Para usinar Teflon (PTFE), as considerações mais críticas são o uso de ferramentas extremamente afiadas, tipicamente feitas de aço rápido ou metal duro (carboneto), com ângulo de cunha positivo. Essa geometria específica garante que a ferramenta corte o material de forma limpa em vez de empurrá-lo, o que minimiza a geração de calor, o atrito e a deformação da peça — os principais desafios associados a este polímero exclusivo.
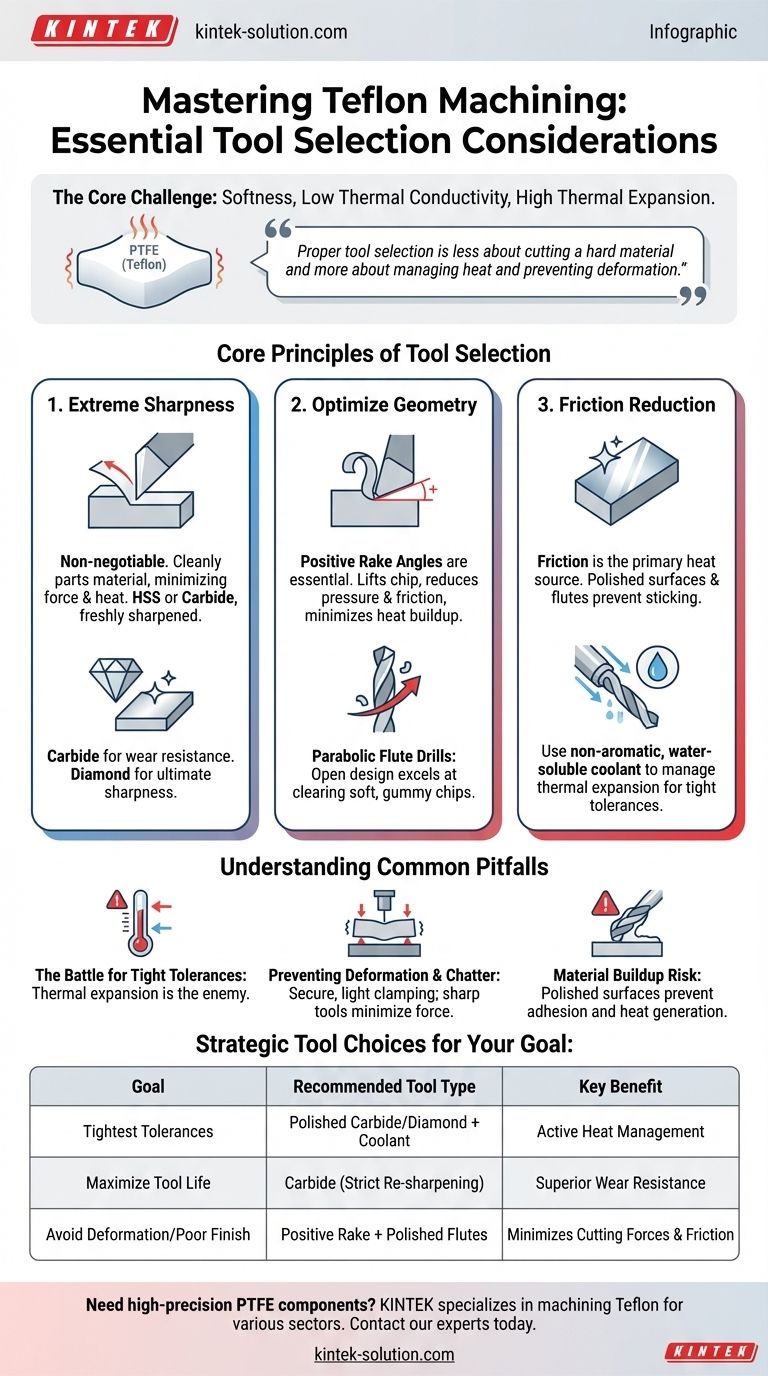
O desafio central na usinagem de Teflon não é a sua dureza, mas sim a sua maciez, baixa condutividade térmica e alta expansão térmica. Portanto, a seleção correta da ferramenta é menos sobre cortar um material duro e mais sobre gerenciar o calor e evitar que o material macio se deforme ou rasgue.

Por que o Teflon Exige uma Abordagem Especializada
Compreender as propriedades inerentes do Teflon é a chave para selecionar as ferramentas certas. Ao contrário dos metais, o Teflon apresenta um conjunto único de comportamentos que influenciam diretamente o processo de usinagem e a qualidade final da peça.
O Impacto da Maciez e Baixa Resistência
A maciez do Teflon facilita o corte, mas também facilita a deformação. Uma ferramenta cega ou com a geometria errada empurrará e rasgará o material em vez de criar uma cavaco limpa, resultando em um acabamento superficial ruim e imprecisão dimensional.
Sua baixa resistência em comparação com outros polímeros significa que ele oferece pouca resistência, exigindo ferramentas excepcionalmente afiadas e muitas vezes estreitas para alcançar uma ação de corte precisa.
O Desafio da Expansão Térmica
O Teflon possui um coeficiente de expansão térmica muito alto. Mesmo uma pequena quantidade de calor gerada pelo atrito durante o corte pode fazer com que o material se expanda significativamente, tornando quase impossível manter tolerâncias apertadas.
O objetivo de qualquer escolha de ferramenta deve ser gerar a quantidade absoluta mínima de calor.
O Problema da Deformação Lenta (Stress Creep)
Este material também é propenso à "deformação lenta sob tensão" (stress creep), o que significa que ele se deformará lentamente com o tempo quando sob pressão. O aperto inadequado ou a pressão de uma ferramenta de corte cega podem introduzir tensões que levam a alterações dimensionais muito depois de a usinagem estar concluída.
Princípios Fundamentais da Seleção de Ferramentas para Teflon
Ferramentas eficazes neutralizam os desafios do material acima. A escolha correta é baseada em alguns princípios fundamentais focados na nitidez, geometria e redução do atrito.
Priorize a Nitidez Extrema
Uma aresta de corte afiada é inegociável. Ela separa o material de forma limpa no nível molecular, minimizando a força necessária e, assim, reduzindo tanto o calor quanto a tensão induzida.
Tanto ferramentas de aço rápido (HSS) quanto de metal duro (carboneto) podem ser usadas, mas devem ser mantidas em condição recém-afiada. Para produção de alto volume, o metal duro oferece resistência superior ao desgaste.
Otimize a Geometria da Ferramenta
A geometria da ferramenta de corte tem um impacto profundo no desempenho. Ângulos de cunha positivos são essenciais porque ajudam a levantar a cavaco e afastá-la da peça de trabalho.
Esta ação reduz a pressão de corte e o atrito, o que, por sua vez, minimiza o acúmulo de calor e o risco de deformação da peça.
Foque na Redução do Atrito
O atrito é a principal fonte de calor na usinagem de Teflon. Usar ferramentas com superfícies ou canais (flutes) altamente polidos reduz significativamente o coeficiente de atrito, impedindo que o material grude na ferramenta e reduzindo ainda mais o calor.
Opções especializadas como cortadores de diamante oferecem o máximo em nitidez e baixo atrito, proporcionando desempenho superior onde o orçamento permitir.
Use Ferramentas Especializadas para Operações Específicas
Ferramentas padrão são frequentemente insuficientes. Para furação, são recomendadas brocas com canal parabólico porque seu design aberto é excelente para remover as cavacos macias e "gomosas", impedindo que se acumulem no furo e gerem calor excessivo.
Entendendo as Armadilhas Comuns
Mesmo com o material de ferramenta correto, negligenciar fatores operacionais chave pode levar ao fracasso. A ferramenta é apenas uma parte de um sistema completo.
A Batalha pelas Tolerâncias Apertadas
Alcançar tolerâncias apertadas é a batalha principal. Uma ferramenta ligeiramente cega gera calor, a peça se expande, você a usina no tamanho, e então ela esfria e encolhe, saindo da tolerância. O uso de um refrigerante não aromático e solúvel em água é frequentemente recomendado para gerenciar essa expansão térmica e melhorar a vida útil da ferramenta.
Prevenção de Deformação e Vibração (Chatter)
A maciez do Teflon o torna suscetível à vibração (chatter) e à deformação. A peça de trabalho deve ser fixada firmemente, mas sem força excessiva que possa esmagá-la. Uma ferramenta afiada com a geometria correta minimiza as forças de corte, que é a melhor defesa contra vibração e deformação.
O Risco de Acúmulo de Material
A maciez do Teflon pode fazer com que ele adira à ferramenta de corte, especialmente se a superfície da ferramenta não for lisa. Esse acúmulo aumenta o atrito, gera mais calor e degrada o acabamento superficial. Ferramentas polidas são essenciais para evitar isso.
Fazendo a Escolha Certa para o Seu Objetivo
Seu objetivo específico deve guiar sua seleção final de ferramentas e parâmetros de processo.
- Se seu foco principal é alcançar as tolerâncias mais apertadas possíveis: Opte por ferramentas de metal duro ou diamante extremamente afiadas e polidas, combinadas com um refrigerante solúvel em água para gerenciar ativamente a expansão térmica.
- Se seu foco principal é maximizar a vida útil da ferramenta em um ambiente de produção: Use ferramentas de metal duro por sua resistência superior ao desgaste, mas implemente um regime rigoroso de reafiação para manter uma aresta afiada.
- Se seu foco principal é evitar a deformação da peça e o acabamento superficial ruim: Priorize ferramentas com ângulos de cunha positivos altos e canais polidos, e certifique-se de que sua peça de trabalho esteja firmemente fixada para evitar qualquer vibração.
Em última análise, tratar o Teflon com as ferramentas certas transforma um material desafiador em um que pode ser usinado com precisão e previsibilidade.
Tabela de Resumo:
| Consideração | Fator Chave | Tipo de Ferramenta Recomendado |
|---|---|---|
| Nitidez | Minimiza calor e tensão | Aço Rápido (HSS), Metal Duro, Diamante |
| Geometria | Corta o material de forma limpa | Ângulo de Cunha Positivo |
| Atrito | Reduz o acúmulo de calor | Canais Polidos, Brocas de Canal Parabólico |
Precisa de componentes de PTFE de alta precisão? A KINTEK é especializada na usinagem de Teflon para os setores de semicondutores, médico, laboratorial e industrial. Nossa experiência na seleção de ferramentas e fabricação personalizada — de protótipos a pedidos de alto volume — garante que suas peças atendam às tolerâncias mais rigorosas sem deformação. Entre em contato com nossos especialistas hoje para discutir os requisitos do seu projeto.
Guia Visual
Produtos relacionados
- Raspadores e pás de PTFE personalizáveis para aplicações exigentes
- Colheres PTFE Personalizadas de Grau Alimentar — Espátulas Químicas Cilíndricas, Ferramentas de Manuseio de Materiais Não Poluentes para Indústria Biofarmacêutica
- Raspador e Colher de Amostragem Personalizado em PTFE, Uso Duplo, Resistente à Corrosão, Baixo Ruído de Fundo, Ferramenta de Fluoropolímero Branco
- Espátula e Colher de Amostragem de PTFE Resistente à Corrosão, Alta Pureza, Baixo Fundo, Grau Alimentar, Farmacêutico, Ferramenta de Laboratório de Pesquisa
- Copo de Amostra de PTFE Resistente à Corrosão Concha de Amostra de PTFE Fabricada por Encomenda Ferramentas de Amostragem de Fluoropolímero de Laboratório
As pessoas também perguntam
- Qual a faixa de temperatura que as pás de PTFE podem suportar? Um Guia para Estabilidade Térmica Extrema
- Como a superfície antiaderente das pás de PTFE beneficia o trabalho laboratorial? Aumente a Precisão e a Eficiência
- Quais são as propriedades chave que tornam as espátulas de PTFE ideais para uso laboratorial? Garanta a Integridade da Amostra com Ferramentas Quimicamente Inertes
- Quais são as vantagens das pás de PTFE em termos de resistência química? Inércia Incomparável para o Manuseio de Corrosivos
- Como o design ergonômico das pás de PTFE beneficia os usuários? Reduza o Esforço e Aumente a Eficiência do Laboratório



















