Para usinar com sucesso o Politetrafluoretileno (PTFE), você deve priorizar ferramentas de corte afiadas para cortes limpos, resfriamento eficaz para gerenciar a expansão térmica, velocidades e avanços controlados para evitar que o material rasgue e pressão de fixação mínima para evitar a deformação da peça. Essas técnicas não são meras sugestões; elas são essenciais para neutralizar a maciez e a sensibilidade térmica únicas do material.
O principal desafio da usinagem de PTFE não é sua dureza, mas sua instabilidade inerente. O sucesso depende inteiramente do gerenciamento da tendência do material de se deformar sob pressão e expandir com o calor, o que exige foco na finesse em vez da força.

O Desafio Central: Compreendendo o Comportamento do PTFE
A usinagem de PTFE é enganosamente simples à primeira vista. É macio e corta facilmente. No entanto, alcançar a precisão dimensional requer uma compreensão profunda de suas três características principais.
Sua Maciez Enganosa
A baixa densidade e a maciez do PTFE significam que ele oferece pouca resistência a uma ferramenta de corte. Embora isso facilite a remoção, também torna o material propenso a rasgar, agarrar e vibrar se a ferramenta não estiver perfeitamente afiada.
Essa maciez também resulta na formação de rebarbas significativas nas bordas da peça, que devem ser removidas cuidadosamente em uma etapa final de rebarbação para garantir a função e a montagem adequadas.
Expansão Térmica Extrema
O PTFE tem um coeficiente de expansão térmica muito alto. Mesmo uma pequena quantidade de calor gerada pelo atrito durante o corte fará com que o material se expanda significativamente, arruinando as tolerâncias dimensionais.
Assim que a peça esfria, ela se contrai, e as dimensões que pareciam corretas durante o corte não estarão mais dentro das especificações. Isso torna o gerenciamento de calor a principal batalha na usinagem de precisão de PTFE.
Tendência à Deformação Lenta por Tensão (Stress Creep)
Sob pressão, o PTFE se deforma com o tempo. Essa propriedade, conhecida como deformação lenta por tensão (stress creep), é um grande desafio para a fixação da peça de trabalho.
Se uma peça for fixada com muita força em uma morsa ou dispositivo de fixação, ela se comprimirá lentamente. A peça pode ser usinada perfeitamente, mas assim que a pressão de fixação for liberada, ela voltará a uma forma distorcida e inutilizável.
Parâmetros e Técnicas Essenciais de Usinagem
Toda decisão de usinagem deve ser tomada com o objetivo de mitigar as tendências naturais do material.
Seleção da Ferramenta: O Fio é Inegociável
O fator mais importante é a aresta da ferramenta de corte. Use ferramentas extremamente afiadas com um ângulo de cunha alto e uma superfície polida e lisa.
Embora as ferramentas de Aço Rápido (HSS) ou metal duro sejam boas, a nitidez e a geometria da aresta de corte são muito mais críticas do que o material da ferramenta em si. Uma ferramenta cega irá arar o material, gerando calor excessivo e um acabamento ruim.
Velocidades e Avanços: Um Equilíbrio Delicado
O objetivo é produzir uma cavaco limpo sem gerar calor excessivo. Esfregar, em vez de cortar, é a principal fonte de calor e deve ser evitado.
Comece com velocidades de corte moderadas, geralmente entre 200 a 500 pés de superfície por minuto (SFM).
Use taxas de avanço altas o suficiente para manter um cavaco contínuo, geralmente 0,002 a 0,010 polegadas por revolução (IPR). Uma taxa de avanço muito lenta fará com que a ferramenta esfregue, gerando calor e um acabamento superficial ruim.
O Papel do Fluido de Corte
O uso liberal e consistente de fluido de corte é obrigatório para gerenciar a expansão térmica. O objetivo é inundar a peça e a ferramenta para remover o calor tão rapidamente quanto ele é gerado.
O ar pressurizado pode funcionar para cortes de desbaste, mas um fluido de corte solúvel em água é superior para operações de acabamento e para manter tolerâncias apertadas.
Fixação da Peça: Pressão Leve e Consistente
Evite a deformação usando a pressão de fixação absolutamente mínima necessária para segurar a peça com segurança.
Use dispositivos de fixação com áreas de superfície amplas ou garras macias personalizadas para distribuir a força de fixação uniformemente. Nunca aplique pressão concentrada em um único ponto, pois isso garantirá distorção devido à deformação lenta por tensão.
Compreendendo as Armadilhas e as Compensações
Ignorar as propriedades exclusivas do PTFE levará consistentemente a peças com defeito. A conscientização sobre os modos de falha comuns é fundamental para a prevenção.
O Desafio das Tolerâncias Apertadas
Devido à sua alta expansão térmica e tendência à deformação lenta, manter tolerâncias apertadas no PTFE é notoriamente difícil. Os projetos das peças devem levar isso em consideração.
Se um projeto exigir tolerâncias extremamente apertadas, é crucial realizar os cortes de acabamento em um ambiente com temperatura controlada e permitir que o material se estabilize antes das medições finais.
A Etapa Final e Crítica: Rebarbação
A natureza macia e fibrosa do PTFE significa que quase todos os recursos usinados terão uma rebarba significativa.
Isso não é um sinal de usinagem ruim, mas uma propriedade inerente do material. Um processo de rebarbação manual ou automatizado, minucioso e cuidadoso, é uma etapa final necessária para quase todas as peças funcionais de PTFE.
Peças Desbalanceadas ou de Parede Fina
A combinação de maciez e geração de calor torna a usinagem de peças de parede fina ou desbalanceadas especialmente desafiadora. As forças de corte e o calor podem facilmente fazer com que esses recursos se desviem ou se deformem, levando a imprecisões.
Fazendo a Escolha Certa para o Seu Objetivo
Sua abordagem deve se adaptar com base no resultado mais crítico para sua peça específica.
- Se o seu foco principal for alcançar a maior precisão dimensional possível: Priorize o resfriamento agressivo e a pressão de fixação mínima e distribuída uniformemente acima de tudo.
- Se o seu foco principal for obter um acabamento superficial superior: Concentre-se em usar ferramentas excepcionalmente afiadas e polidas e uma taxa de avanço otimizada para produzir um cavaco limpo sem esfregar.
- Se o seu foco principal for evitar a deformação da peça: Projete dispositivos de fixação que suportem toda a peça de trabalho e aplique a força de fixação mínima absoluta necessária.
Em última análise, usinar PTFE com sucesso significa respeitar as propriedades do material em vez de lutar contra elas.
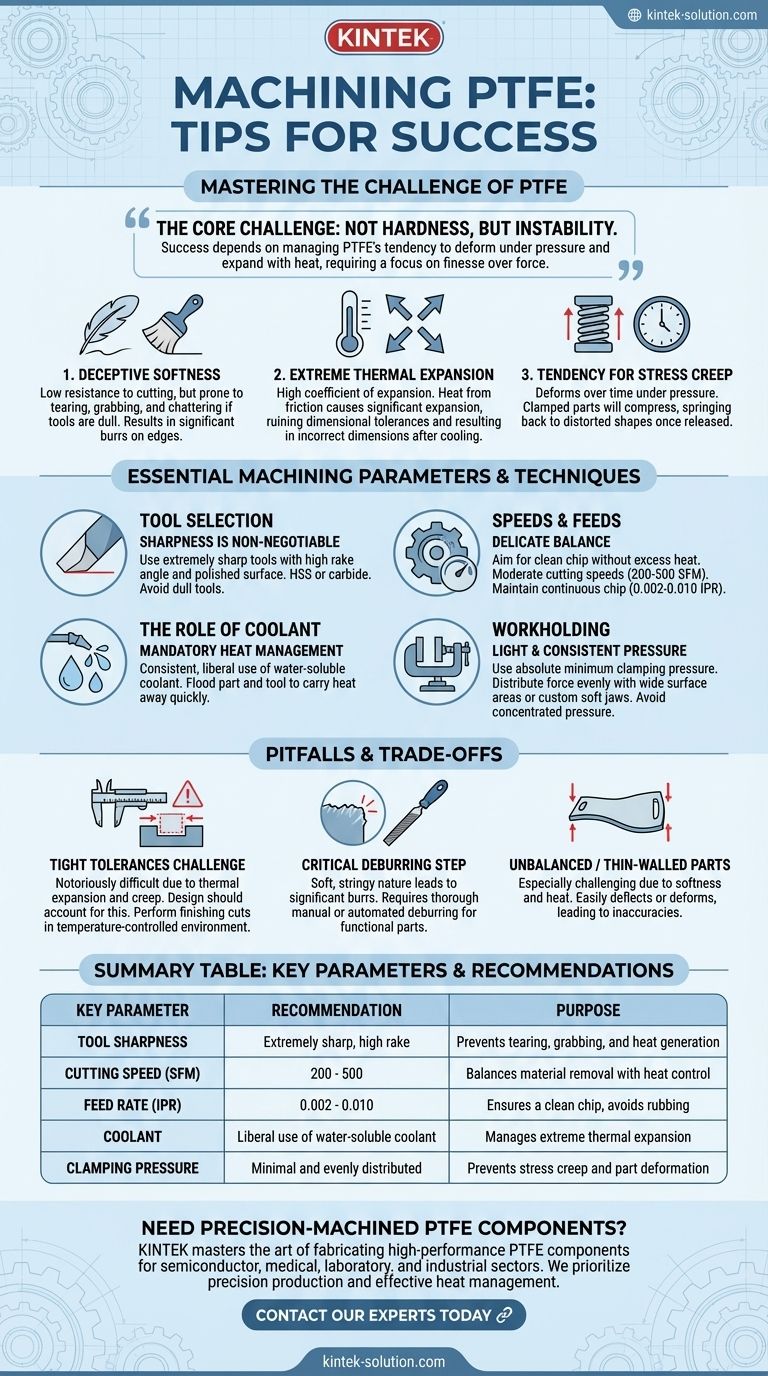
Tabela de Resumo:
| Parâmetro Chave | Recomendação | Propósito |
|---|---|---|
| Nitidez da Ferramenta | Extremamente afiada, ângulo de cunha alto | Previne rasgos, agarramentos e geração de calor |
| Velocidade de Corte (SFM) | 200 - 500 | Equilibra a remoção de material com o controle de calor |
| Taxa de Avanço (IPR) | 0.002 - 0.010 | Garante um cavaco limpo, evita o atrito |
| Fluido de Corte | Uso liberal de fluido de corte solúvel em água | Gerencia a expansão térmica extrema |
| Pressão de Fixação | Mínima e distribuída uniformemente | Previne a deformação lenta por tensão e a deformação da peça |
Precisa de Componentes de PTFE Usinados com Precisão?
A usinagem de PTFE com especificações exatas requer experiência especializada e um profundo respeito pelas propriedades do material. Na KINTEK, dominamos a arte de fabricar componentes de PTFE de alto desempenho — de vedações e revestimentos a equipamentos de laboratório complexos — para os setores de semicondutores, médico, laboratorial e industrial.
Priorizamos a produção de precisão e o gerenciamento eficaz do calor para garantir que suas peças atendam a requisitos dimensionais e funcionais rigorosos, quer você precise de protótipos ou pedidos de alto volume.
Deixe-nos lidar com os desafios da usinagem de PTFE para você. Entre em contato com nossos especialistas hoje para discutir suas necessidades de fabricação personalizadas.
Guia Visual
Produtos relacionados
- Fabricante de peças de PTFE personalizadas para peças de Teflon e pinças de PTFE
- Fabricante de peças de teflon PTFE moldadas personalizadas para laboratório ITO FTO Cesto de flores para limpeza de vidro condutor
- Raspadores e pás de PTFE personalizáveis para aplicações exigentes
- Esferas Personalizadas de PTFE Teflon para Aplicações Industriais Avançadas
- Disco Dispersor de PTFE Resistente à Corrosão e Hélice de Agitação de Alta Temperatura para Mistura Química Laboratorial
As pessoas também perguntam
- Quais são os tamanhos mínimo e máximo para usinagem de peças de PTFE? Projete para o sucesso sem limites universais
- Quais setores utilizam peças de PTFE personalizadas e para quais finalidades? Resolva Desafios Críticos com Materiais de Alto Desempenho
- Quais capacidades de fabricação estão associadas às peças de PTFE? Desbloqueie a Precisão com Usinagem Especializada
- Quais vantagens as peças de PTFE personalizadas oferecem para a eficiência industrial? Aumente o Tempo de Atividade e Reduza Custos
- Quais são os principais benefícios do PTFE na fabricação personalizada? Desbloqueie o Desempenho em Condições Extremas



















