Para furar PTFE com sucesso, você deve lidar com sua combinação única de maciez, baixo ponto de fusão e alta expansão térmica. Isso exige o uso de brocas de aço rápido (HSS) extremamente afiadas em velocidades moderadas para evitar superaquecimento e deformação do material. A pressão de fixação adequada e garantir que a broca esteja perfeitamente perpendicular também são cruciais para evitar imprecisões dimensionais e o "desvio" da broca.
O principal desafio na perfuração de politetrafluoretileno (PTFE) não é cortar o material, mas controlá-lo. Sua maciez e alta expansão térmica significam que ferramentas, velocidades ou pressão de fixação inadequadas deformarão facilmente a peça, resultando em furos imprecisos.

Por que furar PTFE é um desafio único
Para usinar qualquer material de forma eficaz, você deve primeiro entender sua natureza. As características definidoras do PTFE — embora benéficas em sua aplicação final — apresentam desafios distintos durante a fabricação.
Entendendo as Propriedades Fundamentais do Material
O PTFE é notoriamente macio, escorregadio e quimicamente inerte. Ele também possui um coeficiente de expansão térmica extremamente alto, o que significa que se expande e contrai significativamente com as mudanças de temperatura.
Essa combinação significa que o material oferece pouca resistência a uma ferramenta de corte, mas é altamente suscetível à deformação tanto pela pressão mecânica quanto pelo calor.
O Risco de Geração de Calor
O atrito de uma broca gera calor. Devido ao baixo ponto de fusão e à má condutividade térmica do PTFE, esse calor se concentra no ponto de corte em vez de se dissipar pelo material.
Mesmo um pequeno aumento de temperatura fará com que o material se expanda, tornando o furo que você está fazendo menor do que a broca. O calor contínuo fará com que ele derreta e "borre" em vez de cortar de forma limpa.
Deformação Sob Pressão
A maciez do PTFE e a tendência de "fluir" (deformar-se com o tempo sob uma carga constante) dificultam a fixação da peça.
Se você prender um pedaço de PTFE com muita força em uma morsa, você o comprimirá. Depois de fazer um furo e liberar a pressão, o material relaxará e as dimensões do furo não serão mais precisas.
As Ferramentas e Técnicas Certas para Precisão
Obter um furo preciso no PTFE depende inteiramente do uso das ferramentas corretas e de um processo disciplinado que minimize o calor e a pressão.
Seleção e Geometria da Broca
O fator mais importante é a ferramenta. Use brocas de aço rápido (HSS) que estejam extremamente afiadas. Uma borda de corte polida e afiada fatiará o material de forma limpa.
Uma broca cega empurrará e rasgará o material, gerando fricção e calor excessivos, que são a principal causa de falha.
Velocidades e Avanços Moderados
Resista à tentação de usar RPMs altos. Velocidades de corte moderadas são essenciais para minimizar a geração de calor.
O objetivo é criar uma cavaco contínuo, o que indica que o material está sendo cortado adequadamente. Se o material ficar pastoso ou derreter na broca, sua velocidade está muito alta.
Fixação e Suporte da Peça
Prenda a peça com força suficiente apenas para mantê-la estável. A pressão de fixação deve ser distribuída por uma área grande, se possível, para evitar pontos de compressão localizados.
Nunca aperte demais um dispositivo de fixação, pois isso garantirá imprecisão dimensional assim que a peça for liberada.
Alinhamento e Evacuação de Cavacos
A broca deve estar perfeitamente perpendicular à peça. A maciez do PTFE permite que uma broca vagueie ou "desvie" do centro se não estiver devidamente alinhada.
Garanta que os cavacos sejam evacuados do furo enquanto você perfura. O acúmulo de cavacos pode derreter e sujar o furo, arruinando o acabamento da superfície e as dimensões.
Entendendo as Compensações e Armadilhas Comuns
Projetar e usinar com PTFE exige aceitar suas limitações inerentes. Entender essas compensações é fundamental para um resultado bem-sucedido.
O Desafio das Tolerâncias Apertadas
A alta expansão térmica do PTFE e a tendência de fluir o tornam uma má escolha para aplicações que exigem tolerâncias dimensionais extremamente apertadas.
Uma peça medida em uma temperatura terá dimensões diferentes em outra. Isso deve ser levado em consideração durante a fase de projeto.
Mudanças Dimensionais Pós-Perfuração
Mesmo após uma operação de perfuração bem-sucedida, a peça pode mudar. À medida que a peça esfria até a temperatura ambiente, o furo perfurado ficará maior.
Para precisão real, permita que o material se estabilize termicamente antes de fazer uma medição final.
Evitando o Borrão do Material
A falha mais comum é o borrão ou derretimento, que cria um furo impreciso e confuso. Isso é quase sempre causado por uma combinação de dois fatores: uma ferramenta de corte cega e velocidade excessiva da broca.
Fazendo a Escolha Certa para o Seu Objetivo
Ao adaptar sua abordagem ao seu objetivo principal, você pode mitigar os desafios de trabalhar com PTFE.
- Se o seu foco principal for a precisão dimensional: Priorize ferramentas HSS extremamente afiadas, use velocidades moderadas e permita que o material se estabilize à temperatura ambiente antes da medição final.
- Se o seu foco principal for evitar a falha do material: Concentre-se em minimizar a geração de calor por meio da velocidade correta da broca e garantindo que os cavacos sejam removidos de forma eficaz para evitar o derretimento.
- Se você estiver projetando a peça: Reconheça as propriedades do PTFE projetando para tolerâncias mais folgadas sempre que possível para levar em conta sua expansão térmica e fluência inerentes.
Ao respeitar as propriedades únicas do PTFE em vez de lutar contra elas, você pode alcançar resultados limpos e precisos de forma consistente.
Tabela de Resumo:
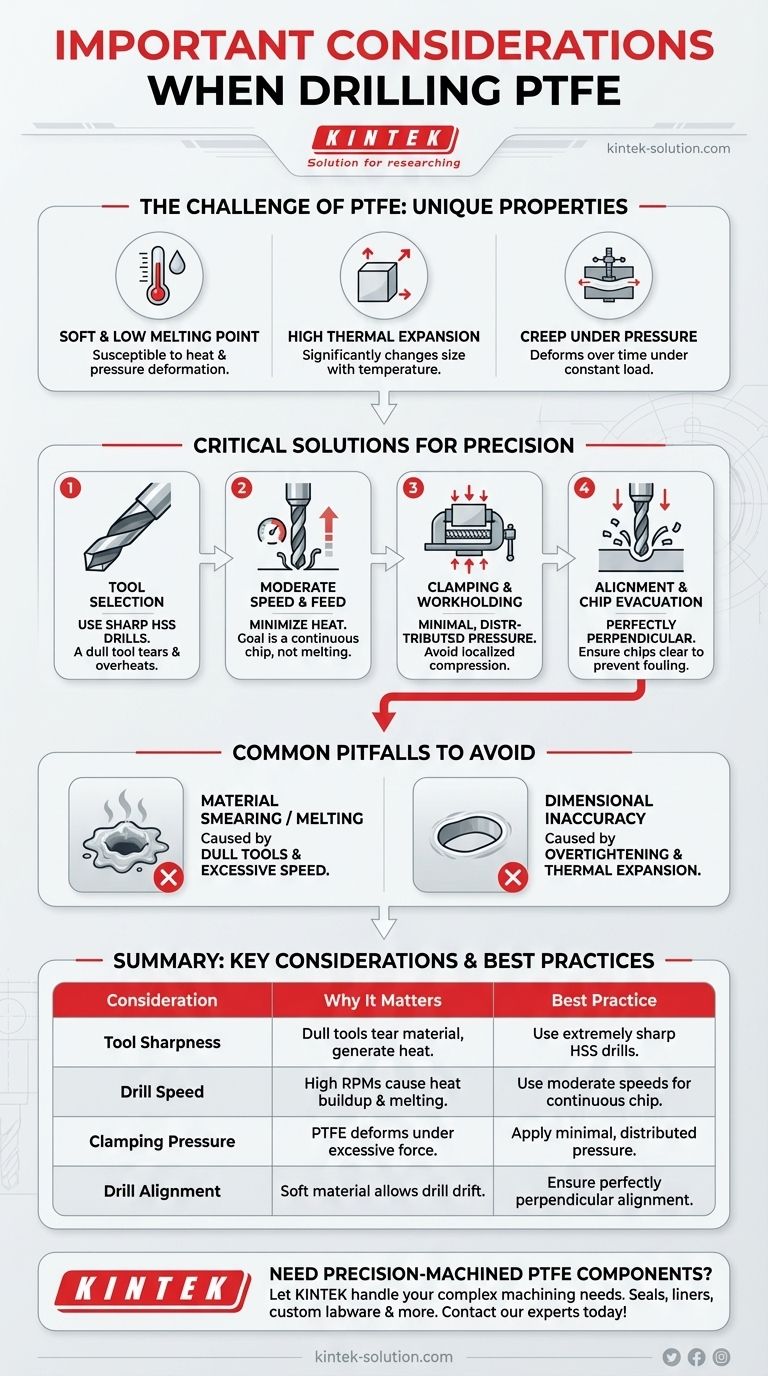
| Consideração Chave | Por que é Importante | Melhor Prática |
|---|---|---|
| Nitidez da Ferramenta | Ferramentas cegas rasgam o material e geram calor excessivo. | Use brocas de Aço Rápido (HSS) extremamente afiadas. |
| Velocidade da Broca | RPMs altos causam acúmulo de calor e derretimento. | Use velocidades moderadas para gerar uma cavaco contínuo. |
| Pressão de Fixação | O PTFE se deforma sob força excessiva, arruinando as dimensões. | Aplique pressão mínima e distribuída para segurar a peça. |
| Alinhamento da Broca | O material macio permite que a broca desvie do centro. | Garanta que a broca esteja perfeitamente perpendicular à peça. |
Precisa de Componentes de PTFE Usinados com Precisão?
Furar PTFE é apenas uma etapa na criação de componentes de alto desempenho. Na KINTEK, nos especializamos na fabricação de peças de PTFE de precisão, como vedações, revestimentos e utensílios de laboratório personalizados. Nossa experiência garante que seus componentes sejam fabricados corretamente desde o início, evitando as armadilhas da deformação por calor e da imprecisão dimensional.
Atendemos aos setores de semicondutores, médico, laboratorial e industrial com fabricação personalizada, desde protótipos até pedidos de alto volume.
Deixe-nos lidar com a usinagem complexa — Entre em contato com nossos especialistas hoje para discutir os requisitos do seu projeto!
Guia Visual
Produtos relacionados
- Funil de Adição Separatório de Pressão Constante em PTFE Personalizado, Resistente à Corrosão, Vidraria de Baixo Fundo para Análise de Traços
- Raspadores e pás de PTFE personalizáveis para aplicações exigentes
- Funil de Gotejamento de Pressão Constante Personalizado em Politetrafluoretileno (PTFE) – Conjunto de Controle de Fluido Resistente à Corrosão com Compatibilidade para Rolhas de Conversão
- Torneira de PTFE com Alta Resistência à Corrosão - Válvula de Politetrafluoretileno para Tambores de Armazenamento Químico e Sistemas de Transferência de Fluidos - Grau Industrial Personalizável
- Amostrador Sólido Personalizado de PTFE de Alta Pureza para Extração de Laboratório e Análise Química Sonda de Amostragem de Politetrafluoretileno com Comprimento Personalizável
As pessoas também perguntam
- Quais são as limitações dos septos de PTFE/silicone em relação à temperatura? Fatores chave para a integridade analítica
- Quais são as diferenças de compatibilidade química entre as septos de PTFE e silicone? Garanta a Integridade da Amostra
- Que precauções devem ser tomadas ao perfurar PTFE? Furos Perfeitos e Precisos Todas as Vezes
- Como os custos de septos de PTFE e silicone se comparam? Entenda o Valor Além do Preço
- O que é a dispersão de PTFE e como é utilizada? Um Guia para Revestimentos Antiaderentes e Resistência Química



















