramentas de corte estejam excepcionalmente afiadas com uma face polida para evitar que o material grude e rasgue.
- Se o seu foco principal é prevenir a deformação da peça: Use a pressão de fixação mínima absoluta necessária para segurar a peça com segurança e certifique-se de que a força seja distribuída por uma ampla área de superfície.
Dominar a usinagem de PTFE vem de respeitar as propriedades do material e adaptar seu processo para acomodá-las.
Tabela Resumo:
| Parâmetro | Faixa Recomendada | Consideração Principal |
|---|---|---|
| Velocidade de Corte | 200 - 500 SFM | Velocidades mais lentas minimizam o calor de fricção. |
| Taxa de Avanço | 0,002 - 0,010 IPR | Taxas de avanço mais altas evitam a permanência da ferramenta. |
| Ferramentas | HSS/Metal Duro Extremamente Afiado | Uma aresta afiada corta o material de forma limpa. |
| Fluido de Corte | Essencial | Gerencia o calor e lubrifica o corte. |
| Fixação | Pressão Mínima e Uniforme | Previne a deformação da peça (fluência sob tensão). |
Precisa de componentes de PTFE usinados com precisão que mantenham sua forma e dimensões?
Na KINTEK, especializamo-nos na usinagem de PTFE para as indústrias de semicondutores, médica e de laboratório. Nossa experiência no gerenciamento da expansão térmica e da fluência sob tensão garante que suas vedações, revestimentos e equipamentos de laboratório personalizados sejam produzidos de acordo com especificações exatas, desde protótipos até pedidos de alto volume.
Contate nossos especialistas hoje mesmo para discutir seu projeto e obter um orçamento!
Guia Visual
Produtos relacionados
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Peneira de Reação PTFE de Alta Temperatura com Camadas Personalizáveis e Tamanhos de Poros de Precisão para Dispositivos de Separação de Amostras Roscados
- Funil de Separação de Pressão Constante PTFE Personalizado, Resistente à Corrosão e de Baixo Ruído de Fundo para Frascos PFA
- Aparelhos de Laboratório em PTFE Personalizados, Células de Reação de Baixo Background Resistentes à Corrosão, Fabricação CNC de Precisão
- Disco de dispersão e haste de agitação personalizados em PTFE para processamento químico e mistura laboratorial
As pessoas também perguntam
- O que torna o PTFE usinado adequado para aplicações industriais? Desempenho Inigualável em Condições Extremas
- Como os recipientes de Politetrafluoretileno (PTFE) se comportam em relação à permeação de gases? Insights de especialistas sobre absorção de solventes
- Peças usinadas de PTFE podem ser personalizadas? Obtenha Soluções de Precisão para Aplicações Exigentes
- Quais são as principais vantagens de usar PTFE para peças personalizadas? Resolva Desafios Complexos de Engenharia
- Como são tipicamente fabricados os recipientes e aparelhos de laboratório de PTFE? Dentro do Processo de Usinagem de Precisão



















