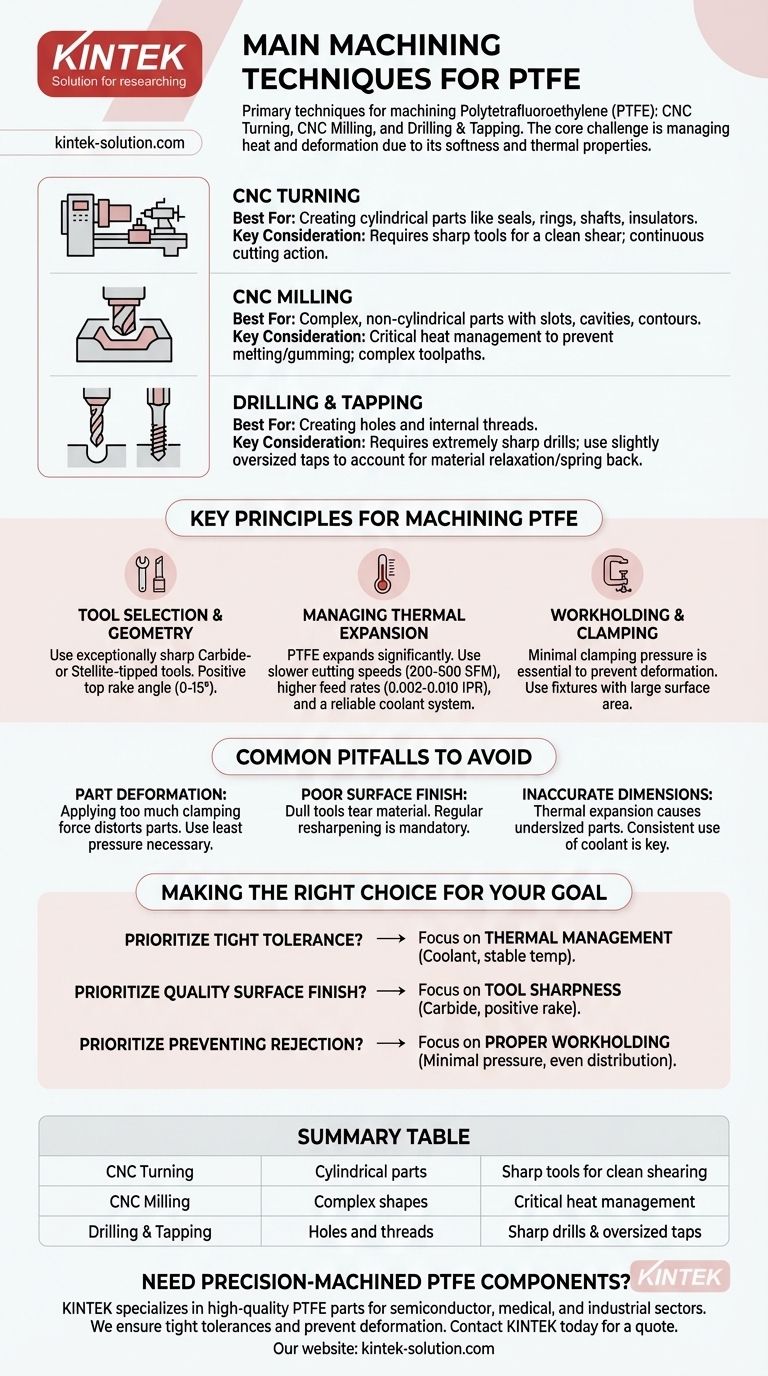
Para usinar o Politetrafluoretileno (PTFE), as principais técnicas são o torneamento CNC, o fresamento CNC, a furação e o rosqueamento. O torneamento CNC é ideal para criar peças cilíndricas como vedações e eixos, enquanto o fresamento CNC é usado para formas mais complexas com cavidades e contornos. A furação e o rosqueamento são operações padrão para criar furos e roscas no material.
O principal desafio na usinagem de PTFE não é sua dureza, mas sim sua maciez, alta taxa de expansão térmica e baixa condutividade térmica. O sucesso depende inteiramente do gerenciamento do acúmulo de calor e da deformação física por meio de ferramentas afiadas, velocidades apropriadas e pressão mínima de fixação.

Compreendendo os Processos Centrais de Usinagem
O processo correto depende inteiramente da geometria desejada da peça final. Todos os equipamentos padrão podem ser usados, mas a abordagem deve ser adaptada às propriedades exclusivas do PTFE.
Torneamento CNC
O torneamento CNC envolve a rotação de uma barra de PTFE enquanto uma ferramenta de corte remove material para criar um perfil cilíndrico. Este método é altamente eficiente para produzir peças como anéis, vedações, eixos e isoladores.
A ação de corte contínua exige um gerenciamento cuidadoso da nitidez da ferramenta para garantir um cisalhamento limpo, em vez de empurrar ou rasgar o material.
Fresamento CNC
O fresamento CNC utiliza uma ferramenta de corte rotativa de múltiplos pontos para remover material de uma peça estacionária. É o método preferido para produzir peças complexas e não cilíndricas com recursos como rasgos, cavidades e contornos de superfície intrincados.
Devido ao potencial de trajetórias de ferramentas complexas, gerenciar o calor no ponto de corte é fundamental para evitar que o material derreta ou grude na ferramenta.
Furação e Rosqueamento
A furação cria furos e o rosqueamento cria roscas internas. Embora pareçam simples, essas operações exigem considerações específicas para o PTFE devido à sua elasticidade e tendência a "voltar ao normal" (spring back).
As brocas devem ser extremamente afiadas para cortar as fibras de forma limpa. Ao rosquea, muitas vezes é necessário usar um macho de rosca ligeiramente maior, pois o material relaxará e encolherá ligeiramente após a remoção da ferramenta, resultando em um diâmetro de rosca final menor.
Princípios Chave para Usinagem de PTFE
Ao contrário dos metais, a usinagem de PTFE é uma batalha contra o calor e a deformação, não contra a dureza do material. Suas propriedades exclusivas exigem uma abordagem específica para ferramentas e parâmetros da máquina.
Seleção e Geometria da Ferramenta
A ferramenta correta é o fator mais crítico para um acabamento de qualidade. As ferramentas devem estar excepcionalmente afiadas para fatiar o material de forma limpa.
Ferramentas com ponta de metal duro (Carbide-tipped) ou com ponta de Stellite são altamente recomendadas por sua capacidade de manter uma aresta afiada e resistir ao desgaste. Um ângulo de saída positivo (entre 0 e 15 graus) ajuda a reduzir as forças de corte e minimiza o atrito.
Gerenciamento da Expansão Térmica
O PTFE se expande e contrai significativamente com as mudanças de temperatura e possui má condutividade térmica, o que significa que o calor permanece concentrado no local do corte.
Velocidades de corte mais lentas (200 a 500 pés de superfície por minuto) combinadas com taxas de avanço mais altas (0,002 a 0,010 polegadas por revolução) ajudam a reduzir o calor de fricção. A ferramenta passa menos tempo roçando em um único ponto, e uma cavaco maior remove mais calor da peça.
O uso de um sistema de refrigeração é altamente aconselhável para dissipar o calor e evitar que o material se expanda e comprometa a precisão dimensional.
Fixação e Aperto da Peça
O PTFE é um material macio que se deforma facilmente sob pressão. Esta é uma fonte comum de peças defeituosas.
Pressão de fixação mínima é essencial para segurar a peça com segurança sem esmagá-la ou distorcê-la. O uso de dispositivos de fixação com uma área de superfície maior pode ajudar a distribuir a força de aperto de forma mais uniforme.
Armadilhas Comuns a Evitar
Compreender os problemas potenciais antes que eles ocorram é fundamental para uma usinagem de PTFE eficiente e bem-sucedida.
Deformação da Peça
O erro mais comum é aplicar muita força de fixação, o que distorce a peça. Quando a peça é liberada, ela volta ao normal, e as dimensões usinadas estarão incorretas. Use sempre a menor pressão necessária.
Acabamento Superficial Ruim
Uma ferramenta de corte cega não cortará o PTFE; ela o rasgará ou empurrará. Isso resulta em um acabamento superficial felpudo ou áspero. A inspeção regular e o reafiamento das ferramentas são obrigatórios.
Dimensões Imprecisas
Não levar em conta a expansão térmica é a principal causa de imprecisão dimensional. Usinar uma peça enquanto ela está quente resultará em uma peça subdimensionada assim que ela esfriar até a temperatura ambiente. O uso consistente de refrigerante é a melhor solução.
Fazendo a Escolha Certa para o Seu Objetivo
Seu objetivo específico determinará quais princípios de usinagem você deve priorizar.
- Se o seu foco principal for tolerância dimensional rigorosa: Priorize o gerenciamento térmico acima de tudo. Use um sistema de refrigeração confiável e permita que o material se estabilize em uma temperatura consistente antes de fazer os cortes de acabamento.
- Se o seu foco principal for um acabamento superficial de alta qualidade: Sua principal prioridade é a nitidez da ferramenta. Use ferramentas de metal duro dedicadas e recém-afiadas com ângulo de saída positivo e evite manter a ferramenta parada em qualquer ponto.
- Se o seu foco principal for evitar a rejeição da peça: Concentre-se na fixação correta da peça. Projete dispositivos de fixação que suportem a peça sem distorcê-la e instrua os usinadores a usar pressão de fixação mínima e distribuída uniformemente.
Em última análise, tratar o PTFE como um material exclusivo, em vez de um metal macio, é a chave para produzir componentes precisos e de alta qualidade.
Tabela de Resumo:
| Técnica de Usinagem | Melhor Para | Considerações Chave |
|---|---|---|
| Torneamento CNC | Peças cilíndricas (vedações, eixos, anéis) | Corte contínuo; requer ferramentas afiadas para cisalhamento limpo. |
| Fresamento CNC | Formas complexas (rasgos, cavidades, contornos) | Gerenciamento crítico de calor para evitar derretimento/grudar. |
| Furação e Rosqueamento | Criação de furos e roscas internas | Use brocas afiadas e machos ligeiramente maiores para relaxamento do material. |
Precisa de componentes de PTFE usinados com precisão?
A KINTEK é especializada na fabricação de peças de PTFE de alta qualidade — incluindo vedações, revestimentos e utensílios de laboratório personalizados — para os setores de semicondutores, médico, laboratorial e industrial. Entendemos os princípios críticos da usinagem de PTFE para evitar deformação e garantir tolerâncias rigorosas.
Se você precisa de protótipos ou pedidos de alto volume, nossa experiência em fabricação personalizada oferece a confiabilidade que sua aplicação exige.
Entre em contato com a KINTEK hoje mesmo para um orçamento e veja como podemos dar vida ao seu projeto de PTFE com precisão e experiência.
Guia Visual
Produtos relacionados
- Disco de dispersão e haste de agitação personalizados em PTFE para processamento químico e mistura laboratorial
- Cortador de Membrana de Filtro PTFE de Alta Pureza com Lâmina de Cerâmica para Análise de PM2.5 e Divisor de Papel de Filtro de Laboratório Personalizável
- Aparelhos de Laboratório em PTFE Personalizados, Células de Reação de Baixo Background Resistentes à Corrosão, Fabricação CNC de Precisão
- Cortador de membrana quadrada de PTFE de alta pureza e dispositivo de alíquota de filtro para análise de traços e aplicações em laboratórios de sala limpa
- Peneira de Reação PTFE de Alta Temperatura com Camadas Personalizáveis e Tamanhos de Poros de Precisão para Dispositivos de Separação de Amostras Roscados
As pessoas também perguntam
- Como as hastes de PTFE são utilizadas em aplicações eletrônicas e elétricas? Desbloqueie Desempenho e Confiabilidade Superiores
- Como a barra de PTFE se comporta em ambientes quimicamente agressivos? Resistência Química Inigualável para Aplicações Exigentes
- As varetas de PTFE podem ser usinadas em formas complexas? Sim, com engenharia de precisão para peças personalizadas.
- Quais são as principais propriedades da haste de PTFE? Desbloqueie Desempenho Extremo para Aplicações Exigentes
- Quais são os diferentes tipos de varetas de PTFE disponíveis com base na tecnologia de fabricação? Escolha o Tipo Certo para o Seu Projeto



















