À primeira vista, o Teflon (PTFE) parece fácil de usinar devido à sua maciez, mas isso é enganoso. Os desafios únicos surgem de uma combinação de propriedades não encontradas em metais ou mesmo em outros plásticos: baixa condutividade térmica, alto coeficiente de expansão térmica e uma tendência a deformar sob pressão, conhecida como fluência sob tensão. Esses fatores tornam a obtenção de tolerâncias apertadas e um acabamento de superfície limpo excepcionalmente difícil.
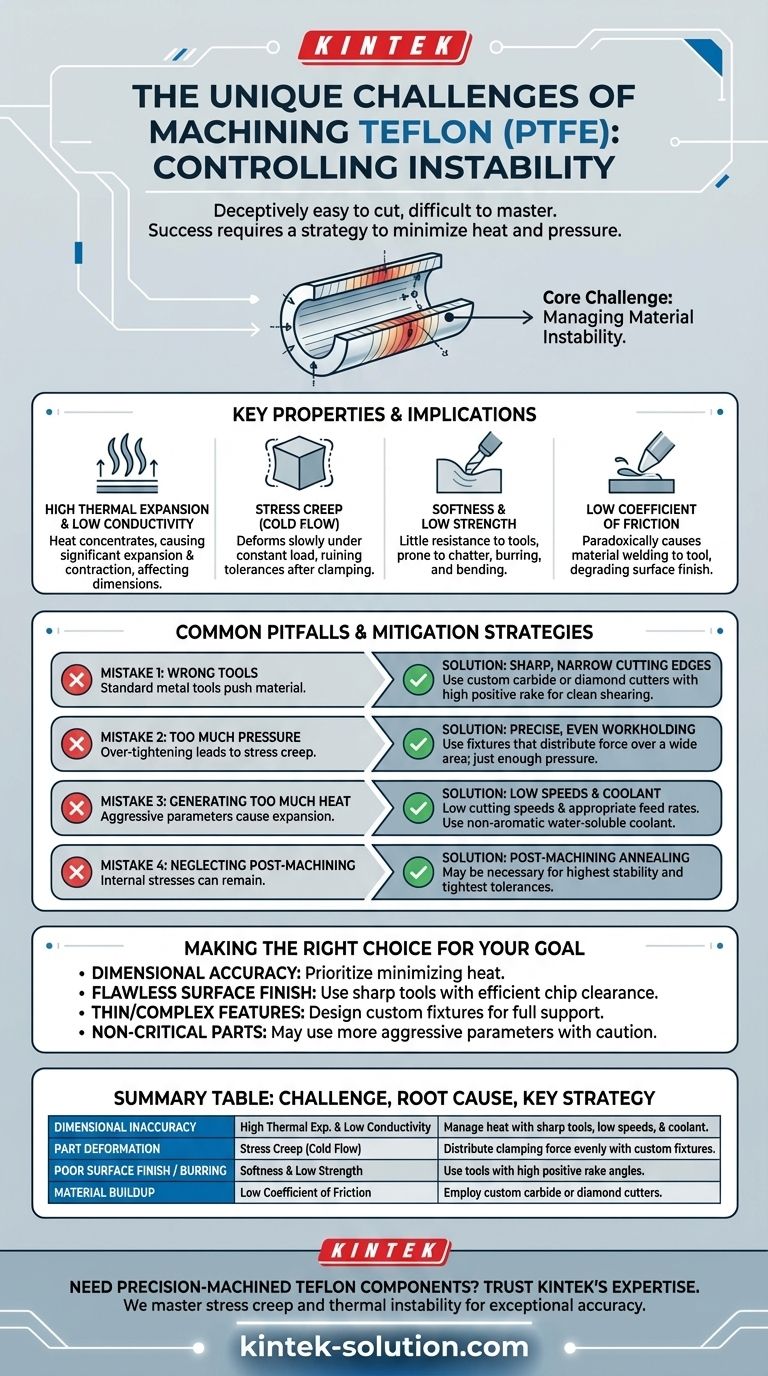
O principal desafio na usinagem de Teflon não é cortar o material, mas controlar sua instabilidade inerente. O sucesso requer uma estratégia focada em minimizar o calor e a pressão em cada etapa, desde a fixação da peça até o corte final, para evitar que a peça se deforme de forma imprevisível.

A Causa Raiz: Gerenciando a Instabilidade do Material
Ao contrário dos metais que são rígidos e termicamente estáveis, o Teflon é fundamentalmente instável durante o processo de usinagem. Sua maciez facilita a remoção de material, mas essa mesma propriedade o torna altamente suscetível à deformação pela pressão da ferramenta e pelas forças de fixação.
A verdadeira dificuldade reside em gerenciar a resposta do material ao calor e ao estresse da usinagem. Sem a abordagem correta, as peças podem facilmente ficar fora de tolerância, empenadas ou cobertas de rebarbas.
Propriedades Chave e Suas Implicações na Usinagem
Compreender quatro propriedades chave do material é crítico para diagnosticar e resolver os desafios da usinagem de Teflon.
Alta Expansão Térmica e Baixa Condutividade
O Teflon não dissipa bem o calor. O calor gerado pela ferramenta de corte permanece concentrado no ponto de contato, fazendo com que o material se expanda significativamente.
Quando a peça esfria, ela se contrai. Essa mudança constante de tamanho durante a operação torna a manutenção de dimensões precisas um desafio primordial.
Fluência sob Tensão (Fluxo a Frio)
O Teflon tem uma tendência a deformar-se lentamente ao longo do tempo quando sob uma carga constante, mesmo à temperatura ambiente. Isso é conhecido como fluência sob tensão ou fluxo a frio.
Quando uma peça é fixada em uma morsa, ela começa a fluir. Após a usinagem, uma vez que a pressão de fixação é liberada, a peça se deforma, arruinando quaisquer tolerâncias apertadas que foram alcançadas.
Maciez e Baixa Resistência
Embora a maciez torne o material fácil de cortar, também significa que ele oferece pouca resistência à ferramenta de corte, levando ao risco de vibração da ferramenta.
Essa maciez também torna o Teflon propenso a rebarbas e pode fazer com que a peça se deforme ou se curve para longe do cortador, especialmente com paredes finas ou formas desequilibradas.
Baixo Coeficiente de Atrito
A famosa escorregadio do Teflon pode, paradoxalmente, fazer com que o material grude ou solde na ponta da ferramenta de corte. Isso acontece quando o calor e a pressão são altos o suficiente para amolecer o material.
Esse acúmulo na aresta da ferramenta degrada o acabamento da superfície e pode tirar as dimensões finais da peça da especificação.
Armadilhas Comuns e Como Evitá-las
A usinagem bem-sucedida de Teflon requer uma mentalidade e um conjunto de ferramentas específicos, projetados para neutralizar suas propriedades inerentes.
Erro 1: Usar as Ferramentas Erradas
Ferramentas de corte padrão usadas para metais não funcionarão bem. A maciez do Teflon exige arestas de corte extremamente afiadas e estreitas para criar uma ação de cisalhamento limpa, em vez de empurrar o material.
Cortadores de metal duro personalizados com altos ângulos de ataque positivos e folga são frequentemente necessários para evitar o acúmulo de material e garantir a evacuação limpa de cavacos. Para a mais alta precisão, cortadores de diamante oferecem desempenho superior.
Erro 2: Aplicar Muita Pressão
Apertar demais uma morsa é um erro comum que garante a falha devido à fluência sob tensão. A fixação da peça deve ser precisa e aplicar apenas pressão suficiente para prender a peça.
Use dispositivos de fixação que distribuam a força de aperto uniformemente por uma ampla área de superfície. Isso fornece suporte sem criar pontos de pressão localizados que levam à deformação.
Erro 3: Gerar Muito Calor
Velocidades de corte e avanços agressivos que funcionam para outros materiais gerarão calor excessivo no Teflon, fazendo com que ele se expanda e arruine as tolerâncias.
Use baixas velocidades de corte e taxas de avanço apropriadas. A aplicação de um líquido de refrigeração não aromático e solúvel em água também é altamente recomendada para gerenciar o calor, melhorar o acabamento da superfície e prolongar a vida útil da ferramenta.
Erro 4: Negligenciar os Efeitos Pós-Usinagem
Mesmo com técnica perfeita, tensões internas podem ser induzidas durante a usinagem. Para peças que exigem o mais alto grau de estabilidade e tolerâncias mais apertadas, o recozimento pós-usinagem pode ser necessário para aliviar essas tensões.
Fazendo a Escolha Certa para o Seu Objetivo
Sua estratégia deve se adaptar com base nos requisitos específicos da peça acabada.
- Se o seu foco principal é a precisão dimensional: Priorize a minimização do calor usando ferramentas muito afiadas, baixas velocidades de corte e um líquido de refrigeração eficaz.
- Se o seu foco principal é um acabamento de superfície impecável: Use ferramentas com arestas de corte afiadas e estreitas e geometrias especificamente projetadas para uma eficiente remoção de cavacos.
- Se você estiver trabalhando com características finas ou complexas: Projete dispositivos de fixação personalizados que suportem totalmente a peça sem aplicar pressão de aperto excessiva.
- Se sua peça não for crítica e as tolerâncias forem frouxas: Você pode usar parâmetros mais agressivos, mas esteja atento ao acúmulo de calor e à deformação.
O sucesso na usinagem de Teflon não vem da força, mas de uma abordagem precisa e deliberada que respeita a natureza única e instável do material.
Tabela Resumo:
| Desafio | Causa Raiz | Estratégia Chave de Mitigação |
|---|---|---|
| Imprecisão Dimensional | Alta expansão térmica e baixa condutividade | Use ferramentas afiadas, baixas velocidades e líquido de refrigeração para gerenciar o calor. |
| Deformação da Peça (Fluência sob Tensão) | Fluxo a frio do material sob pressão | Projete dispositivos de fixação para distribuir a força de aperto uniformemente. |
| Acabamento de Superfície Ruim / Rebarbas | Maciez e baixa resistência | Use ferramentas com altos ângulos de ataque positivos para um cisalhamento limpo. |
| Acúmulo de Material na Ferramenta | Baixo coeficiente de atrito | Empregue cortadores de metal duro ou diamante personalizados para uma remoção eficiente de cavacos. |
Precisa de Componentes de Teflon Usinados com Precisão? Confie na Expertise da KINTEK.
Usinar Teflon para atender a especificações exatas requer conhecimento e equipamentos especializados. A KINTEK fabrica componentes de PTFE de alta qualidade (vedações, revestimentos, artigos de laboratório e muito mais) para os setores de semicondutores, médico, laboratorial e industrial. Dominamos os desafios da fluência sob tensão e da instabilidade térmica para entregar peças com excepcional precisão dimensional e acabamento de superfície.
Priorizamos a produção de precisão e oferecemos fabricação personalizada, desde protótipos até pedidos de alto volume. Deixe-nos aplicar nossa expertise ao seu projeto.
Entre em contato com a KINTEK hoje para um orçamento e veja como podemos trazer estabilidade e precisão para suas peças de Teflon.
Guia Visual
Produtos relacionados
- Fabricante de peças de PTFE personalizadas para peças de Teflon e pinças de PTFE
- Fabricante de peças personalizadas de PTFE para recipientes e componentes de teflon
- Disco de Dispersão PTFE Grau Alimentício e Cosmético Pá de Agitação Grande Antiaderente e Resistente à Corrosão Impeller Personalizável
- Hastes de PTFE personalizáveis para aplicações industriais avançadas
- Disco Dispersor de PTFE Resistente à Corrosão e Hélice de Agitação de Alta Temperatura para Mistura Química Laboratorial
As pessoas também perguntam
- Quais considerações de projeto são importantes para peças personalizadas de PTFE? Projeto para Desempenho e Confiabilidade
- Quais são os principais benefícios do PTFE na fabricação personalizada? Desbloqueie o Desempenho em Condições Extremas
- Por que a seleção da ferramenta é importante na usinagem CNC de peças de PTFE? Alcance Precisão e Qualidade
- Quais setores mais se beneficiam de peças de PTFE personalizadas? Resolva Desafios de Ambientes Extremos
- Quais setores utilizam peças de PTFE personalizadas e para quais finalidades? Resolva Desafios Críticos com Materiais de Alto Desempenho



















