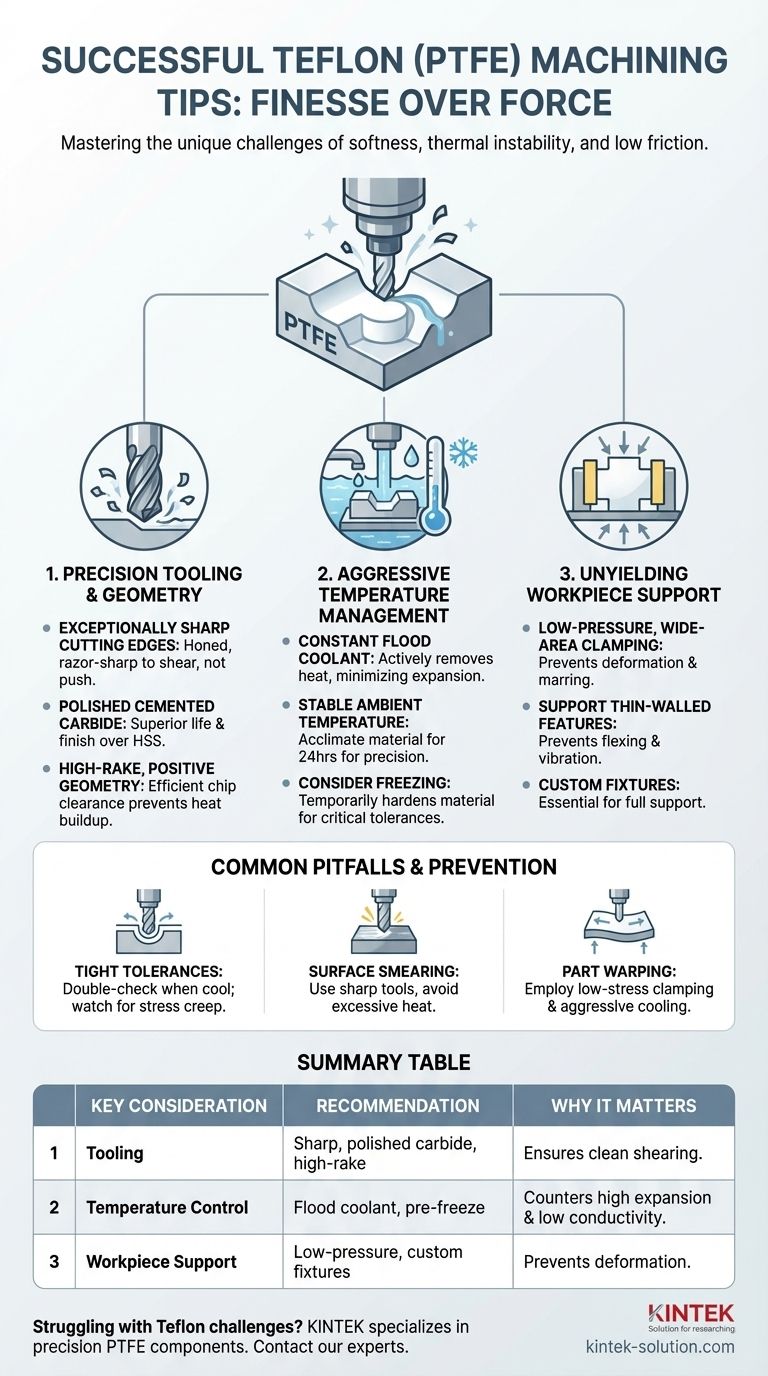
Para usinar Teflon (PTFE) com sucesso, você deve se concentrar em três áreas críticas: usar ferramentas de metal duro excepcionalmente afiadas e polidas com geometrias que promovam a evacuação de cavacos, gerenciar agressivamente a temperatura com refrigerantes ou até mesmo congelando o material, e fornecer suporte robusto à peça de trabalho para evitar que o material macio se deforme sob pressão. Essas técnicas neutralizam diretamente a maciez inerente do Teflon, sua baixa condutividade térmica e sua alta taxa de expansão térmica.
O desafio central da usinagem de Teflon não é sua dureza, mas sua combinação única de maciez, instabilidade térmica e baixo atrito. O sucesso exige uma estratégia de finesse em vez de força, focando inteiramente no gerenciamento do acúmulo de calor e na prevenção da deformação física em todas as etapas do processo.

Por Que a Usinagem de Teflon é um Desafio Único
Antes de aplicar técnicas específicas, é essencial entender as propriedades do material que ditam toda a estratégia de usinagem. As características mais valiosas do Teflon para sua aplicação final são as mesmas que o tornam difícil de processar com precisão.
O Problema da Maciez
O Teflon é um material excepcionalmente macio. Isso significa que ele tem uma forte tendência a comprimir, deformar ou esmagar sob a pressão da ferramenta em vez de cortar de forma limpa.
Isso exige arestas de corte extremamente afiadas e uma estratégia de fixação que suporte toda a peça, impedindo que ela se flexione para longe da ferramenta.
O Problema da Expansão Térmica
O Teflon tem um coeficiente de expansão térmica muito alto. Mesmo um pequeno aumento de temperatura devido ao atrito de corte fará com que o material se expanda significativamente.
Essa expansão pode arruinar a precisão dimensional, tornando impossível manter tolerâncias apertadas se o calor não for gerenciado ativamente. É a principal razão pela qual o refrigerante não é apenas recomendado, mas essencial.
O Problema da Baixa Condutividade Térmica
Agravando o problema de expansão, o Teflon é um excelente isolante. Ele não dissipa bem o calor.
Isso significa que qualquer calor gerado pela ferramenta de corte permanece concentrado no ponto de corte, levando rapidamente à expansão do material, acúmulo e potencial derretimento.
Os Pilares da Usinagem de Teflon Bem-Sucedida
Uma abordagem bem-sucedida é construída sobre o controle dos fatores de ferramental, temperatura e suporte. Errar em qualquer um desses comprometerá a peça final.
Seleção e Geometria da Ferramenta
A ferramenta certa é o fator mais importante para alcançar um corte limpo em vez de uma bagunça esmagada.
Use arestas de corte extremamente afiadas. Uma aresta polida e afiada como navalha é obrigatória. Qualquer falta de afiação fará com que a ferramenta empurre e esmague o material em vez de cortá-lo.
Escolha ferramentas de metal duro. Embora o aço rápido (HSS) afiado possa funcionar, ferramentas de metal duro polidas proporcionam vida útil e acabamento superficial superiores.
Garanta uma geometria positiva e de alto ângulo de cunha (rake). A ferramenta deve ser projetada para levantar e evacuar os cavacos do material de trabalho de forma eficiente. A má evacuação de cavacos leva ao acúmulo de calor e danos à superfície.
Gerenciamento Agressivo da Temperatura
Controlar a temperatura da peça é controlar suas dimensões. Isso não pode ser exagerado.
Aplique um fluxo constante de refrigerante. Refrigerantes solúveis em água são excelentes para remover ativamente o calor da zona de corte, minimizando a expansão térmica.
Mantenha uma temperatura ambiente estável. Para trabalhos de alta precisão, permita que o material se aclimate à temperatura da oficina por 24 horas antes da usinagem para garantir um ponto de partida estável.
Considere congelar o material. Para as tolerâncias mais críticas, congelar temporariamente o PTFE o torna mais duro e rígido. Isso reduz drasticamente a deformação e os efeitos térmicos, permitindo cortes mais precisos.
Suporte Inabalável à Peça de Trabalho
Como o Teflon é muito macio, ele se deforma facilmente sob a pressão de fixação ou a própria força do corte.
Use baixa pressão de fixação em uma ampla área de superfície. Evite morsas de mandíbulas afiadas que possam marcar ou indentar o material. Mandíbulas macias personalizadas ou dispositivos de fixação que suportam totalmente a peça são ideais.
Suporte recursos de parede fina ou delicados. Certifique-se de que o material diretamente atrás da área que está sendo cortada esteja totalmente suportado para evitar que ele flexione ou vibre.
Entendendo os Erros Comuns
Mesmo com a estratégia correta, certos desafios são inerentes ao trabalho com PTFE. Reconhecê-los é fundamental para a solução de problemas e prevenção.
O Desafio das Tolerâncias Apertadas
Manter tolerâncias apertadas é difícil devido aos efeitos combinados da expansão térmica e do creep de tensão (stress creep) — a tendência do material de se deformar lentamente ao longo do tempo quando sob pressão.
Sempre verifique novamente as dimensões depois que a peça esfriar até a temperatura ambiente e esteja ciente de que o movimento pós-usinagem pode ocorrer.
Evitando Esmagamento Superficial e Rebarbas
O esmagamento é um sinal de que o material está derretendo ou sendo empurrado pela ferramenta em vez de ser cortado. É quase sempre causado por uma ferramenta cega, calor excessivo ou taxas de avanço incorretas.
Da mesma forma, o Teflon não produz um "cavaco" convencional, mas sim uma rebarba contínua e pegajosa. Ferramentas afiadas e geometria adequada são essenciais para cortar esse material de forma limpa e evitar grandes rebarbas.
Mitigando a Deformação da Peça
A deformação pode ocorrer durante e após a usinagem. Geralmente é causada pela liberação de tensões internas no material ou por calor excessivo e força de fixação.
Usar métodos de fixação de baixo estresse e resfriamento agressivo é a melhor maneira de evitar que a peça mude de forma inesperadamente.
Fazendo a Escolha Certa para o Seu Objetivo
Sua estratégia de usinagem deve se adaptar aos requisitos específicos da peça finalizada.
- Se o seu foco principal for alcançar as tolerâncias mais apertadas: Priorize o controle agressivo da temperatura, incluindo pré-resfriamento ou congelamento do material antes de fazer as passagens finais.
- Se o seu foco principal for o melhor acabamento superficial possível: Concentre-se em usar ferramentas de metal duro excepcionalmente afiadas e polidas e considere o jateamento de esferas pós-usinagem para um acabamento fosco uniforme.
- Se o seu foco principal for evitar a deformação em peças de parede fina: Projete dispositivos de fixação que forneçam suporte completo à peça de trabalho e use um fluxo constante de refrigerante para evitar a deformação induzida pelo calor.
Em última análise, dominar a usinagem de Teflon vem de respeitar as propriedades únicas do material e adaptar seu processo para acomodá-las.
Tabela de Resumo:
| Consideração Chave | Recomendação | Por Que É Importante |
|---|---|---|
| Ferramental | Use ferramentas de metal duro afiadas e polidas com geometria de alto ângulo de cunha. | Garante o corte limpo em vez de esmagar o material macio. |
| Controle de Temperatura | Aplique refrigerante em fluxo ou pré-congele o material. | Neutraliza a alta expansão térmica e a baixa condutividade para manter as tolerâncias. |
| Suporte à Peça de Trabalho | Use fixação de baixa pressão e ampla área e dispositivos de fixação personalizados. | Previne a deformação do PTFE macio sob forças de corte ou fixação. |
Com dificuldades com desafios de usinagem de Teflon como esmagamento, deformação ou manutenção de tolerâncias apertadas? Você não precisa. Na KINTEK, somos especializados na fabricação de precisão de componentes de PTFE — desde vedações e revestimentos personalizados até utensílios de laboratório complexos — para os setores de semicondutores, médico e industrial. Nossa experiência em ferramental avançado e gerenciamento de temperatura garante que suas peças de PTFE sejam usinadas com especificações exatas, todas as vezes.
Deixe-nos lidar com as complexidades. Entre em contato com nossos especialistas hoje para discutir seu projeto, desde o protótipo até a produção de alto volume.
Guia Visual
Produtos relacionados
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Fabricante de peças de teflon PTFE moldadas personalizadas para laboratório ITO FTO Cesto de flores para limpeza de vidro condutor
- Aparelhos de Laboratório em PTFE Personalizados, Células de Reação de Baixo Background Resistentes à Corrosão, Fabricação CNC de Precisão
- Fabricante de peças de PTFE personalizadas para peças de Teflon e pinças de PTFE
- Cortador de Membrana de Filtro PTFE de Alta Pureza com Lâmina de Cerâmica para Análise de PM2.5 e Divisor de Papel de Filtro de Laboratório Personalizável
As pessoas também perguntam
- Por que o PTFE usinado é popular na área médica? Biocompatibilidade e Precisão Incomparáveis
- Peças usinadas de PTFE podem ser personalizadas? Obtenha Soluções de Precisão para Aplicações Exigentes
- Quais são as vantagens da usinagem de PTFE em relação a outros materiais? Desbloqueie Desempenho Superior em Ambientes Hostis
- Quais são as opções de personalização disponíveis para materiais de PTFE? Adapte o desempenho à sua aplicação
- O que torna o PTFE usinado adequado para aplicações industriais? Desempenho Inigualável em Condições Extremas



















