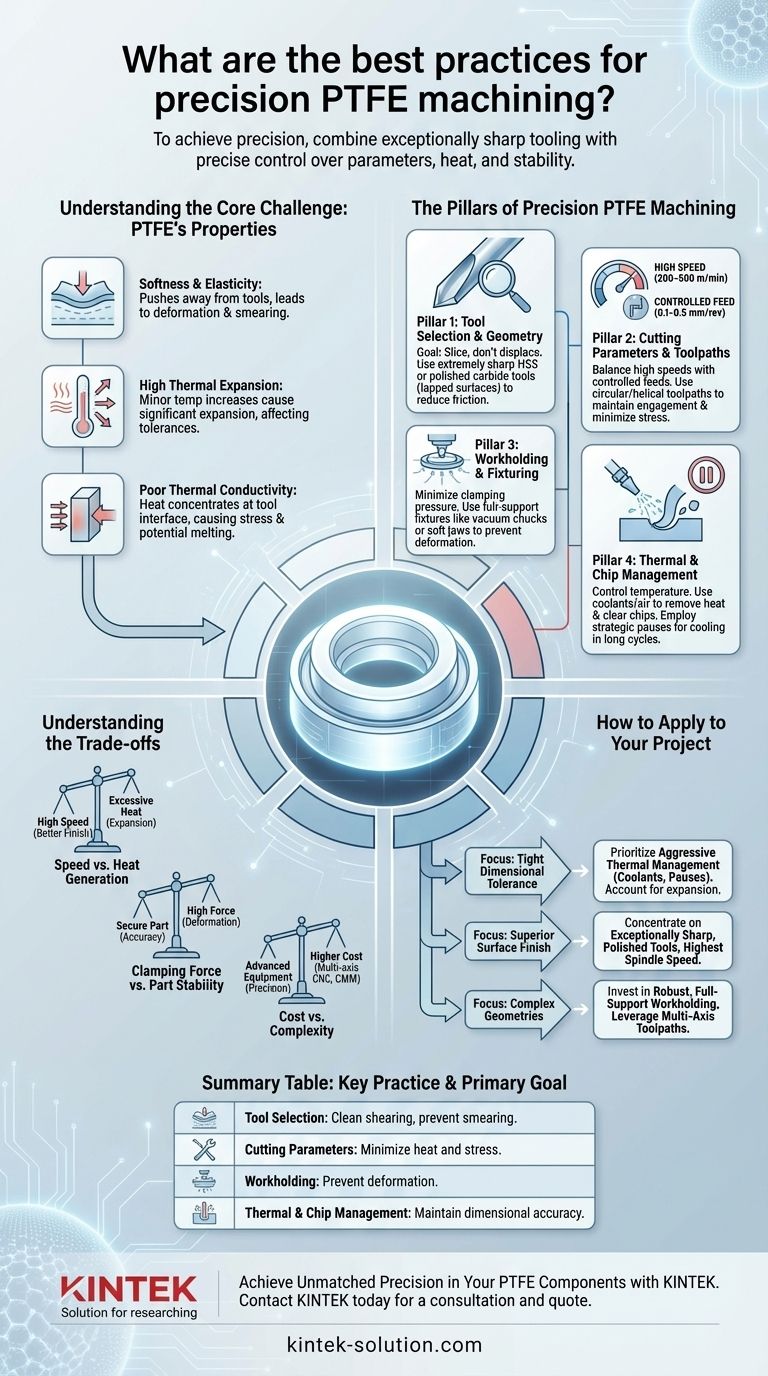
Para alcançar precisão na usinagem de Politetrafluoretileno (PTFE), você deve combinar ferramentas excepcionalmente afiadas com controle preciso dos parâmetros de corte, geração de calor e estabilidade da peça de trabalho. As práticas centrais envolvem o uso de ferramentas de Aço Rápido (HSS) ou metal duro polido, a manutenção de altas velocidades de corte (200–500 m/min) com taxas de avanço controladas (0,1–0,5 mm/rev) e o emprego de fixação segura e de baixa pressão, como mandris a vácuo, para evitar que o material se deforme.
O desafio central da usinagem de PTFE não é cortar o material, mas sim gerenciar suas propriedades físicas únicas. Sua maciez, baixa condutividade térmica e alta expansão térmica significam que o sucesso depende mais do controle da deformação e do calor do que da remoção agressiva de material.

Compreendendo o Desafio Central: As Propriedades do PTFE
Para usinar o PTFE de forma eficaz, você deve primeiro respeitar suas características fundamentais. Essas propriedades são vantagens na aplicação final, mas criam obstáculos significativos durante a fabricação.
O Impacto da Maciez e Elasticidade
O PTFE é um material excepcionalmente macio que tende a se afastar da ferramenta de corte em vez de cisalhar de forma limpa.
O uso de ferramentas cegas ou com formato inadequado resultará em deformação, esmagamento do material e rebarbas significativas em vez de um corte preciso.
O Problema da Alta Expansão Térmica
O PTFE possui um coeficiente de expansão térmica muito alto. Mesmo pequenos aumentos de temperatura devido ao atrito de corte podem fazer com que o material se expanda significativamente.
Essa expansão pode alterar as dimensões críticas, dificultando a manutenção de tolerâncias rigorosas se o calor não for gerenciado meticulosamente.
O Desafio da Baixa Condutividade Térmica
Ao contrário dos metais, o PTFE é um excelente isolante térmico. Ele não dissipa bem o calor da zona de corte.
O calor se concentra na interface ferramenta-material, levando rapidamente à expansão térmica, potencial derretimento e estresse na peça de trabalho.
Os Pilares da Usinagem de Precisão de PTFE
Dominar o PTFE requer uma abordagem holística que aborde as propriedades do material através de quatro áreas-chave de foco.
Pilar 1: Seleção e Geometria da Ferramenta
A ferramenta certa é o fator mais crítico. O objetivo é fatiar o material, não deslocá-lo.
Use arestas de corte extremamente afiadas. Uma aresta polida e afiada como navalha é inegociável para evitar empurrar e deformar o material.
Selecione o material de ferramenta correto. Tanto as ferramentas de Aço Rápido (HSS) quanto as de metal duro são eficazes, mas as ferramentas de metal duro devem ter superfícies altamente polidas (lapidadas) para reduzir o atrito e o acúmulo de material.
Pilar 2: Parâmetros de Corte e Caminhos da Ferramenta
As configurações da sua máquina devem ser otimizadas para minimizar a geração de calor e o estresse mecânico.
Equilibre altas velocidades com avanços controlados. Use altas velocidades de corte (200–500 m/min) para garantir que a ferramenta esteja cortando de forma eficiente, mas combine isso com uma taxa de avanço moderada (0,1–0,5 mm/rev) para evitar atrito excessivo.
Empregue caminhos de ferramenta estratégicos. Use caminhos de ferramenta circulares ou helicoidais para manter o engajamento constante da ferramenta e minimizar vibrações. Evite cortes agressivos com largura total, especialmente em seções de parede fina, para reduzir o estresse.
Pilar 3: Fixação da Peça de Trabalho e Montagem
Como o PTFE se deforma facilmente, a forma como você segura a peça de trabalho é tão importante quanto a forma como você a corta.
Minimize a pressão de aperto. Apertar demais uma morsa padrão comprimirá e distorcerá o material, levando a dimensões finais imprecisas assim que a pressão for liberada.
Forneça suporte completo. Use fixações que suportem toda a peça de trabalho, como mandris a vácuo ou mordentes macios moldados sob medida para o formato da peça, para garantir a máxima estabilidade sem deformação.
Pilar 4: Gerenciamento Térmico e de Cavacos
O controle da temperatura é essencial para manter a precisão dimensional.
Use fluidos de corte apropriados. Fluidos de corte por inundação ou ar comprimido podem ajudar a remover o calor da zona de corte e limpar os cavacos fibrosos que o PTFE frequentemente produz.
Considere pausas estratégicas. Para ciclos de corte longos ou cortes profundos, programar pausas periódicas permite que o material esfrie e se estabilize, evitando que o acúmulo de calor comprometa as tolerâncias.
Compreendendo as Compensações
Alcançar precisão com PTFE envolve equilibrar fatores concorrentes. Entender esses compromissos é fundamental para a solução de problemas e a otimização de processos.
Velocidade vs. Geração de Calor
Embora altas velocidades de corte promovam um melhor acabamento superficial, levá-las longe demais sem resfriamento adequado gerará calor excessivo, fazendo com que a peça se expanda e saia da tolerância. A velocidade ideal é frequentemente a mais alta possível antes que os efeitos térmicos se tornem incontroláveis.
Força de Aperto vs. Estabilidade da Peça
Uma peça segura evita vibração e garante precisão. No entanto, a maciez do PTFE significa que a força necessária para estabilidade em metais causará deformação significativa. O objetivo é encontrar a força de aperto mínima que ainda elimine qualquer movimento ou vibração da peça.
Custo vs. Complexidade
Alcançar os mais altos níveis de precisão geralmente requer equipamentos avançados. Máquinas CNC multieixos permitem geometrias complexas, e Máquinas de Medição por Coordenadas (CMM) são necessárias para verificar tolerâncias rigorosas, aumentando o custo e a complexidade geral do processo.
Como Aplicar Isso ao Seu Projeto
Sua estratégia específica de usinagem deve ser guiada pelo resultado mais crítico para o seu componente.
- Se seu foco principal for tolerância dimensional rigorosa: Priorize o gerenciamento térmico agressivo usando fluidos de corte e pausas, e certifique-se de que suas dimensões programadas considerem qualquer potencial expansão térmica.
- Se seu foco principal for acabamento superficial superior: Concentre-se em usar ferramentas excepcionalmente afiadas e polidas na maior velocidade de eixo possível com uma taxa de avanço controlada e consistente.
- Se seu foco principal for usinar geometrias complexas: Invista em fixação de peças de trabalho robusta e de suporte total e utilize caminhos de ferramenta multieixos que minimizem o estresse e as trocas de ferramenta.
Em última análise, usinar PTFE com precisão é um exercício de finesse, provando que um profundo entendimento do material é a ferramenta mais importante de todas.
Tabela de Resumo:
| Prática Chave | Objetivo Principal | Consideração Principal |
|---|---|---|
| Seleção e Geometria da Ferramenta | Cisalhamento limpo, evitar esmagamento | Use ferramentas de HSS extremamente afiadas ou metal duro polido. |
| Parâmetros de Corte | Minimizar calor e estresse | Altas velocidades (200-500 m/min), avanços controlados (0,1-0,5 mm/rev). |
| Fixação da Peça de Trabalho e Montagem | Prevenir deformação | Use métodos de baixa pressão e suporte total, como mandris a vácuo. |
| Gerenciamento Térmico e de Cavacos | Manter a precisão dimensional | Empregue fluidos de corte/ar e pausas estratégicas para controlar o calor. |
Alcance Precisão Inigualável em Seus Componentes de PTFE com a KINTEK
Usinar PTFE com padrões rigorosos requer experiência especializada e um foco em finesse em vez de força. Na KINTEK, fabricamos componentes de PTFE de precisão — incluindo vedações, revestimentos e utensílios de laboratório personalizados — para os setores de semicondutores, médico, laboratorial e industrial. Dominamos o equilíbrio crítico de ferramentas afiadas, parâmetros precisos e fixação segura para fornecer peças com precisão dimensional e acabamentos superficiais excepcionais, desde protótipos até tiragens de produção de alto volume.
Permita-nos aplicar nosso profundo conhecimento de materiais aos seus projetos mais desafiadores. Entre em contato com a KINTEK hoje para uma consulta e orçamento.
Guia Visual
Produtos relacionados
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Fabricante de peças de teflon PTFE moldadas personalizadas para laboratório ITO FTO Cesto de flores para limpeza de vidro condutor
- Aparelhos de Laboratório em PTFE Personalizados, Células de Reação de Baixo Background Resistentes à Corrosão, Fabricação CNC de Precisão
- Fabricante de peças de PTFE personalizadas para peças de Teflon e pinças de PTFE
- Hastes de PTFE personalizáveis para aplicações industriais avançadas
As pessoas também perguntam
- Peças de PTFE podem ser personalizadas de acordo com requisitos específicos? Obtenha Componentes de PTFE Personalizados de Precisão
- Como são tipicamente fabricados os recipientes e aparelhos de laboratório de PTFE? Dentro do Processo de Usinagem de Precisão
- O que torna o PTFE usinado adequado para aplicações industriais? Desempenho Inigualável em Condições Extremas
- Como os recipientes de Politetrafluoretileno (PTFE) se comportam em relação à permeação de gases? Insights de especialistas sobre absorção de solventes
- Quais são as principais vantagens de usar PTFE para peças personalizadas? Resolva Desafios Complexos de Engenharia



















