As considerações finais mais importantes ao usinar Teflon (PTFE) são antecipar a instabilidade do material, implementar protocolos de segurança rigorosos e, muitas vezes, realizar um processo de alívio de tensão pós-usinagem. O sucesso com o Teflon é menos sobre o corte em si e mais sobre controlar as forças térmicas e físicas que fazem com que ele se deforme, rasteje (creep) e libere fumos perigosos.
As características definidoras do Teflon — sua maciez, alta expansão térmica e baixo atrito — são também seus maiores desafios de usinagem. Dominar este material requer uma estratégia focada em minimizar o calor, prender a peça de trabalho sem distorção e priorizar a segurança do operador acima de tudo.

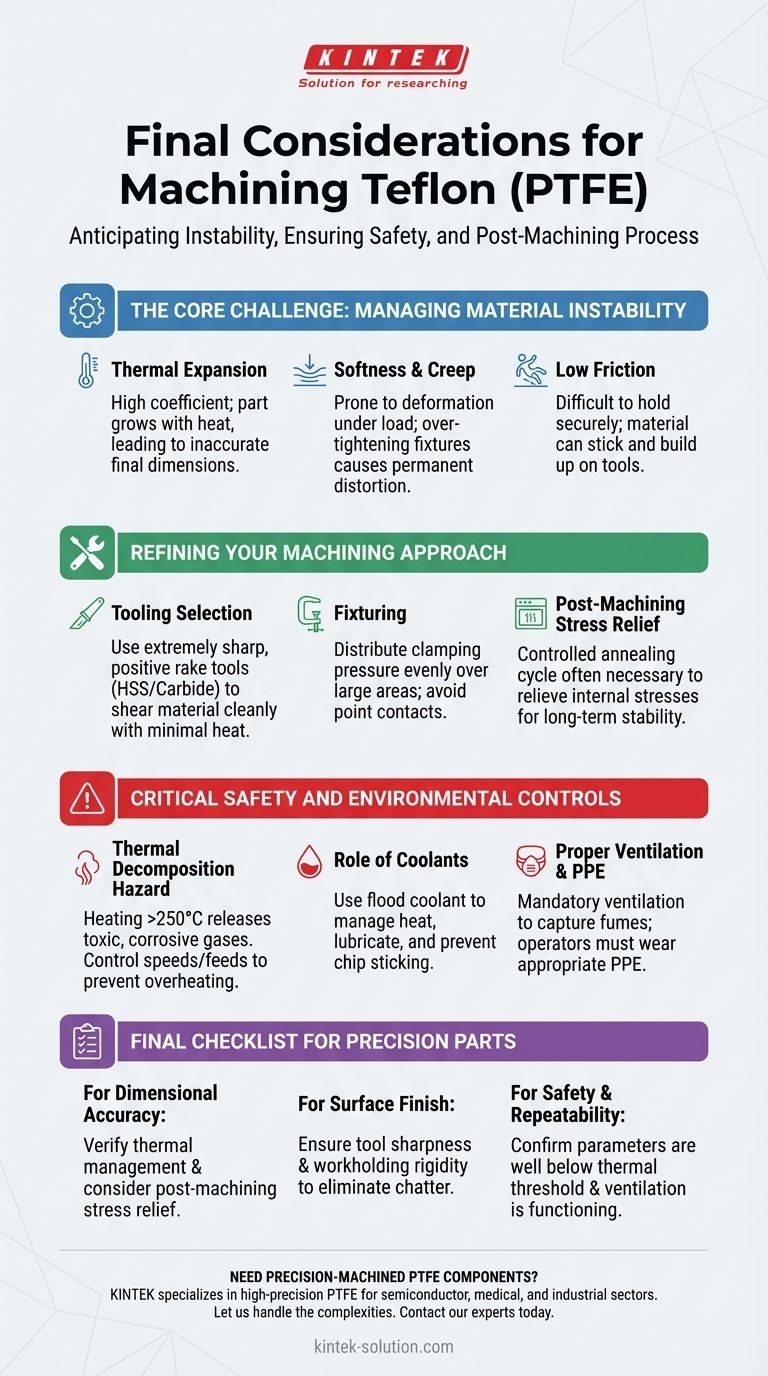
O Desafio Central: Gerenciando a Instabilidade do Material
A usinagem do Teflon é fundamentalmente diferente da usinagem de metais ou mesmo de outros plásticos. As propriedades únicas do material exigem uma mudança de mentalidade da remoção agressiva de material para o modelamento suave e preciso, enquanto se gerencia sua instabilidade inerente.
O Problema da Expansão Térmica
O Teflon possui um coeficiente de expansão térmica extremamente alto. Isso significa que ele se expande e contrai significativamente mesmo com pequenas mudanças de temperatura.
O calor gerado pelo processo de corte pode fazer com que a peça cresça, levando a dimensões finais imprecisas assim que ela esfria até a temperatura ambiente. Esta é uma causa primária de falha em manter tolerâncias apertadas.
Maciez, Rastejamento (Creep) e Deformação
O Teflon é excepcionalmente macio e propenso ao creep de tensão, o que significa que ele se deformará lentamente com o tempo quando submetido a uma carga constante.
Aperto excessivo de um torno ou grampo não só marcará a superfície, mas também poderá distorcer permanentemente a peça. Essa maciez também a torna suscetível ao canto da ferramenta (tool chatter), o que degrada o acabamento da superfície.
O Paradoxo do Baixo Atrito
A famosa escorregadia do material torna difícil segurá-lo firmemente para usinagem. Esse baixo coeficiente de atrito também pode fazer com que o material grude e se acumule na ferramenta de corte, especialmente se a ferramenta não estiver afiada o suficiente.
Refinando Sua Abordagem de Usinagem
Para neutralizar os desafios inerentes do Teflon, sua estratégia final deve se concentrar em ferramentas especializadas, fixação cuidadosa da peça de trabalho e tratamentos pós-usinagem.
A Seleção da Ferramenta é Inegociável
Sua escolha de ferramenta de corte é crítica. O objetivo é cisalhar o material de forma limpa com atrito e geração de calor mínimos.
Use sempre bordas de corte extremamente afiadas. Tanto ferramentas de aço rápido (HSS) quanto de metal duro podem funcionar, mas a nitidez é mais importante do que o material. As ferramentas devem ter um ângulo de cunha positivo (positive rake angle) para criar uma ação de corte.
Para operações específicas como furação, considere ferramentas especializadas como brocas de canal parabólico que são projetadas para evacuação eficiente de cavacos em materiais macios.
A Importância da Fixação (Fixturing)
Prender a peça de trabalho requer um equilíbrio delicado. Você deve segurá-la com firmeza suficiente para resistir às forças de corte, mas com suavidade suficiente para evitar distorção.
Use dispositivos de fixação com uma grande área de superfície para distribuir a pressão de aperto uniformemente. Evite contatos pontuais que possam cravar e deformar o material.
Alívio de Tensão Pós-Usinagem
Mesmo com técnica perfeita, a usinagem introduz tensões internas em uma peça de Teflon. Para aplicações que exigem tolerâncias apertadas e estabilidade a longo prazo, um ciclo de recozimento ou alívio de tensão pós-usinagem é frequentemente necessário.
Isso envolve aquecer a peça em um forno controlado a uma temperatura específica abaixo de seu ponto de fusão e, em seguida, resfriá-la lentamente, permitindo que a estrutura interna do material relaxe para um estado estável.
Controles Críticos de Segurança e Ambientais
Falhar em gerenciar o ambiente de usinagem para Teflon não é apenas uma questão de qualidade; é um sério risco de segurança.
O Risco de Decomposição Térmica
Aquecer o Teflon acima de 250°C (482°F) pode fazer com que ele se decomponha, liberando gases altamente tóxicos e corrosivos. Esses fumos representam um risco significativo à saúde.
É absolutamente essencial controlar as velocidades e avanços de corte para evitar o superaquecimento. Nunca permita que os cavacos descolorem devido ao calor.
O Papel dos Fluidos de Corte
O uso de um sistema de fluido de corte de inundação é uma maneira eficaz de gerenciar o calor, lubrificar o corte e evitar que os cavacos grudem na ferramenta.
Se usinar a seco, você deve usar parâmetros de corte ainda mais conservadores e ter um sistema para remoção eficiente de cavacos para evitar o acúmulo de calor.
Ventilação Adequada e EPI
Um sistema de ventilação robusto é obrigatório para capturar quaisquer fumos potenciais na fonte. Os operadores devem sempre usar equipamento de proteção individual (EPI) apropriado, incluindo óculos de segurança.
Lista de Verificação Final para Peças de Teflon Usinadas com Precisão
Para garantir que seu processo produza um resultado bem-sucedido, adapte sua revisão final ao seu objetivo principal.
- Se seu foco principal for a precisão dimensional: Sua verificação final deve ser no gerenciamento térmico, garantindo que seu fluido de corte seja eficaz e considerando um ciclo de alívio de tensão pós-usinagem.
- Se seu foco principal for o acabamento da superfície: Sua verificação final deve ser na nitidez de suas ferramentas de corte e na rigidez da fixação da peça de trabalho para eliminar o canto (chatter).
- Se seu foco principal for segurança e repetibilidade: Sua verificação final deve ser verificar se os parâmetros de corte estão bem abaixo do limiar de decomposição térmica e se todos os sistemas de ventilação estão funcionando perfeitamente.
Em última análise, a usinagem bem-sucedida do Teflon vem de respeitar as propriedades do material em vez de lutar contra elas.
Tabela de Resumo:
| Consideração Chave | Por que é Importante |
|---|---|
| Expansão Térmica | Previne imprecisão dimensional à medida que a peça esfria. |
| Ferramentas Afiadas | Garante um corte limpo, minimiza o calor e evita o acúmulo de material. |
| Fixação Suave | Evita a deformação permanente da peça devido à pressão de aperto. |
| Protocolos de Segurança | Mitiga o risco de fumos tóxicos liberados se o material superaquecer (>250°C/482°F). |
| Alívio de Tensão Pós-Usinagem | Alivia as tensões internas para estabilidade dimensional a longo prazo. |
Precisa de Componentes de PTFE Usinados com Precisão?
A usinagem de Teflon para especificações exatas requer experiência e processos especializados. A KINTEK fabrica componentes de PTFE de alta precisão — incluindo vedações, revestimentos e utensílios de laboratório personalizados — para os setores de semicondutores, médico, laboratorial e industrial.
Priorizamos a produção de precisão e gerenciamos as considerações críticas de expansão térmica, alívio de tensão e segurança para você, desde protótipos até pedidos de alto volume.
Deixe-nos lidar com as complexidades. Entre em contato com nossos especialistas hoje para discutir os requisitos do seu projeto.
Guia Visual
Produtos relacionados
- Frascos de Reação Pequenos em PTFE Tanque de Dissolução de Amostras em Teflon Resistente à Corrosão Recipiente de Armazenamento em Fluoropolímero Moldado em Uma Peça
- Reator de Politetrafluoretileno PTFE Personalizável e Frasco de Teflon Reforçado à Corrosão
- Fabricante de peças de PTFE personalizadas para peças de Teflon e pinças de PTFE
- Esferas Personalizadas de PTFE Teflon para Aplicações Industriais Avançadas
- Frasco de Reação Pequeno de PTFE Resistente à Corrosão, Moldado em Uma Única Peça, Tanque de Armazenamento de Amostras de Teflon
As pessoas também perguntam
- Como são tipicamente fabricados os recipientes e aparelhos de laboratório de PTFE? Dentro do Processo de Usinagem de Precisão
- Quais são as vantagens de usar frascos de laboratório de PTFE? Resistência Química Incomparável para Amostras Críticas
- Quais são os limites de temperatura para o frasco de PTFE? Garanta a segurança de -200°C a 260°C
- Quais são as principais vantagens do PTFE como material para frascos de laboratório? Resistência Química e Térmica Superior
- Quais são as principais características dos frascos reagentes de PTFE? Resistência Química Superior e Durabilidade



















