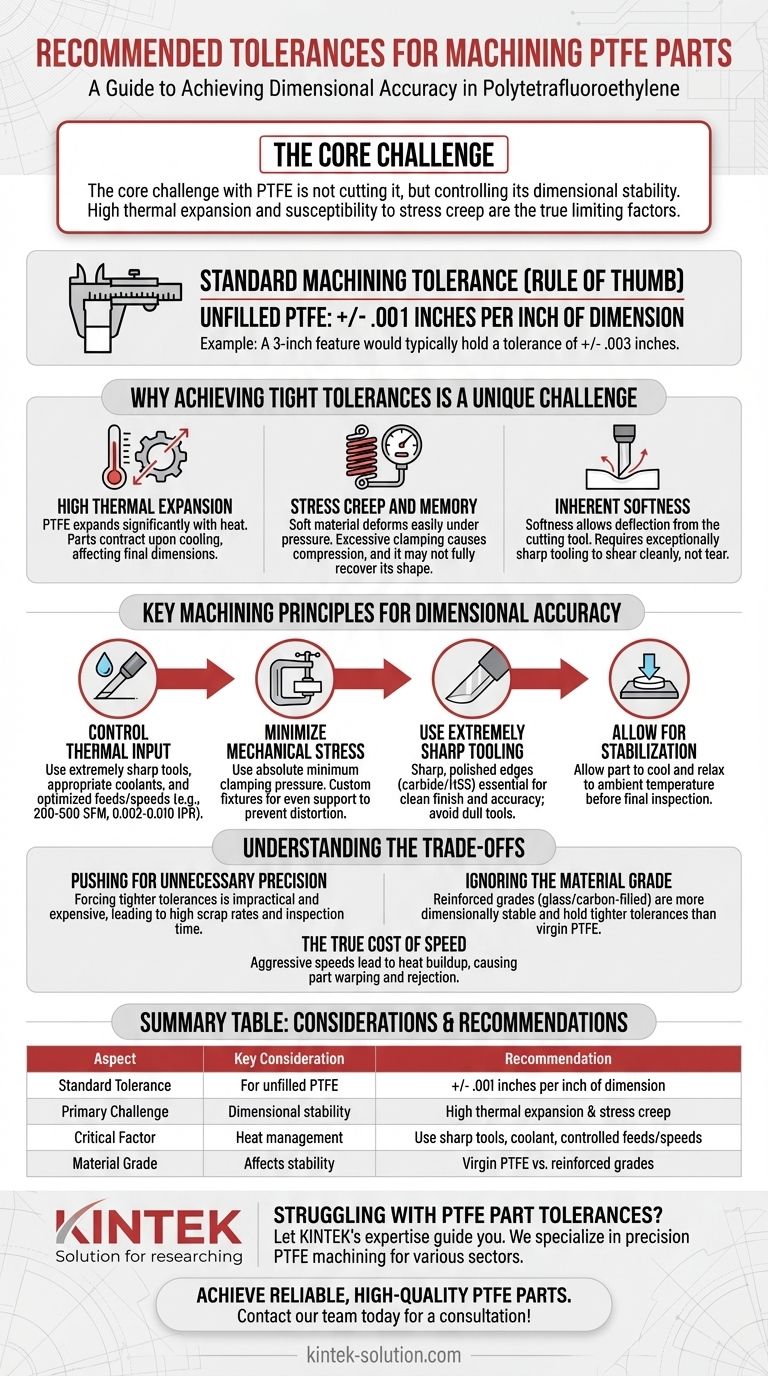
Como regra prática confiável, a tolerância padrão de usinagem para PTFE não preenchido (Politetrafluoretileno) é de +/- 0,001 polegadas por polegada de dimensão. Por exemplo, uma característica de 3 polegadas normalmente manteria uma tolerância de +/- 0,003 polegadas. Embora tolerâncias mais apertadas sejam possíveis, alcançá-las requer um profundo entendimento do comportamento único do material e técnicas de usinagem especializadas.
O desafio central com o PTFE não é cortá-lo, mas sim controlar sua estabilidade dimensional. Embora sua maciez facilite a usinagem, sua alta expansão térmica e suscetibilidade à fluência de tensão (stress creep) são os verdadeiros fatores limitantes para alcançar tolerâncias apertadas.

Por Que Alcançar Tolerâncias Apertadas em PTFE é um Desafio Único
A usinagem bem-sucedida do PTFE envolve trabalhar com suas propriedades, e não contra elas. Várias características inerentes o tornam fundamentalmente diferente de metais ou plásticos mais rígidos.
Alta Expansão Térmica
O PTFE possui um coeficiente de expansão térmica muito alto. O calor gerado durante o processo de corte, mesmo que mínimo, fará com que o material se expanda significativamente. Quando a peça esfria até a temperatura ambiente, ela se contrai, o que significa que a dimensão final pode não ser aquela medida na máquina.
Fluência de Tensão e Memória
Este material é macio e se deforma facilmente sob pressão. Uma força de fixação excessiva durante a usinagem comprimirá a peça. Quando liberada, ela pode não retornar totalmente à sua forma original, um fenômeno conhecido como fluência de tensão (stress creep). Isso torna a fixação de trabalho (workholding) uma variável crítica.
Maciez Inerente
Embora a maciez facilite o corte do PTFE, também significa que o material pode desviar da ferramenta de corte se não for devidamente suportado. Também requer ferramentas excepcionalmente afiadas para cisalhar de forma limpa, em vez de empurrar ou rasgar o material.
Princípios Chave de Usinagem para Precisão Dimensional
O controle das propriedades únicas do PTFE depende de uma abordagem disciplinada ao processo de usinagem. O sucesso reside menos na remoção agressiva de material e mais na sutileza.
Controle da Entrada Térmica
Gerenciar o calor é o fator mais importante. Isso é alcançado usando ferramentas extremamente afiadas (as pontas de metal duro são preferidas), refrigerantes apropriados e velocidades e avanços otimizados. As velocidades de corte recomendadas geralmente estão na faixa de 200-500 pés de superfície por minuto com uma taxa de avanço de 0,002" a 0,010" por revolução.
Minimizar o Estresse Mecânico
Use a pressão de fixação mínima absoluta necessária para segurar a peça com segurança. Fixações personalizadas que suportam a peça de trabalho uniformemente são frequentemente necessárias para evitar distorção. Evite apertar demais as morsas ou mandris.
Use Ferramentas Extremamente Afiadas
Ferramentas cegas geram atrito e calor excessivos e tendem a empurrar o material em vez de cortá-lo de forma limpa. Bordas de corte afiadas e polidas, preferencialmente em ferramentas de metal duro ou aço rápido (HSS), são essenciais para um acabamento superficial limpo e precisão dimensional.
Permitir a Estabilização
Após a usinagem, a peça deve ser deixada esfriar e relaxar até uma temperatura ambiente estável antes de realizar a inspeção e medição finais. Medir uma peça enquanto ela ainda está quente do corte produzirá resultados imprecisos.
Entendendo as Compensações (Trade-offs)
Projetar para PTFE sem considerar suas limitações leva a custos desnecessários e altas taxas de sucata.
Buscar Precisão Desnecessária
Forçar tolerâncias mais apertadas do que o padrão de +/- 0,001" por polegada em PTFE virgem é frequentemente impraticável e caro. Isso aumenta drasticamente o tempo de inspeção e a probabilidade de rejeição da peça.
Ignorar a Classe do Material
A regra de tolerância padrão aplica-se principalmente ao PTFE virgem, não preenchido. Graus reforçados, como PTFE preenchido com vidro ou carbono, são muito mais estáveis dimensionalmente e podem manter tolerâncias significativamente mais apertadas devido à sua menor expansão térmica e fluência.
O Custo Real da Velocidade
Tentar usinar PTFE com as mesmas velocidades e avanços agressivos usados para outros materiais é um erro comum. O tempo economizado no corte é rapidamente perdido com peças rejeitadas que empenaram ou saíram de tolerância devido ao acúmulo de calor.
Fazendo a Escolha Certa para o Seu Projeto
Os requisitos específicos da sua aplicação devem ditar sua abordagem à tolerância do PTFE.
- Se o seu foco principal são componentes padrão: Projete sua peça com a regra de +/- 0,001" por polegada em mente desde o início para garantir a manufaturabilidade com custo-benefício.
- Se sua aplicação requer tolerâncias mais apertadas: Especifique um grau de PTFE estável e reforçado e consulte um torneiro mecânico experiente sobre a viabilidade e as implicações de custo.
- Se você está usinando a peça: Priorize o controle de calor e pressão acima de tudo, usando ferramentas afiadas, refrigerante e força de fixação mínima e distribuída uniformemente.
Em última análise, a usinagem bem-sucedida do PTFE vem de respeitar as propriedades inerentes do material em vez de lutar contra elas.
Tabela de Resumo:
| Aspecto | Consideração Chave | Recomendação |
|---|---|---|
| Tolerância Padrão | Para PTFE não preenchido | +/- 0,001 polegadas por polegada de dimensão |
| Desafio Principal | Estabilidade dimensional | Alta expansão térmica e fluência de tensão |
| Fator Crítico | Gerenciamento de calor | Usar ferramentas afiadas, refrigerante e velocidades/avanços controlados |
| Classe do Material | Afeta a estabilidade | PTFE virgem vs. graus reforçados (preenchido com vidro/carbono) |
Com dificuldades com as tolerâncias de peças de PTFE? Deixe a experiência da KINTEK guiá-lo.
Somos especializados na usinagem de componentes de PTFE de precisão (vedações, revestimentos, artigos de laboratório) para os setores de semicondutores, médico, laboratorial e industrial. Nosso profundo entendimento do comportamento exclusivo do PTFE nos permite fornecer a estabilidade dimensional que sua aplicação exige, desde protótipos até produção de alto volume.
Nós ajudamos você a:
- Aplicar as tolerâncias corretas para uma manufaturabilidade com custo-benefício.
- Selecionar a classe de PTFE ideal (virgem ou reforçada) para suas necessidades.
- Utilizar técnicas especializadas para controlar a expansão térmica e a fluência de tensão.
Alcance peças de PTFE confiáveis e de alta qualidade. Entre em contato com nossa equipe hoje para uma consulta!
Guia Visual
Produtos relacionados
- Fabricante de peças de teflon PTFE moldadas personalizadas para laboratório ITO FTO Cesto de flores para limpeza de vidro condutor
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Fabricante de peças de PTFE personalizadas para peças de Teflon e pinças de PTFE
- Fabricante de peças personalizadas de PTFE para recipientes e componentes de teflon
- Impulsor de Agitação de PTFE Resistente à Corrosão e Disco de Dispersão de Politetrafluoretileno Personalizável
As pessoas também perguntam
- Qual é a faixa de temperatura operacional para cestos de PTFE? Limites térmicos e desempenho de -200°C a +260°C.
- Como os cestos de flor em PTFE se comparam aos suportes de quartzo ou aço inoxidável? Maximize o ROI com Soluções de Baixo Custo Total de Propriedade
- Qual é o princípio de funcionamento de um cesto de flores de PTFE? Otimize o fluxo de fluidos e a pureza para imersão química
- Como os cestos florais de PTFE contribuem para a pureza na fabricação de semicondutores? Alcance Pureza Sub-10 ppt e Lixiviação Zero
- Como uma cesta de flores de PTFE contribui para a lavagem e secagem eficientes de substratos? Eficiência de Processo do Laboratório Boost



















