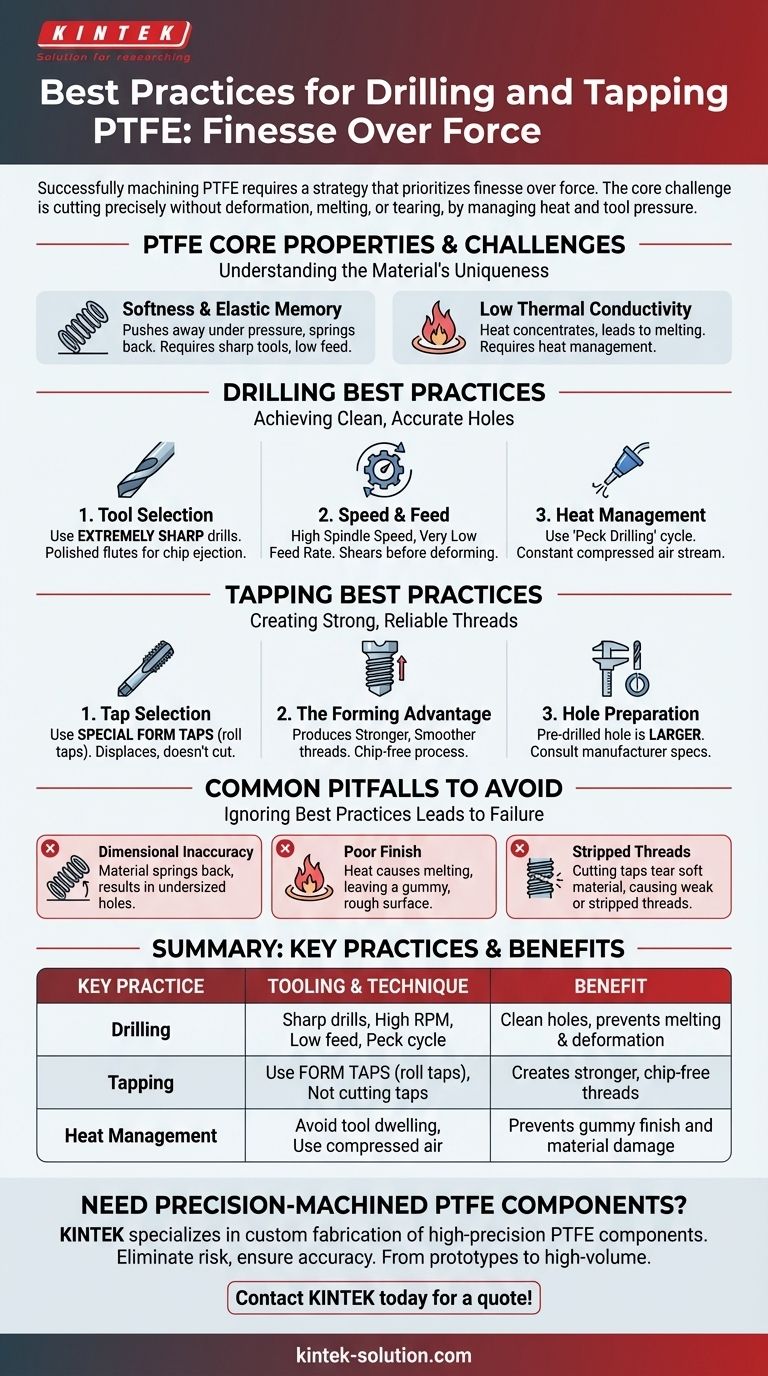
A usinagem bem-sucedida de PTFE requer uma estratégia que priorize a delicadeza em vez da força. A melhor prática é usar ferramentas extremamente afiadas em altas velocidades do fuso, mas com uma taxa de avanço muito baixa, uma combinação que corta o material de forma limpa antes que suas duas propriedades mais desafiadoras — maciez e baixa dissipação de calor — possam comprometer o resultado.
O desafio central ao trabalhar com PTFE não é cortá-lo, mas sim cortá-lo com precisão sem causar deformação, derretimento ou rasgos. Seu sucesso depende inteiramente do gerenciamento do acúmulo de calor e da pressão da ferramenta.

Entendendo o Desafio Central: As Propriedades do PTFE
Para usinar PTFE de forma eficaz, você deve primeiro entender o material em si. Suas características únicas são o que tornam as práticas de usinagem padrão ineficazes.
Maciez e Memória Elástica
O PTFE é um material excepcionalmente macio e flexível. Sob a pressão de uma ferramenta cega ou uma taxa de avanço agressiva, ele se afastará, esticará e se deformará em vez de formar uma cavaco limpa. Ele também tem uma memória elástica, o que significa que pode voltar ao normal depois que a ferramenta passa, resultando em furos subdimensionados.
Baixa Condutividade Térmica
Ao contrário dos metais, o PTFE não dissipa o calor da ferramenta de corte. Isso faz com que o calor se concentre no ponto de contato, o que pode levar rapidamente ao derretimento, à formação de cavacos pegajosos e a um mau acabamento superficial.
Melhores Práticas para Furação de PTFE
Obter um furo limpo e dimensionalmente preciso em PTFE requer atenção cuidadosa às ferramentas e à técnica.
A Seleção da Ferramenta é Crítica
Sua ferramenta principal deve ser excepcionalmente afiada. Brocas projetadas especificamente para plásticos, que geralmente têm um ângulo de ponta mais agudo e canais altamente polidos, são ideais. Uma aresta afiada corta o material de forma limpa, enquanto os canais polidos ajudam a ejetar os cavacos pegajosos de forma eficiente.
Altas Velocidades, Baixos Avanços
Use uma alta velocidade do fuso (RPM) para garantir que a aresta de corte esteja se movendo rápido o suficiente para cortar o material antes que ele possa se deformar. Combine isso com uma taxa de avanço muito baixa. Empurrar a broca no material muito rapidamente fará com que ele rasgue e se deforme em vez de cortar.
Gerencie o Acúmulo de Calor
Nunca permita que a ferramenta permaneça em um só lugar. Usar um ciclo de "perfuração por recuo" — onde a broca avança ligeiramente e depois recua para limpar os cavacos — é altamente eficaz. Essa ação quebra o cavaco e permite que a ferramenta e a peça tenham um momento para esfriar. Um fluxo constante de ar comprimido também pode ajudar a limpar os cavacos e fornecer algum resfriamento.
Melhores Práticas para Abertura de Rosca em PTFE
Criar roscas em PTFE apresenta um conjunto semelhante de desafios. A maciez do material facilita o esmagamento ou a criação de roscas fracas se a abordagem errada for usada.
Use Machos de Conformação, Não Machos de Corte
A melhor prática mais significativa para abrir roscas em PTFE é usar machos de conformação especiais (também conhecidos como machos de conformação a frio ou machos de laminação). Essas ferramentas não cortam material. Em vez disso, elas deslocam e comprimem o PTFE para formar o perfil da rosca.
A Vantagem da Conformação
Este método produz uma rosca muito mais forte, lisa e precisa. Como não são criados cavacos, o processo é mais limpo e evita o risco de cavacos ficarem presos no furo. Isso aborda diretamente o objetivo de "abrir rosca sem cortar".
Preparação do Furo
Ao usar um macho de conformação, o tamanho do furo pré-perfurado é crítico e será maior do que o tamanho necessário para um macho de corte padrão. Sempre consulte as especificações do fabricante do macho para perfurar o furo do tamanho correto para garantir o fluxo adequado do material.
Entendendo as Compensações e Armadilhas
Ignorar essas melhores práticas pode levar a várias falhas comuns que são frustrantes e caras.
O Risco de Imprecisão Dimensional
O uso de ferramentas cegas ou pressão de avanço excessiva fará com que o PTFE se estique ao redor da broca. Quando a ferramenta é removida, o material voltará ao normal, resultando em um furo significativamente menor do que a broca usada para criá-lo.
O Problema de um Acabamento Ruim
O calor é o inimigo de um bom acabamento superficial no PTFE. Se a velocidade do seu fuso for muito baixa ou sua ferramenta não estiver afiada o suficiente, o atrito derreterá o material, deixando um acabamento pegajoso, áspero e inaceitável dentro do furo ou nas roscas.
O Perigo de Rosca Esmagada
Tentar usar um macho de corte padrão, especialmente um agressivo, é a causa mais comum de falha nas roscas. As arestas de corte do macho tenderão a rasgar e puxar o material macio, resultando em roscas fracas, mal formadas ou completamente esmagadas.
Fazendo a Escolha Certa para o Seu Objetivo
Adapte sua técnica com base no seu resultado mais crítico.
- Se seu foco principal é a precisão dimensional: Priorize ferramentas extremamente afiadas e um ciclo de perfuração por recuo com taxas de avanço muito baixas para eliminar o calor e a deformação do material.
- Se seu foco principal são roscas fortes e confiáveis: A solução definitiva é usar um macho de conformação em vez de um macho de corte, garantindo que seu furo pré-perfurado tenha o tamanho correto para conformação.
- Se você está enfrentando um acabamento superficial ruim: Os fatores imediatos a serem abordados são aumentar a velocidade do seu fuso e verificar se suas ferramentas de corte estão o mais afiadas possível.
Ao tratar o PTFE com a abordagem única que ele exige, você pode produzir consistentemente resultados limpos, precisos e confiáveis.
Tabela de Resumo:
| Prática Chave | Ferramentas e Técnica | Benefício |
|---|---|---|
| Furação | Brocas afiadas, RPM alto, taxa de avanço baixa, ciclo de recuo | Furos limpos, evita derretimento e deformação |
| Abertura de Rosca | Usar machos de conformação (roll taps), não machos de corte | Cria roscas mais fortes e sem cavacos |
| Gerenciamento de Calor | Evitar que a ferramenta permaneça parada, usar ar comprimido | Previne acabamento pegajoso e danos ao material |
Precisa de Componentes de PTFE Usinados com Precisão?
A usinagem de PTFE internamente requer habilidade e ferramentas especializadas. Por que arriscar desperdício de material e atrasos na produção? A KINTEK é especializada na fabricação personalizada de componentes de PTFE de alta precisão — incluindo vedações, revestimentos, utensílios de laboratório e peças complexas com recursos de furação e rosqueamento.
Atendemos aos setores de semicondutores, médico, laboratorial e industrial, entregando a precisão dimensional e o acabamento superficial superior que suas aplicações exigem. De protótipos a pedidos de alto volume, nossa experiência garante que suas peças de PTFE sejam feitas corretamente na primeira vez.
Deixe-nos cuidar da usinagem de precisão para você. Entre em contato com a KINTEB hoje para um orçamento!
Guia Visual
Produtos relacionados
- Sistema de Filtragem PTFE Personalizado Resistente a Ácidos de Alta Pureza Grau Semicondutor para Processamento Químico
- Torneira de PTFE com Alta Resistência à Corrosão - Válvula de Politetrafluoretileno para Tambores de Armazenamento Químico e Sistemas de Transferência de Fluidos - Grau Industrial Personalizável
- Sistema de Filtração a Vácuo PTFE PFA Resistente à Corrosão Personalizável e à Prova de Quebras para Laboratório
- Filtro resistente à corrosão em PTFE com conexões de válvula PFA e placa de peneira integrada
- Seringa PTFE de 50ml Resistente a Altas Temperaturas e Produtos Químicos, Injetor de Teflon Personalizado com Vedação Rosqueada para Análise de Traços
As pessoas também perguntam
- O que torna os sistemas de filtração de PTFE vantajosos para uso industrial e científico? Estabilidade Química e Térmica Incomparáveis
- Por que os filtros de PTFE são vantajosos para a análise gravimétrica? Alcance Precisão e Exatidão Inigualáveis
- Quais produtos químicos são totalmente compatíveis com filtros de PTFE? Descubra Resistência Química Inigualável
- Qual resistência à temperatura os filtros de PTFE oferecem? Estabilidade Térmica Incomparável de -200°C a +260°C
- Quais são as aplicações industriais comuns dos filtros de PTFE? Domine a filtração crítica em indústrias exigentes



















